新手必须掌握 |
您所在的位置:网站首页 › 注塑模具设计图怎么画 › 新手必须掌握 |
新手必须掌握
|
为了缩短模具生产周期,设计人员需在最短的时间内提供满足各种需要的图纸,包括:模具结构简图、塑件图、型腔排位图、模架图、动定模零件草图、模具装配图、零件图、线切割图、推杆布置图、电极图、3D模型图。
(1)模具结构简图 模具结构简图主要用来订购模架、动定模镶件以及开框等。结构简图一般只画动模简图及一个主要剖视图,要表明模架规格、开框尺寸、动定模尺寸、塑件在模具中排位情况、塑件分模情况及进料位置。 绘制结构简图的步骤如下: ① 根据塑件的形状、大小和数量确定模具的浇注系统,它直接决定了模架的型号是二板模架还是三板模架。 ② 根据塑件形状决定分型面位置。优先采用平面分型面,其次才考虑斜面分型面,圆弧形分型面是最后的选择。如果分型线影响外观,应征求客户的意见。分型面确定后,必须想想如此分型开模时塑件是否会粘定模。 ③ 决定哪些位置做镶件。薄弱的结构、抛光及机加困难的结构,排气困难,经常要镶拼。 ④ 决定塑件如何脱模。塑件是否需要侧向抽芯、强制脱模、二次甚至多次脱模、气压脱模、推块脱模或推板脱模等特殊脱模结构。如果只采用推杆和推管脱模,则必须考虑推杆的位置、大小和数量。塑件的脱模方式对模具结构的影响很大。 设计推杆时一定要同时考虑冷却水的位置,不能互相干涉。 ⑤ 决定冷却水道的位置。冷却水道应尽量放在型腔底部或旁边,尽量经过热量最多的地方,如无法直接通冷却水,可考虑加散热针或用铍铜做镶件。 ⑥ 决定模具镶件的大小和钢材。在综合考虑以上因素之后,就可以确定模具镶件的大小了,镶件大小应取整数,厚度更要去标准。而用什么钢材则取决于塑料品种、塑件是否透明、塑件的精度及批量的大小。 ⑦ 决定模架大小及规格型号。根据进料方式、内模镶件大小,是否采用热流道、双推板、侧向抽芯机构,来确定模架的大小和规格型号。 (2)塑件图 在对客户要求及塑件性能了解清楚,并对脱模斜度、公差配合等作充分考虑后,把客户塑件图修正后输入电脑,并按公司标准编号归档。 (3)型腔排位图 一些较复杂、手工绘制较困难的模具,可由设计员根据主管指示在电脑上绘制,其作用同模具结构简图。型腔排位图可以不画推杆、撑柱、弹簧等,只需画动定模排位及一个侧视图,有侧向抽芯机构时要把侧抽芯结构画完整。排位、枕位、进料等也要表达出来;如果已有塑件图,可调入模中排位;如没有,可以画一个大致轮廓及其重要部位即可。 (4)模架图 对于非供应商标准或需在模架厂开框加工的模架,要绘制模架图。模架图要传真给供应商生产,所以应用A4纸清晰表达所要加工的尺寸和要求,标准模架部分尺寸可缺省不标注。 模架图内容:模板(定模、动模、方模、推杆固定板、推杆底板、动定模固定板);导柱及导套,导柱下方的螺钉;模板间连接螺钉,定位销;推杆板导柱和导套;复位杆(弹弓不用画);推杆板限位钉或限位拉杆;推杆板螺钉;撬模坑(每块板之间四个角位,包括针板之间);导柱下面的排气槽;吊模螺孔,码模槽;镶件,滑块,楔紧块,方形定位块,锥面定位块等;尺寸(包括平面图座标尺寸、板厚、零件大小及数量、精框尺寸公差、吊模孔位置、撬模槽尺寸);各模板钢材的名称。见图 1-34。 (5)动、定模零件草图 为了缩短制模周期,对于一般模具,在装配图未完成的情况下,可以先下发模具零件草图,保证工场备料、磨削基准面、钻螺孔、配框等工作的进行。草图只标主要尺寸即可。 (6)模具装配图 模具装配图是模具设计部门主要的图纸形式之一。模具装配图应能表达该模具的结构、零件之间的装配关系、模具的工作原理以及生产该模具的技术要求、检验要求等。装配图必须1:1绘制。 绘制模具装配图前要仔细研究客户塑件图纸及其他技术要求,并弄清模具分模表的要求,如以前做过类似的模具,可找其文档参考。 绘制模具装配图前要有完全准确的塑件图,有时还要对塑件图作适当修正,如加上必要的脱模斜角,有公差要求的要对公差进行换算,一般要考虑修正至将来有利于加胶的形状。 将塑件图变成模架内的型腔图时,首先要乘以收缩率加1,再作镜像处理(倒影),同时注意动定模型腔图不要放错位置。 排位时要保证型腔图的基准相对于模架基准是整数。 多型腔模具图要标明型腔编号,对于齿轮等多腔点浇口模,流道上也要注明相应的型腔号码,如CAV.No1、CAV.No.2等。 模具装配图中细微结构要做放大处理。 斜推杆平面布置图(包括底部滑座)要表达清晰,尺寸要标清楚,以利于加工,防止与其他零件发生干涉。 在模具装配图上要注明各孔代号,如撑柱用SP标注,并写上序号。 一张完整的模具装配图应具有下列内容。 ① 能表达模具构造的足够的图形。 ② 完整且准确的尺寸。 ③ 推杆列表(扁顶、有托推杆及推管要标清,最好能够自动生成)。 ④ 零件编号、标题栏、明细栏、修改栏。 ⑤ 冷却水路线轴测示意图,特殊情况还要有排气示意图。 ⑥ 各种孔位及其代号,常见孔位及其代号见表1-4。 表 1-4 模具装配图中常见孔位及其代号
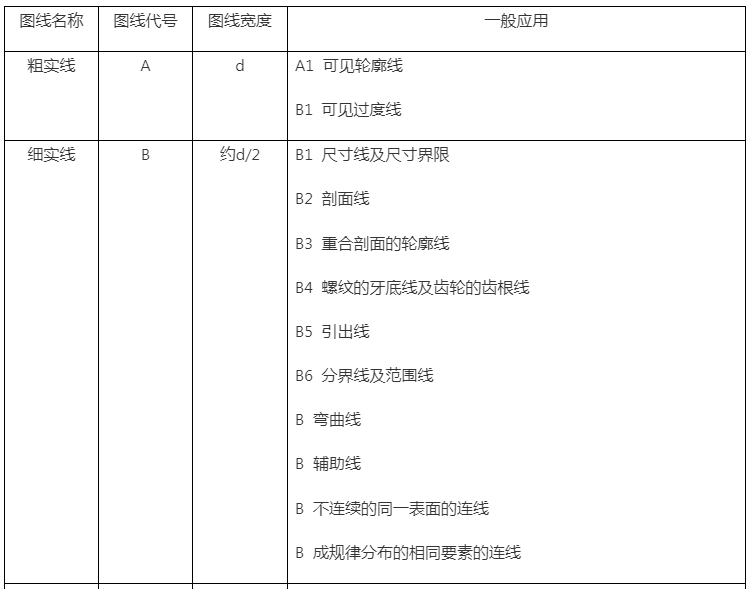
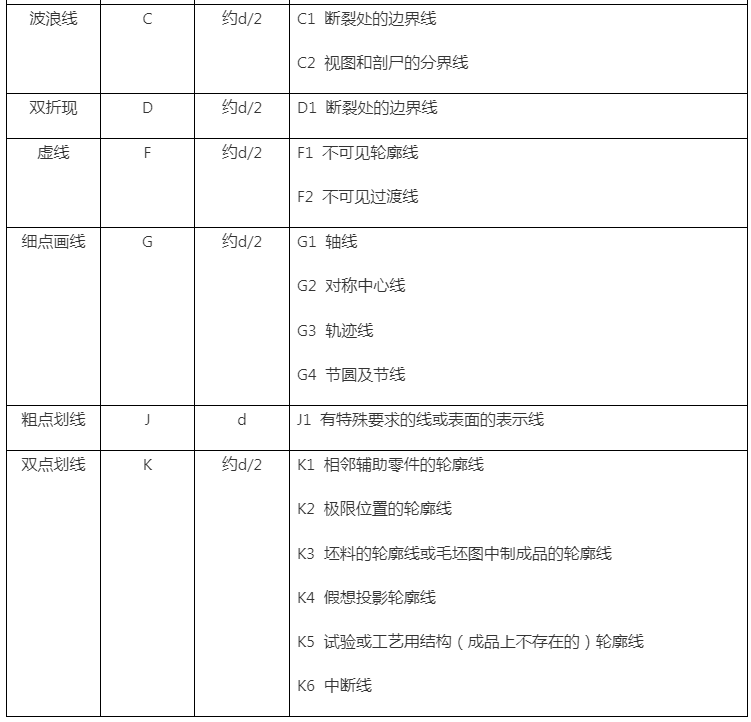
模具设计图中常用的线条宽度和用途见表1-5,其中线条的颜色因人而异,此处仅供参考,但同一公司中各种线条的颜色应该统一。 表 1-5 模具设计图中常用的线条宽度和用途
注:图线宽度d系列为:0.13mm、0.18mm、0.35mm、0.5mm、0.7mm、1.0mm、1.4mm、2.0mm。 模具装配图常见的两种摆放方式见图1-5. (7)零件图 零件图是表示零件结构大小及技术要求的图样,是公司组织生产的重要技术文件之一。 零件图应在能够充分而清晰地表达零件型状结构的前提下,选用尽可能少的视图数量,对于复杂的零件,至少要有一个立体视图。零件图的尺寸必须正确完整、清晰合理。 模具零件图上技术要求的填写:模具零件图除了图形和尺寸外,还要填写一些不同形式的代号及文字说明。这是为了保证塑件性能的需要而提出的一些技术指标,如脱模斜度、表面粗糙度、极限与配合、表面形状和位置公差及热处理要求等。 ① 表面粗糙度标注:101类和102类模具零件图必须标注表面粗糙度。 ② 模具零件图尺寸公差的标注:模具配合公差可定为精密、一般和粗糙三级。 a. 精密级配合:孔采用IT6,轴采用IT5,用于101类和102类模具或多镶件拼合场合。 b. 一般级配合:孔采用IT7,轴采用IT6,常用于103类模具。 c. 粗糙级配合:孔采用IT8,轴采用IT7,常用于104类和105类模具。 d. 未注公差一律按GB/T 1800.1⸺2009中IT12级的规定选取。 ③ 形状和位置公差的标注:101类和102类模具的零件图要标注形位公差。 ④ 热处理与表面处理的填写:对有热处理、表面处理要求的零件要注明,如淬火48~50HRC、氮化700HV、蚀纹面、抛光面等。 (8)线切割图 ①对线切割的零件,要绘制出线切割图形。线切割图形要用双点画线表达塑件轮廓,用实线表达切割部位。线切割图要有穿线孔的位置及大小尺寸。线切割图要标注线切割大轮廓尺寸,可以用卡尺、量规等简单测量,复杂曲线轮廓可以不标注尺寸。 ②线切割轮廓线要用1.5d粗实线表达。 (9)推杆布置图 对推杆数量超过20支或推杆太近表达不清或镶件推杆需组合后加工时,推杆要单独绘制其布置图。 (10)电极图 下述场合要绘出电极图: ①101类和102类模具。 ②复杂及大型模具。 电极图上要有电蚀图以表达电蚀方法,要有必要的能测量的尺寸。 (11)3D模型图 较复杂的塑件,都要用UG或Pro/E绘制3D立体图。 较复杂的模具、需要数控加工的模具,都要有3D模具图。3D模具图应至少包括动定模镶件,型芯,A、B板;有侧向抽芯的模具,要画出滑块镶件、滑块座;有斜推杆的模具,要画出斜推杆、斜推杆座、顶推杆固定板。 除推杆孔、螺钉孔、锐边倒角外,其他所有形状都要在3D模型中画出。 3D分模装配图名称应与2D模具结构图一致,3D零件图名称应与2D零件图一致。 |


【本文地址】
今日新闻 |
推荐新闻 |