工具:如何正确尺寸,浇口,浇道和浇口,第2部分 |
您所在的位置:网站首页 › 浇口套标准尺寸表 › 工具:如何正确尺寸,浇口,浇道和浇口,第2部分 |
工具:如何正确尺寸,浇口,浇道和浇口,第2部分
|
上个月,我讨论了适当的门深度和门宽度的重要性。这个月,我将重点关注两种不同类型的门,以及门的土地长度,和门冻结时间。 Sub-Gates有几种不同类型的子浇口形状,如我在2018年1月的文章《模具设计师的隧道浇口》中所述。最常见的是圆锥形,因为加工成本最低。“D”形和凿形副闸门也很常见。 为了确定锥形子栅极的大小,首先假设该部件将是边缘门控。使用上个月列中讨论的指导方针,估计栅极深度和宽度。将深度乘以宽度以获取流量区域。然后将此区域转换成直径。这样,子栅极直径具有相当于边缘栅极的区域。公式是: 子栅极直径=√(边缘栅极深度×宽度÷ π)×2 对于圆锥形或“D”形闸门,该直径是可穿过孔的量规销的尺寸。它是椭圆副闸门疤痕的小直径。它不是椭圆的大直径,也不是椭圆的整个区域,或“D”形状。如果你仔细想想,这类似于将一个全圆形转轮的流动面积与梯形、抛物线或任何其他转轮形状进行比较。 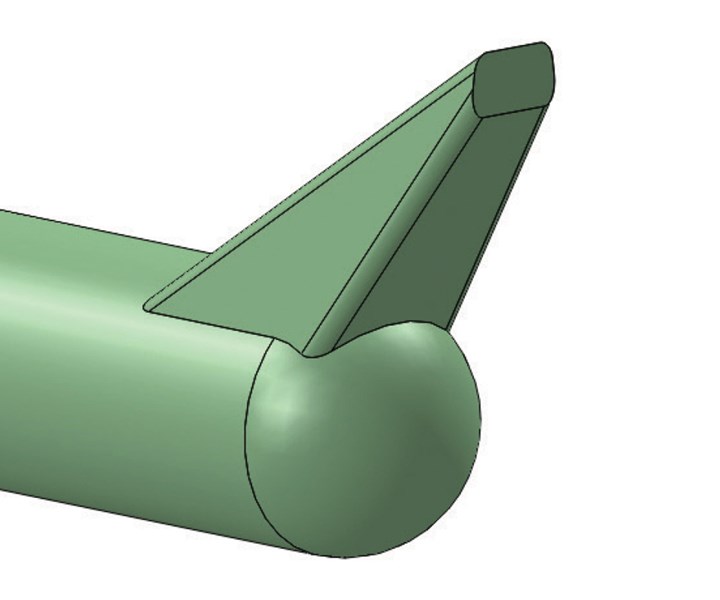 图。1一个chisel-shaped sub-gate。
图。1一个chisel-shaped sub-gate。
虽然锥形和“D”形子门是最常见的,但它们是最不可取的。你不能单独控制闸门的冻结时间和通过闸门的物料流量。如果你有一个很长的流动长度,子闸门将需要更大的填补空腔。这导致门冻结时间不必要地延长。子浇口的首选类型为凿形,如图1所示。凿形子门的门深和门宽与边门的尺寸相同。这允许您独立地控制闸门冻结时间和流量长度,而不必延长周期时间。凿子浇口的另一个优点是它比锥形浇口留下更小的浇口痕迹,特别是当浇口位于具有陡峭锥度或放射状表面的墙壁上时。它也有更少的机会产生损坏模具的薄片。 直接浇口门单腔模具采用直接浇口浇注。没有流道或传统的闸门。在直接闸门部件上的浇口衬套孔实际上就是闸门。在模具设计中,浇口套管孔的尺寸是最不为人所知的尺寸之一,特别是对于直接控制的零件。 在直接闸门部件上的浇口衬套孔实际上就是闸门。 对直接浇注的零件进行调整是一项艰巨的挑战。理想情况下,浇口衬套的出口直径应该是零件壁厚的1.5倍左右。例如,如果零件的壁厚为0.100英寸。时,浇口衬套的出口直径约为0.150 in。如果比这大得多,它将导致周期时间延长,因为包装压力和保持时间必须足够高和足够长的时间,以防止在相反的表面的零件上的凹痕。防止表面发红也是一项挑战,尤其是直接阀控部件通常没有冷井来捕捉和保留机器喷嘴尖端的冷段塞。 在考虑入口或“O”孔板直径时,我首先考虑如果零件是边缘浇口,我将使用什么尺寸,就像我在前面的子浇口示例中所做的那样。这使得确定最小孔口尺寸变得容易。让我们假设,如果零件是边缘选通的,则浇口将为0.050英寸。深的×0.200英寸宽。因此,流量区域等于0.050英寸。×0.200英寸。= 0.1002.因此,等效的直径将是(0.100)的平方根÷π)×2 = 0.113 所以现在我们知道这种直接浇口衬砌部分的浇口衬套的“理想”入口和出口直径。实现这些价值将基于浇口衬套的长度和内部锥度 - 这就是事情的挑战,如果不是不可能的话。在该示例中,具有0.113英寸的入口或“O”直径和出口直径为0.150英寸。浇口衬套,具有½in./ft的行业标准内部锥度(2.386°包括)只有约0.89英寸。长。这可能不会从注射夹板的面部一直到部分来延长。通过对钳位板以及有时腔板的一部分,通常可以通过对夹板和一部分来最小化浇口衬套的总长度。 我曾经安装了一个浇道套管头的下面直接对着一个腔插入的背面。喷嘴接触的压力从机器的桶足够强大的拧螺栓和推动腔插入到它的口袋和地板上。机器越大,喷嘴接触力越大。因此,如果你走这条路,在选择螺栓的尺寸和数量时要记住这一点。 您还可以定制浇口衬套,并从标准2.38中减少内部锥度°包括在内,只有1人°到2°包括。根据浇口的厚度和材料的收缩率来决定你认为可以避开的角度。制作定制浇口衬套的最佳方法是购买尺寸较小的库存浇口衬套。较小的孔成为线切割的起始孔,将孔切割成所需的尺寸和锥度。 您不希望减少或增加浇口的估计“O”尺寸,该尺寸控制所需的注射压力和浇口冻结时间。如果长度有问题,你唯一能做的就是使用更大的出口直径。为了尽量减少循环时间的增加,主流道衬套需要直接冷却。通过浇口衬套附近的水道间接冷却通常不是很有效,除非浇口直接切割到型腔镶块中,这意味着没有单独的浇口衬套。使用由铜合金制成的浇口衬套或保形冷却的浇口衬套将非常有用。 不幸的是,许多直接浇口栅极部件在同一侧(反向喷射)上注射/弹出,并且浇口衬套非常长。这样的情况下最好的解决方案是考虑使用热衬套。如果您认为热浇口衬套的成本是禁止的,则随附的表详细说明了收回其平均成本所需的周期数。ROI基于每小时机器速率和预期的周期时间节省。一旦达到投资回报率循环量,模压部分上的利润就会从那里增加。 这些是保守的数字,因为它们没有考虑到节省的材料和减少劳动力需求的可能性。它也没有考虑到降低的报废率。试着订购热流道套管,留下一个小冷流道,并有一个可更换的尖端。这样,你可以买不同长度的小费,把相同的衬套在不同的模具,甚至更多的节省。最后,无论你有冷浇口还是热浇口衬套,都要加0.005英寸。——0.025。衬套出口的半径。热塑性塑料不喜欢任何尖角。 大水口土地长度为了讨论边缘浇口,我们需要首先讨论焊盘长度。边缘浇口的焊环长度是一个短直段,将零件外表面连接到转轮,如图2所示。浇口的焊环长度直接影响材料的粘度。较长的焊环会使材料产生更多的剪切力,从而降低材料的粘度。如果没有必要,这将有助于改善流入空腔的流量长度。较长的焊盘长度也可能有害,并会导致剪切敏感材料(如PVC)灼伤。 浇口的焊环长度对材料粘度有直接影响。 陆地的长度越长,推动材料通过门所需要的压力就越大,就像用长吸管与短吸管呼吸一样。然而,由于long lands降低了材料的粘度,填充空腔所需的压力更小——特别是在高注入速度下。 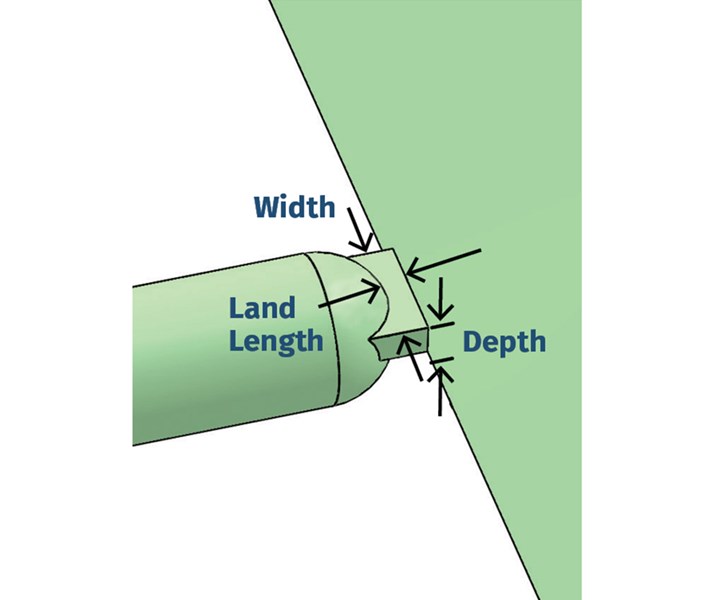 图2大水口术语。
图2大水口术语。
有一个古老的经验法则说,门的长度应该是门深度的一半。这是另一条你最好忘记的“规则”。我见过浇口为零的模具,也见过浇口长度超过1的模具½在。两者都在良好的情况下为他们的特定申请提供。行业专家之间的一般共识是,门的陆地长度应在0.020之间。和0.045英寸。这是一个非常好的一般规则,但规则总是有一些例外,不幸的是很少被提到。 您对浇口土地的决定应基于预期的注射速度。如果您要注入极快,例如使用具有浅栅极深度的薄壁部分,通常需要短的陆地长度。如果您要注射极度慢慢,例如使用具有非常深口的厚壁部分,则陆地长度可以相当长,因为通过该门的压力损失很小。理想的陆地长度也有所依赖。始终审查材料制造商的设计指南,但请记住,大多数设计指南都是普遍的。 最好从稍微长一点的门地开始。如果有一个问题,高剪切或高注射压力通过闸门,它是钢安全的,你可以减少它。不要让模压机在尺寸不正确的浇口周围加工。由此产生的处理窗口将会很窄,而被拒绝的可能性将呈指数增长。无论你做什么,只要确保多腔模具中的所有浇口有完全相同的浇口深度,宽度和地面长度。否则,你会得蛀牙不平衡。 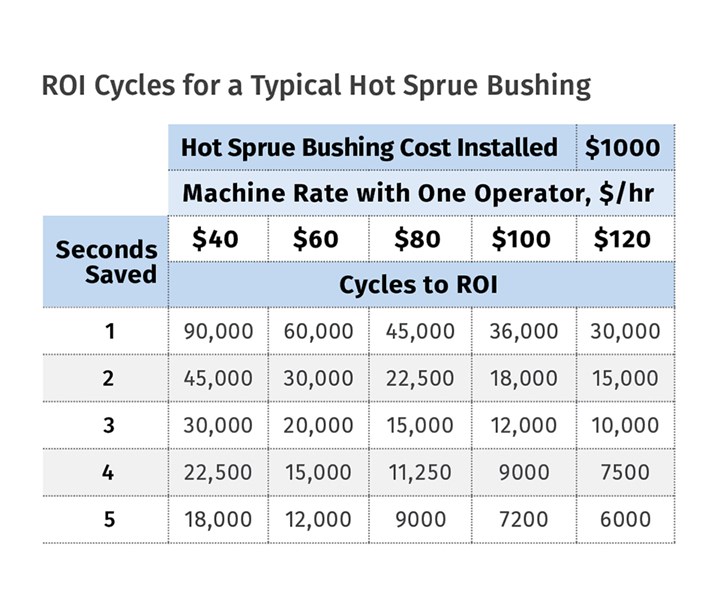 门冻结
门冻结
2000年5月,Bill Fierens(现在是r。M. Holland Co.的技术开发工程师)和肖恩·梅特斯(现在是Amco聚合物公司的应用开发工程师在SPE ANTEC上发表的一篇关于“浇口位置及其对浇口/空腔压力损失的影响”的论文。该论文简要地断言,短土地可以增加门冻结时间。我和两位作者都谈过,虽然没有实证数据支持这一说法,但我们都相信这是真的,主要有两个原因。首先,在短土地有较少的钢在浇口面积,和面积是一个主要的变量,在计算传热速率的数学方程中传导。第二,陆地的长度越短,流道就越接近闸门——将额外的热量带入这个关键区域。此外,如果模压部分的壁是厚的,它也把额外的热量进入关键区域。如前所述,厚壁零件或带有大圆流道的零件需要较长的落地时间。 虽然我确信带1英寸焊盘的浇口比带0.100英寸焊盘的浇口凝固得更快,但我发现很难相信,带0.020英寸焊盘的浇口和带0.045英寸焊盘的浇口凝固时间会有很大的差异。此外,由于较短的焊盘产生的剪切力较小,因此会产生较小的剪切力材料和钢材的温升。如果浇口冻结时间实际上延长了成型周期,我认为很可能不是因为土地太短,而是浇口太深。没有经验数据,我们永远无法确定。 这会带来一个值得一提的另一点。采用科学成型方法的公司对其模具进行了门冻结研究。John Bozzelli的2015年11月,标题为“正确的门密封测试”,是如何执行本研究的详细指南。基本上,你从一个非常短的第二阶段保持时间 - 约1秒开始,然后权衡部分。然后,您逐步增加保持时间,同时保持循环时间,直到零件重量不再增加。现在,您知道门冻结需要多长时间,这可以防止材料向后流入跑步者,从而导致零部件底部包装。如果您想使用“门未删除”条件,您仍然需要执行这项研究,以便知道使用的时间更少。无论哪种方式,你知道在开始螺钉旋转之前需要保持时间需要多长时间。 始终执行闸门冻结研究。 门冻结研究没有告诉你的是门是太浅还是太深。它也没有告诉你土地是太长还是太短。零件、成型机和物理测试会告诉你这些事情。如果零件仍然有可见的凹陷痕迹或内部空隙,或在浇口冻结后尺寸不足,浇口深度可能需要增加。这将增加浇口冻结时间,这是必要的,以包装更多的塑料进入腔。就像我刚才提到的,如果门冻结需要很长时间,那门可能太深了。但也有可能是保持压力过高,浇口内的半凝固材料被不断推入腔内。如果通过浇口的压力损失非常大或物料喷射到腔内,浇口可能太浅或地面太长。 作者简介:Jim Fattori是一家第三代注塑机,在定制和自保注塑机的工程和项目管理方面拥有40多年的经验。他是国际咨询公司注塑模具咨询有限责任公司的创始人。联系人:[email protected];注射射门Consulting.com. 相关内容 门几何的重要性门的大小和形状——不像门的位置——往往得不到应有的重视。许多关于门几何的常见假设都值得挑战 避免共同的模具建立错误每个模塑机必须定期关闭模具设置。 提高模具的冷却性能需要计算出你运行的各种聚合物的模具冷却能量需求吗?如何确定冷却回路的尺寸以提供足够的冷却能力?在这里学习这一行的诀窍。 |
【本文地址】
今日新闻 |
推荐新闻 |