分享│Cmk、Cpk、Ppk的区别及应用场景 |
您所在的位置:网站首页 › 海盗船cmk和cm4x区别 › 分享│Cmk、Cpk、Ppk的区别及应用场景 |
分享│Cmk、Cpk、Ppk的区别及应用场景
|
Cpk 针对对象是-生产系统对产品质量的能力指数 - - CPK是指过程能力指数,是指工序在一定时间里,处于控制状态(稳定状态)下的稳定过程的实际加工能力。 ① CPK 是指操作者、设备、原材料、工艺方法和生产环境等五个基本质量因素综合作用的过程能力指数。 ② CPK计算经常与控制图Xbar-R图一起使用(判断是否是稳定状态,确定授控后,才计算CPK) ③ 分组抽样,长时间取样 ④ 考虑中心有偏移
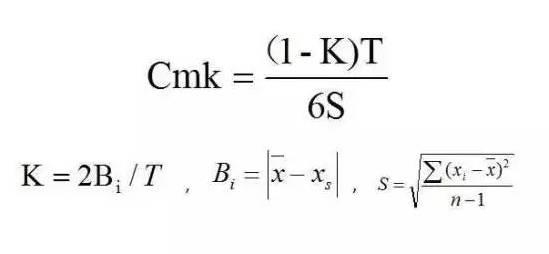
公式解释
● S:取样数据的标准差,用STDEV公式直接计算 ● T:公差范围,即上、下极限值之差 ● K: 为修正系数或偏离系数 ● Bi:平均值Xbar 和测量的理论中间值之差 ● Bi=[ Xbar - 图纸中间值 -(上偏差+下偏差)/2]
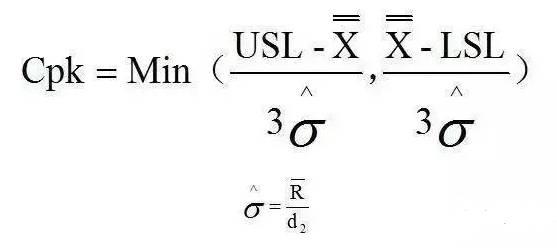
● USL:图纸上限尺寸,(中间值+上公差) ● LSL: 图纸下限尺寸,(中间值+下公差) ● Xbarbar:每组抽样数据的平均数,然后再平均数 (其实就是所有抽样数据的平均数) ● Rbar:每组抽样数据的极差的平均数 ● d2:跟据抽样数据的多少而对应的修正系数,有表可查
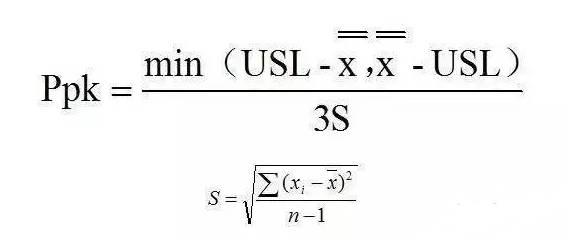
S: 取样数据的标准差,用STDEV公式直接计算 附注:CMK和PPK的公式其实是一样的。 使用场景 ◎ Cmk 1. 生产线上所有影响SC尺寸的设备特性参数 例如: ● 伺服位移反馈-- 滑道行程 ● 力传感器--滑道最大力和最小力 ● 模具冲头--滑道挡点深度 ● 定量阀--注油量 ● 螺丝枪--螺丝扭矩 还有一些位置尺寸 等和所有的影响装配SC的设备特性 2. 使用阶段:量产前和量产后 ◎ CPK , PPK 1. SPC 控制图----产品图纸上的所有SC特性 例如:SC位置度、SC力值...... 2. 使用阶段:PPK量产前、CPK量产后 免责声明:本公众号所载文章来源于 │网络│,文章版权归原作者所有。因转载众多,无法确认真正原始作者,故仅标明转载来源,如涉及作品内容、版权和其它问题,请跟我们联系删除!文章内容为作者个人观点,并不代表本公众号赞同或支持其观点。本公众号拥有对此声明的最终解释权。 返回搜狐,查看更多 |

【本文地址】
今日新闻 |
推荐新闻 |