筒体温度扫描系统在水泥生产中的应用 |
您所在的位置:网站首页 › 温度扫描仪怎么用 › 筒体温度扫描系统在水泥生产中的应用 |
筒体温度扫描系统在水泥生产中的应用
|
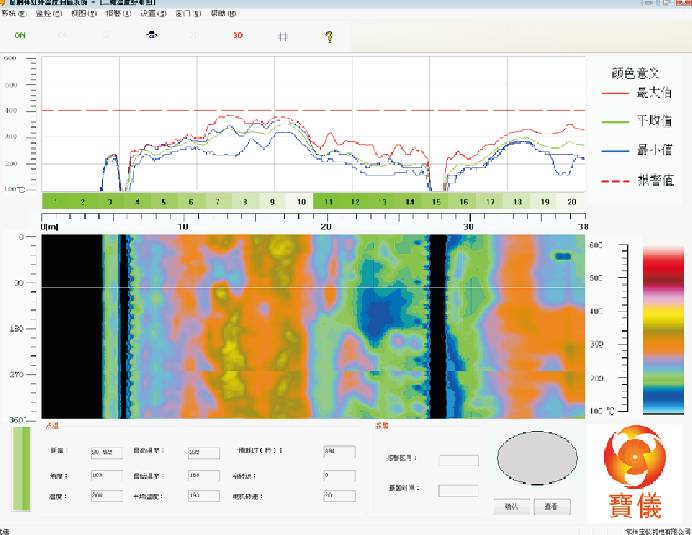
2010年我公司引入筒体温度扫描系统(简称“扫描系统”)对4条窑的筒体温度进行在线监控,通过对扫描系统反馈的信息进行分析,及时采取针对性的调整,稳定了工况,提高了熟料产质量,同时也延长了窑内耐火材料的使用周期。 1 扫描系统的原理及作用 1.1 结构原理 系统由扫描测温仪、工业控制计算机、通讯接口和窑速传感器四部分组成,扫描测温仪扫描窑体表面辐射的热量,并将其转换为电信号,经通讯接口输入工业控制计算机,由计算机进行数据处理并提供详细且全面的窑筒体表面温度分布图,窑速传感器测量窑转速,向计算机提供窑轴向置零和位置信号。 1.2 作用 可以在窑旋转过程中对窑筒体表面进行快速、准确和非接触的温度测量,并直观显示窑体的温度位置关系。做到窑每旋转一周即使只有一块耐火砖脱落,也可利用扫描的热图或曲线图发出报警,并确定耐火砖脱落的位置。这对改善窑的操作、延长筒体寿命、提高窑运转率以及减少维修费用等方面具有重要意义。 2 扫描系统在水泥生产中的具体运用 2.1 优化窑内耐火砖配置 我公司各线烧成带与过渡带连接处2~3环的耐火砖使用周期基本在5~6个月,不能实现与烧成带镁砖(使用周期>10个月)的同步更换,之前也根据经验和其他厂家的建议进行了调整,但效果不明显。使用筒体扫描仪后,利用扫描系统能实时保存筒体表面温度截面图的功能,通过对历史数据的分析,优化了各线耐火材料的配置。以2号线2500t/d窑为例,窑规格为Φ4m×60m,正常运行时坚固窑皮大部分时间到20~21m处,窑内镁砖与硅莫红砖Ⅰ在20m处交接,交接处耐火砖的使用周期较短,对筒体扫描仪保存的各时段数据进行分析后发现,此处虽有窑皮,但经常脱落。在随后的大修中技术人员对窑内耐火砖的配置进行了调整,将镁砖镶到19m,19~20m改为硅莫红砖Ⅰ,让两种砖的交接位置避开窑皮经常脱落的位置。调整后,交接处耐火砖的使用周期能达到10个月以上,基本实现与烧成带耐火砖的同步更换。利用同样的方法,对其余各线的耐火材料进行了优化配置,延长了窑内耐火砖的使用周期。 展开全文2.2 及时调整窑况 我公司4号窑产量为5000t/d,窑规格为Φ5m×68m。2012年6月5日开始使用电石渣配料生产熟料,6月10日出现熟料fCaO偏高,有黄心料的现象,窑被迫减产运行。通过扫描系统实时显示的温度分布图(见图1),发现烧成带筒体表面温度普遍在220~240℃左右(正常为300~320℃左右),原来的过渡带也挂上窑皮,窑皮到29m处,较正常时长3m左右。分析后认为,可能是使用电石渣配料后,没有及时对热工设备及操作参数进行调整,导致窑皮变长、变厚,进而影响了工况,造成熟料质量下降。技术人员随即对燃烧器、系统拉风、分解炉出口控制温度和窑速等关键参数进行调整。经过三个班的运行以后,烧成带窑皮的厚度逐渐变薄,筒体表面平均温度恢复到300℃左右,过渡带窑皮逐步掉落,坚固窑皮也逐步缩短到26m处(见图2)。随着窑皮情况恢复正常以后,熟料fCaO合格,黄心料消失,熟料产量恢复正常。
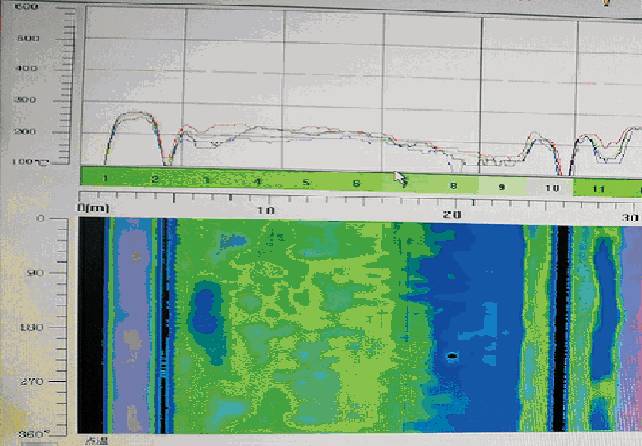
图1 6月10日14:00筒体扫描仪截图
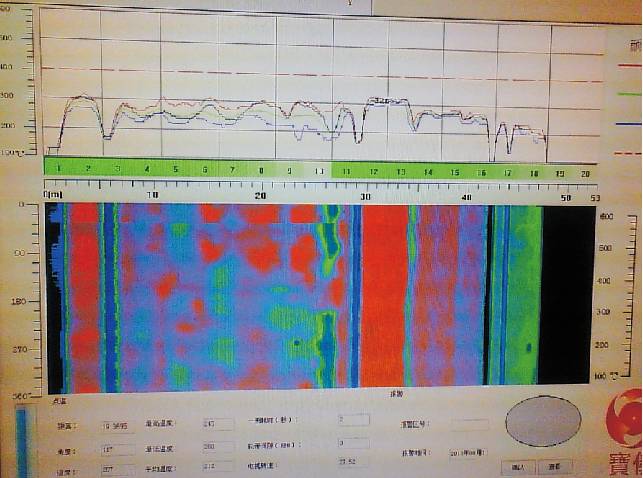
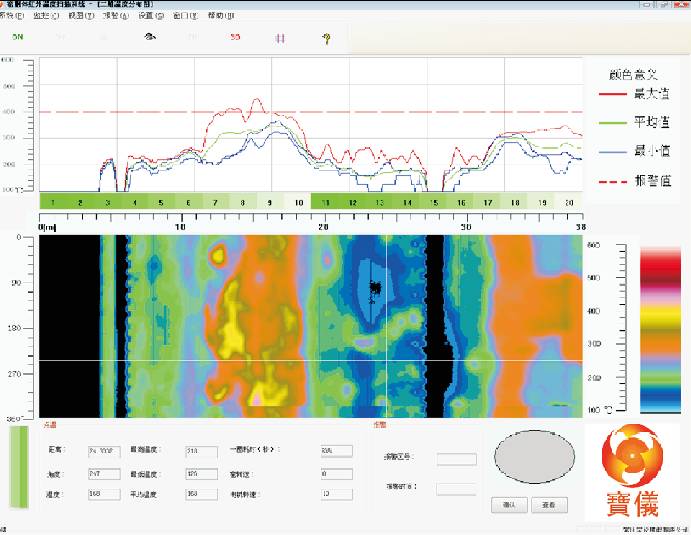
图2 6月11日8:00筒体扫描仪截图 2.3 及时补挂窑皮 3号窑原计划于2011年11月中旬进行检修,但在9月10日13:00,窑操作员通过筒体扫描仪温度分布图发现筒体15.5m处出现高温点,温度最高为430℃(见图3)。
图3 9月10日13:00筒体扫描仪截图 立即联系现场岗位工用红外测温枪检测,确认后技术人员立即对燃烧器位置和相关工艺参数进行调整。3h后该处温度降至370℃(见图4),随后又逐步下降到330℃,成功补挂窑皮。通过精心控制,3号窑成功运行到11月中旬进行大修。以前公司多次出现突然红窑被迫提前进入检修的情况,筒体扫描仪的运用有效解决了人工检测筒体温度不准确和不及时的问题,为提前调整和控制争取了时间,避免了突然事件的发生。
图4 9月10日16:00筒体扫描仪截图 3 结束语 筒体温度扫描仪系统在水泥生产中的运用为技术人员提供了更加直观的窑筒体表面温度信息,其具有快速、准确、稳定、可靠和方便数据储存等特点,实现了对窑筒体的预防保护和对工况的及时调整,且调整后达到的效果也有了直观的体现,为生产的稳定和高效运行提供了保障。 作者:蔡红梅,等 作者单位:内蒙古集宁师范学院
责任编辑: |
【本文地址】