【原创】当产品出现料花,你有搞不好的时候吗? |
您所在的位置:网站首页 › 浇口处有水纹怎么调 › 【原创】当产品出现料花,你有搞不好的时候吗? |
【原创】当产品出现料花,你有搞不好的时候吗?
|
注射位置:142-130-122-0 分段保压:2段 保压压力:15-72 保压时间:10-20 保压时间:2秒-6秒
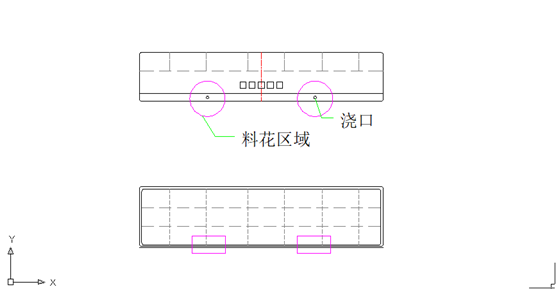
产品加工方式: 使用机械手全自动生产,ABS材料兑入灰色母,生产前提前干燥,干燥温度85℃。一袋20,表面需要敷保护膜,使用真空棉进行单独包装。 产品质量要求: 此产品为外观使用产品,不允许有表面刮伤、缩水、水波纹、料花、油印等缺陷。尺寸误差不能超过0.02,超过误差会导致“外凸内凹”装配不良。 生产不良信息: 该产品在生产的时候,浇口附近出现料花,影响产品表面外观,经阳光照射后会发生分层,并且影响产品尺寸,且机械性能和化学性能都会发生改变。严重影响塑件使用质量和寿命。 带有此缺陷生产判为不良品,工艺人员尽快调试整改,避免批量不良耽误产能,浪费能源,耽误订单交付。 料花的形成原因: 料花的形成主要有两种方式。第一种方式是材料都会含入过量水分,当水分超出能加工的范畴就会出现料花,比较常见的含水率高的材料(干燥)pvc、abs、pc都需要加热干燥处理,材料含有水气而导致的称之为“水气料花”,还有一种方式是材料因为临时停机或注射时剪切力太大,材料热分解而导致称之为“降解料花”。 1、模具的顶出机构或者天侧部位水管发生漏水情况,在注塑机合模注射填充时,高温材料融合水分而产生料花。(模具方面) 2、模具的排气系统堵塞(排气针、油污、锁模力过大)或者设计不合理(加工疏忽,没有设立排气)高温材料在注射填充时气体(水分、化合物)不能在理想的情况排除气体,排气不通畅而产生料花。(模具方面) 3、模具的浇口形式。其中潜伏式浇口最容易发生,因为本来就是点浇口,在注射时成型条件稍微有点不合理,就会导致剪切力太大而产生料花。大水口中产生料花的主要原因是在螺杆塑化时熔体前移,再注射时冷料阻挡填充方向(乱充)而导致。(模具方面) 4、使用的材料若兑入回用料太多(吸湿率大),或者混入其他材料(填充剂、色母)设定的干燥温度和干燥时间无法满足生产工艺要求易发生料花。(材料方面) 5、材料干燥不充分,设定温度和干燥时间没有达到生产要求,注塑机合模注塑时,高温材料中的水分形成水蒸气无法排除冷凝定形后,浮在产品表面而产生的料花。(材料方面) 6、材料产生降解,这种情况所涉及的因素最多,背压过大/过小、料筒温度过高、注射压力大速度过快、料筒的滞留时间过长等会使材料产生降解而产生料花。(材料方面) 7、设备的料筒温度不受控制,通常加热圈的上下温差为5摄氏度。当注塑机使用时间太长螺杆磨损严重,材料在塑化的时候剪切热超出规定设置,实际温度测试与规定温度不符极易发生材料降解而发生料花。(设备方面) 料花的解决措施: 若模具的水管和型腔发生漏水,在生产现场和产品表面上都是很容易发现的,及时进行处理,并清理表面水渍防止锈蚀模具表面。(模具方面) 在生产中定期使用清洗剂清理模具模仁表面的油污和料屑,防止堆积过多而堵住排气系统,订单完成换型后下机及时做好维修保养。(模具方面) 背压过大/过小都会直接作用于材料的密度,若增加背压会使材料均匀压实,压缩分子的排列空间排除气体,但是增加过大会使螺杆的塑化速度和塑化时间延长,材料的剪切力增大,会导致材料发生热分解。(工艺方面) 在材料使用方面,应根据材料厂家提供的加工工艺而设定材料的干燥时间和干燥温度。若生产时兑入回用生产出现料花,可以减小回用料比列,也可以增加料筒干燥温度和干燥时间,但均没有作用有必要更换原料进行生产。(材料方面) 料筒温度高低都会影响料花的形成,其中主要的原因熔体在背压的作用下会向前移动发生涎流的情况,可以适当的增加储退时间和储退压力进行调整。提升料筒温度有的时候也会利于成型加工(也包括模具温度),提升材料温度后,流动性提高,分子链得以舒展后剪切力小,料花减小。(工艺方面) 材料在螺杆的滞留时间不宜过长,容易发生热降解,通常都不可以超过5分钟,当需要临时停机时应把坐台后退并且降低设定的料筒温度,下次生产时以便开机。(设备方面) 在调试工艺时尽量不要让参数发生极端的存在,注射速度和注射压力应根据吗,模具的结构、浇口方式,以及所使用的材料合理设置参数。(工艺方面)现场整改过程: 排查材料存储位置没有问题,生产中没有兑入回用料生产,百分之百纯原料。使用此批物料生产的上批次产品,没有出现料花的情况。(材料方面) 坐台后退,空射排料正常,无气泡、无浓烟无刺激性气味。检查干燥料筒密闭性和干燥系统加热圈和风机排风无问题,并在原基础停机干燥增加2小时并干燥温度提升至95℃。(材料方面) 检查模具筋位较多并且使用点浇口,没有漏油漏水的情况,模具排气系统没有堵塞的情况,并且此前多批次生产没有出现料花的问题。(模具方面) 注塑工艺参数,位置、压力、速度、射退、温度、背压、锁模力都是正常取值,没有极端参数,并且有工艺参数表进行对照,排除工艺参数出现问题的原因。(工艺方面)产品缺陷结论: 通过以上分析论证得出,此设备在生产上一套生产的模具中发生溢料,材料包裹了射嘴和料筒第一、第二段加热圈,其中射嘴加热圈和料筒第一段加热圈损毁已进行更换,在更换加热圈过程中固定热电偶时没有夹紧和加热圈后移,而导致虽然材料温度设置一样,但是实际上材料温度高于实际温度。 也就是说实际上的材料温度高于上次的材料温度,并且现在生产的是潜伏式点进胶浇口,相同的料筒温度(材料温度)剪切速率势必会增加热量,材料被热分解而产生料花,需要对材料进行温度并且重新固定加热圈和夹取热电偶。 投稿人:杨吉平 本篇是 微注塑粉丝原创投稿, 未经许可,任何人或组织不得复制、转载、摘编或以其他任何形式的商业应用!版权所有,侵权必究!(但欢迎分享到个人朋友圈) 如果你也想展示自己的作品,请赶快点击投稿 查看投稿详情吧!(注:文章一经采用,稿酬最高可得2000元/篇!请点击投稿 了解)。返回搜狐,查看更多 |
【本文地址】
今日新闻 |
推荐新闻 |