注塑熔接线:产生原因以及如何避免 |
您所在的位置:网站首页 › 注塑产品色纹怎么处理 › 注塑熔接线:产生原因以及如何避免 |
注塑熔接线:产生原因以及如何避免
|
成品零件上有任何缺陷或瑕疵都会让任何人不满意。 对于塑料制成的零件,这可能意味着更多问题,因为缺陷可能会导致零件出现功能故障。 塑料部件上的此类缺陷的一个例子是熔接线。 这些生产线可能会严重影响您的塑料产品,因为它可能导致整个生产过程失败。 这通常意味着损失大量资金,因为整个过程必须从头开始。 为了帮助避免这种情况,本文将介绍熔接线的成因、它们引起的缺陷以及如何预防它们。 熔接线缺陷是如何出现的?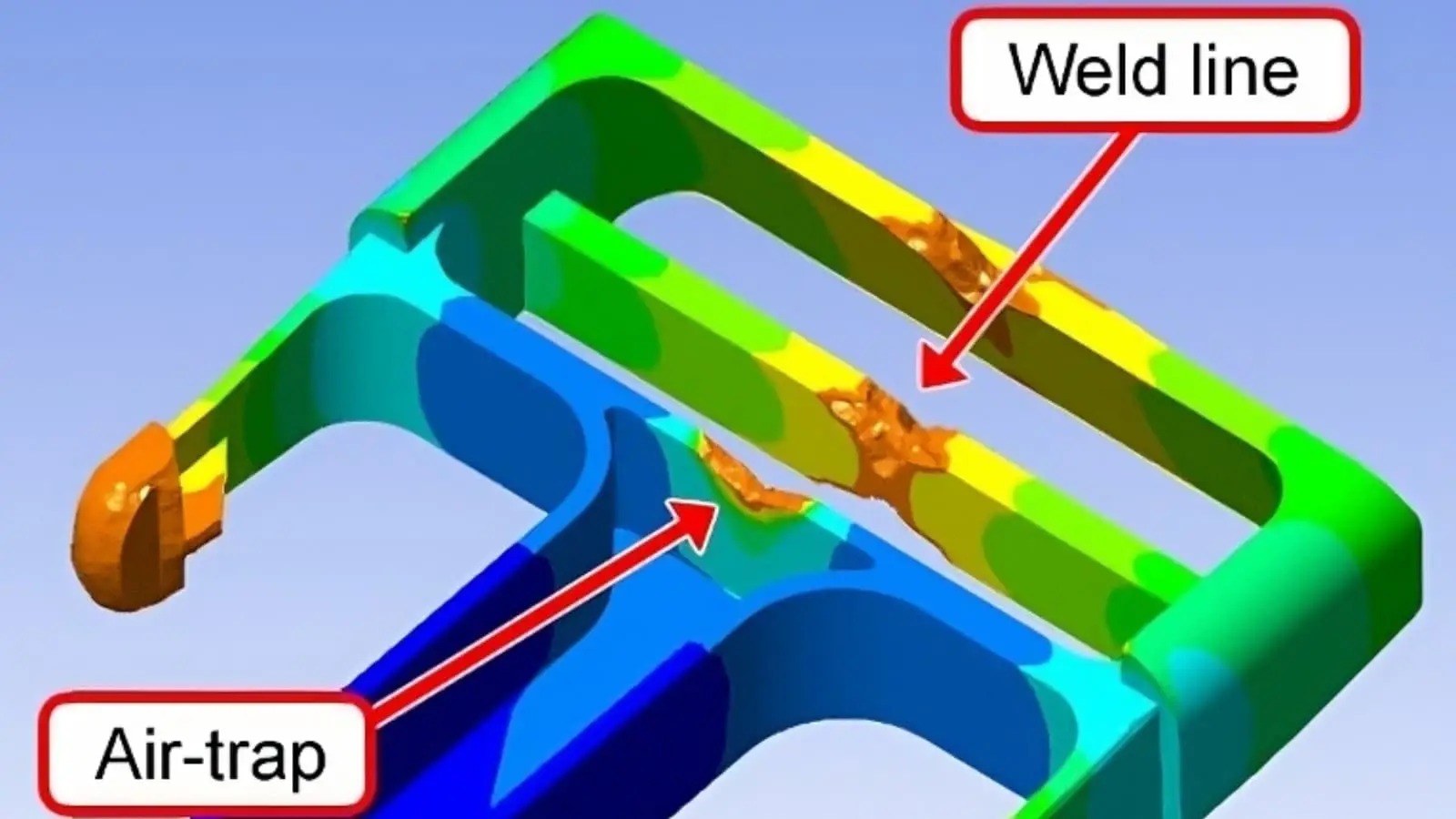 熔接线,通常称为熔合线,代表成型过程中两个流动前沿汇聚的交汇处。 当这些前沿无法无缝合并或“焊接”在一起时,通常会出现这条线。 熔接线通常出现在孔或障碍物周围,表明模制部件内强度降低的区域。 机械师普遍使用的关于熔接线的另一个术语是熔合线。 虽然两者外观相似,但有一点细微的差别。 差异在于两个流动前沿的交汇角。 对于熔接线,相遇角度始终小于 135 度。 任何大于此角度的交汇角都会产生熔合线。 为了更好地理解这种现象是如何形成的,有必要知道塑料流动时会发生什么。 塑料流动时,会形成光滑连续的流动前沿。 如果不接触任何障碍物,该流动将始终保持平稳。 但是,如果水流接触到物体或障碍物(例如大头针),它会立即分裂成两个不同的部分以绕过物体。 现在,您有两个不同的侧面 - 一个流过物体的一部分,另一侧流过物体的另一侧。 水流在前面重新汇合,在表面留下轻微的凹陷。 这种轻微的凹陷是一条细线,称为熔接线或编织线。 然而,熔接线可能不会在整个流程中持续。 因此,随着流动的继续,两个流动前沿可能逐渐重新结合以形成一个不间断的流动前沿。 这一直持续到塑料注射成型中的熔接线消失为止。 注塑熔接痕产生的原因与许多零件缺陷一样,在零件设计过程中有几个因素会导致熔接线的形成。 其中一些因素包括: 压力温度模具设计速度不纯过量脱模压力如果压力不足以推动流动并重新融合在一起,则会产生宽的熔接线。 如果机器出现故障或设置不当,就会发生这种情况。 这也可能是模具设计问题的结果。 温度如果温度不够高,您可能会开始过早凝固。 有些部分可能会凝固,而另一部分仍在流动。 这样,您最终可能会出现熔接线。 连续树脂流动所需的温度可能会在不同的地方下降。 其中一些地方是模具、模具的流道和注塑机。 模具设计 设计不良的模具可能会在设计的不同区域产生熔接线。 一些常见的错误 模具设计 可能导致熔合线的原因是壁厚不合适和浇口放置不当。 速度低速时,树脂将缓慢穿过模具。 这意味着锋面可能不会同时冷却。 如果一个在接触另一个之前就冷却了,这可能会导致注塑成型中出现熔接线。 不纯如果树脂中含有杂质,则无法顺畅地流过模具。 这可能意味着流程的一部分将比另一部分更快。 过量脱模如果脱模剂太多,您可能需要更高的压力才能将其推过机器。 否则,速度会下降,并且可能会产生熔接线。 为什么要避免熔接线针织线在 注塑工艺 是不可取的,特别是当表面外观和零件强度是重要问题时。 因此,您应该出于以下原因避免使用它们: 脆弱性熔接线通常是您最薄弱的区域。 因此,材料很容易从这样的区域脱落。 如果零件是为需要良好强度的目的而设计的,则熔合线造成的脆性会阻碍它有效地满足这样的目的。 例如,如果您在零件的螺丝孔周围有一条编织线,当您穿过孔拧紧螺钉时,该线可能会断裂。 使表面外观变形编织线可能会使您的设计外观变形。 无论您为设计付出多少努力以使其看起来更具吸引力,单条编织线都可能成为使设计变形的关注点。 避免塑料注射成型中出现熔接缝/熔合线的技巧您可以通过在整个成型过程中确保单一正面来消除塑料注射成型中的熔接线。 您还可以通过确保线被很好地覆盖来消除编织。 以下提示可以帮助您实现这一目标: 改变零件设计改变造型设计调整成型条件改变零件设计 您可以通过增加 室壁厚度。 这将有助于促进压力传递,并确保有更高的熔体温度。 加厚零件壁有助于减慢树脂冷却速度。 这使得树脂在最终冷却和固化之前有更多时间扩散到未覆盖的部分。 但是,您必须注意不要使零件壁太厚。 如果这样做,您最终可能会留下缩痕。 您还可以减小零件厚度比。 流量较小时,液体会更快地覆盖更广的范围。 因此,它应该闭合熔接线。 您还可以调整浇口尺寸和位置。 使引起编织的部分尽可能远离设计的边缘。 如果你让它离边缘太近,它很容易折断。 改变模具设计您可以通过增加浇口和流道的尺寸来改变模具设计。 您还应该消除熔接线注塑成型中夹带的空气。 如果你不消除空气,它会在你的零件设计中产生未填充的部分,这会进一步导致更多的弱化。 您可以通过在熔接线区域放置排气孔来去除夹带的空气。 改变模具设计的另一种方法是改变浇口设计。 这将有助于消除熔接线或确保它们在高保压压力和高温下更靠近浇口形成。 调整成型条件消除塑料注射成型熔接线的另一种方法是调整成型条件。 条件是温度、注射速度和注射压力。 如果熔体温度低或注射速度和压力低,最终可能会出现更明显的熔接线。 因此,您可以通过增加这些条件来消除熔接线。 结论任何成品塑料部件上的熔接线都是一种制造缺陷,必须不惜一切代价避免。 除了在产品表面留下难看的疤痕外,它还具有功能上的缺点,例如增加了脆弱性。 但如果有办法将这一挑战转化为追求卓越的机会呢? 进入 RapidDirect 的注塑成型服务.  想象一下,在您提出请求后 12 小时内即可获得报价。 这就是适合您的 RapidDirect – 快速、高效且随时可用。 这不仅仅是为了完成工作。 我们正在谈论走向完美的旅程,为每个订单提供免费的可制造性设计 (DFM) 和模流分析。 为什么? 因为细节决定成败,而我们的目标就是在这些小恶魔造成熔接线之前将其捕获。 使用RapidDirect,不仅可以避免缺陷,还可以避免缺陷。 这是关于打造一款经得起时间和使用考验的产品。 这是为了确保您的设计之美完美地转化为现实,没有焊接线的缺陷。 让我们通过专业知识、技术和对质量的极大热情来改变您对注塑成型的看法。 |
【本文地址】
今日新闻 |
推荐新闻 |