IATF16949质量管理体系五大工具之MSA(测量系统分析)实操及异常分析。 |
您所在的位置:网站首页 › 汽车行业16949 › IATF16949质量管理体系五大工具之MSA(测量系统分析)实操及异常分析。 |
IATF16949质量管理体系五大工具之MSA(测量系统分析)实操及异常分析。
|
如果测量的方式不对,那么好的结果可能被测为坏的结果,坏的结果也可能被测为好的结果,此时便不能得到真正的产品或过程特性。
准确度与精密度误差:
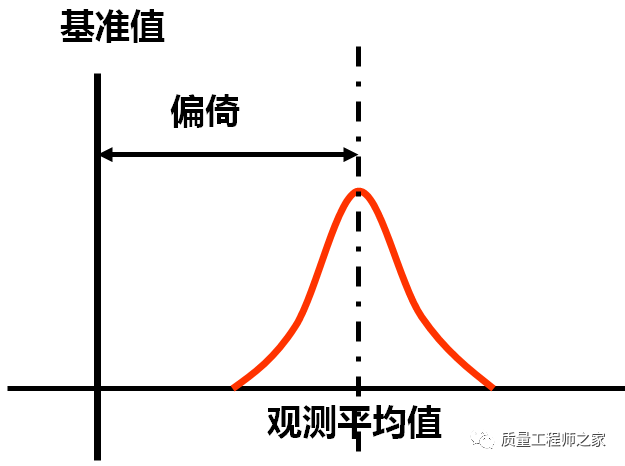
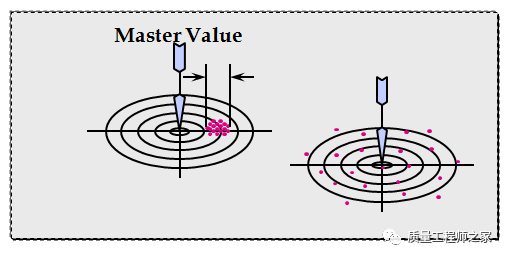
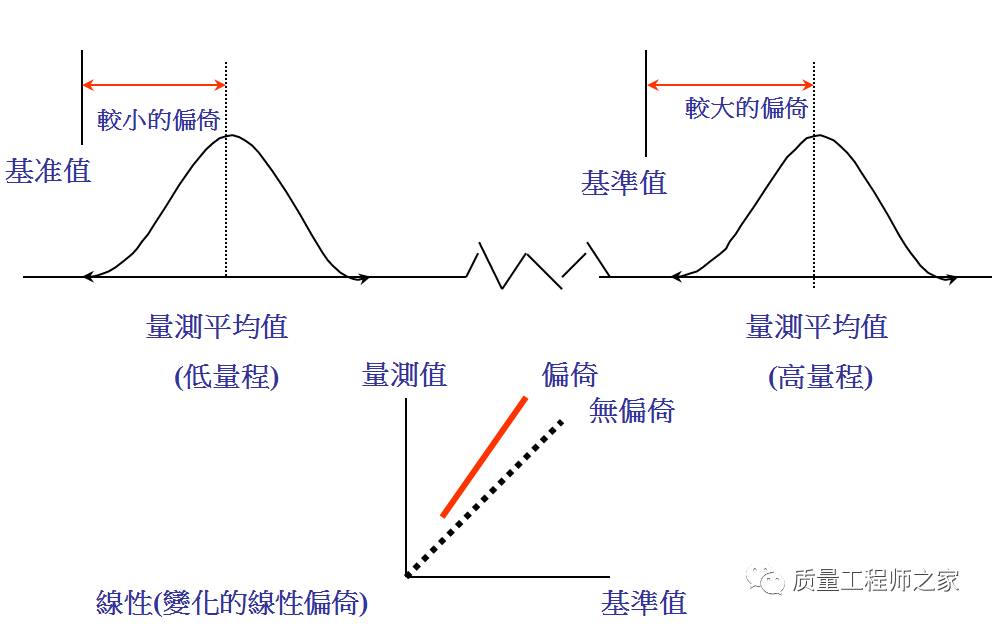
1.偏倚(Bias) 是测量结果的观测平均值与基准值的差值。 真值的取得可以通过采用 更高等级的测量设备进行多次测量,取其平均值。
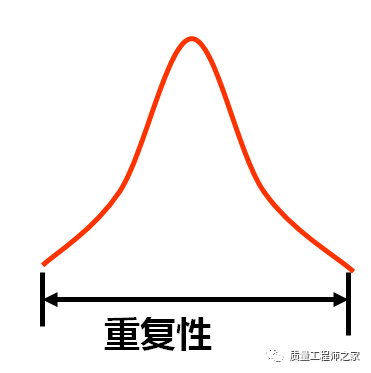
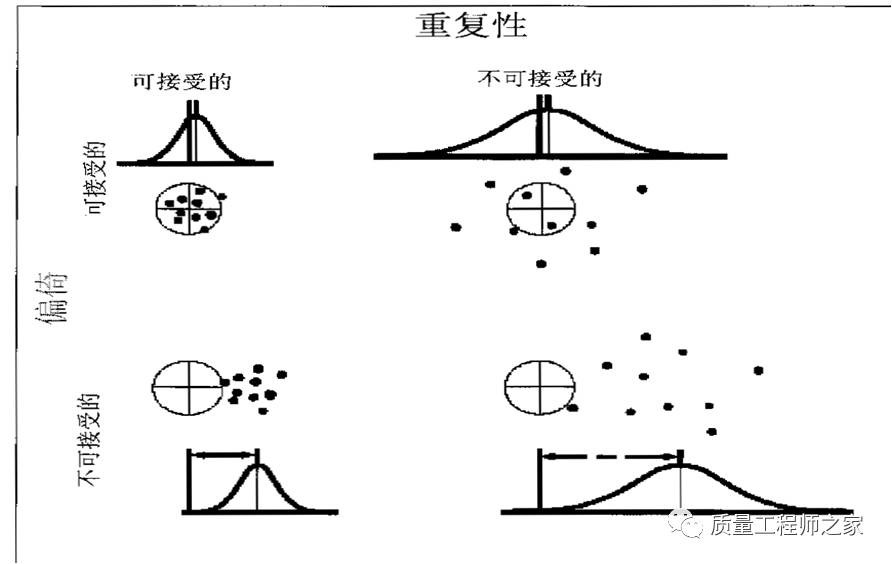
1.1造成过份偏倚的可能原因 仪器需要校准 仪器、设备或夹紧装置的磨损 磨损或损坏的基准,基准出现误差 校准不当或调整基准的使用不当 仪器质量差─设计或一致性不好 线性误差Ø应用错误的量具 不同的测量方法─设置、安装、夹紧、技术 测量错误的特性 量具或零件的变形 环境─温度、湿度、振动、清洁的影响 违背假定、在应用常量上出错 应用─零件尺寸、位置、操作者技能、疲劳、观察错误 2.重复性(Repeatability) 指由同一个操作人员用同一种量具经多次测量同一个零件的同一特性时获得的测量值变差(四同)
重复性与偏倚值是独立的
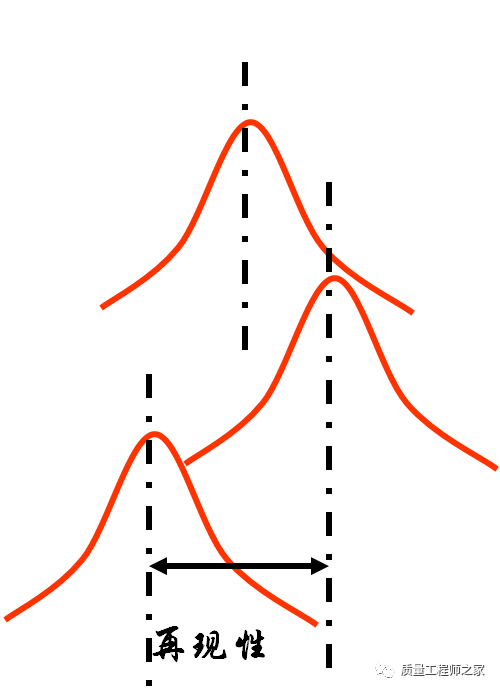
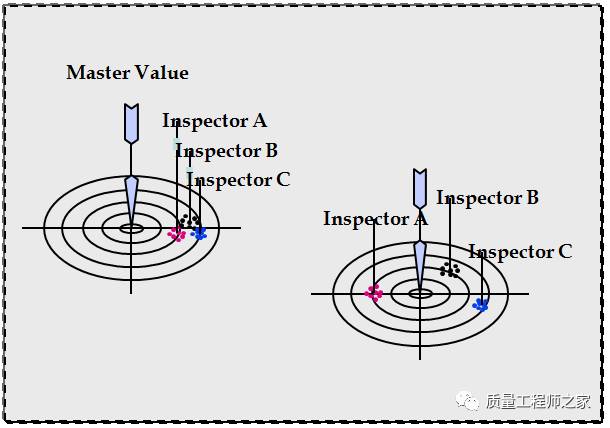
零件(样品)内部:形状、位置、表面加工、锥度、样品一致性。 仪器内部:修理、磨损、设备或夹紧装置故障,质量差或维护不当。 基准内部:质量、级别、磨损 方法内部:在设置、技术、零位调整、夹持、夹紧、点密度的变差 评价人内部:技术、职位、缺乏经验、操作技能或培训、感觉、疲劳。 环境内部:温度、湿度、振动、亮度、清洁度的短期起伏变化。 违背假定:稳定、正确操作 仪器设计或方法缺乏稳健性,一致性不好 应用错误的量具Ø量具或零件变形,硬度不足 应用:零件尺寸、位置、操作者技能、疲劳、观察误差(易读性、视差) 3.再现性(Reproducibility) 由不同操作人员,采用相同的测量仪器,测量同一零件的同一特性时测量平均值的变差(三同一异)
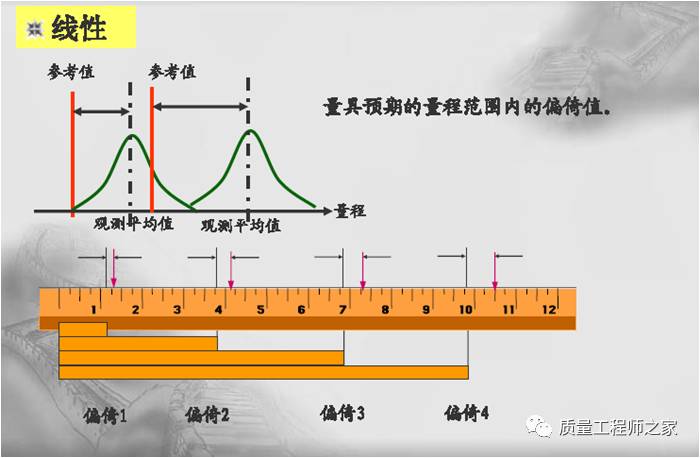
3.1再现性不好的可能潜在原因: 零件(样品)之间:使用同样的仪器、同样的操作者和方法时,当测量零件的类型为A,B,C时的均值差。 仪器之间:同样的零件、操作者、和环境,使用仪器A,B,C等的均值差 标准之间:测量过程中不同的设定标准的平均影响 方法之间:改变点密度,手动与自动系统相比,零点调整、夹持或夹紧方法等导致的均值差 评价人(操作者)之间:评价人A,B,C等的训练、技术、技能和经验不同导致的均值差。对于产品及过程资格以及一台手动测量仪器,推蕮进行此研究。 环境之间:在第1,2,3等时间段内测量,由环境循环引起的均值差。这是对较高自动化系统在产品和过程资格中最常见的研究。 违背研究中的假定 仪器设计或方法缺乏稳健性 操作者训练效果 应用─零件尺寸、位置、观察误差(易读性、视差) 4.线性(Linearity) 在量具正常工作量程内的偏倚变化量多个独立的偏倚误差在量具工作量程内的关系是测量系统的系统误差构成
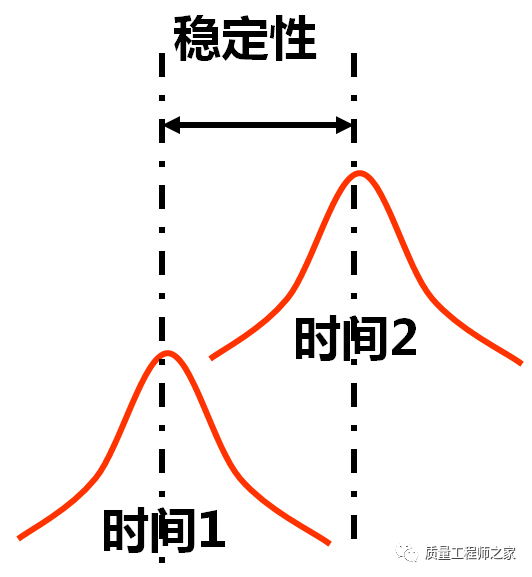
4.1线性误差的可能原因 仪器需要校准,需减少校准时间间隔; 仪器、设备或夹紧装置磨损; 缺乏维护—通风、动力、液压、腐蚀、清洁; 基准磨损或已损坏; 校准不当或调整基准使用不当; 仪器质量差;—设计或一致性不好; 仪器设计或方法缺乏稳定 性; 应用了错误的量具; 不同的测量方法—设置、安装、夹紧、技术; 量具或零件随零件尺寸变化、变形; 环境影响—温度、湿度、震动、清洁度; 其它—零件尺寸、位置、操作者技能、疲劳、读错。 5.稳定性(Stability) 测量系统在某持续时间内测量同一基准或零件的单一特性时获得的测量值总变差。
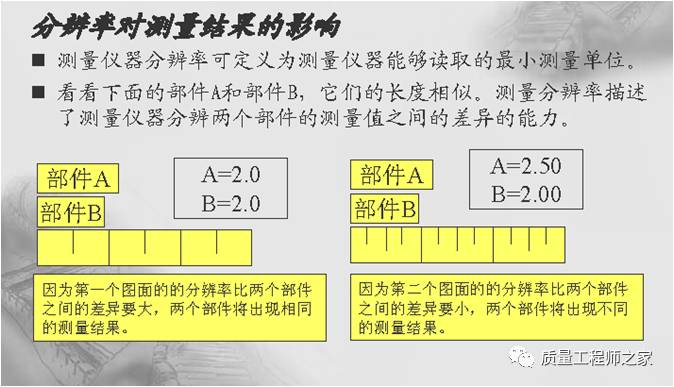
5.1不稳定的可能原因 仪器需要校准,需要减少校准时间间隔 仪器、设备或夹紧装置的磨损 正常老化或退化 缺乏维护─通风、动力、液压、过滤器、腐蚀、锈蚀、清洁 磨损或损坏的基准,基准出现误差 校准不当或调整基准的使用不当 仪器质量差─设计或一致性不好 仪器设计或方法缺乏稳健性 不同的测量方法─装置、安装、夹紧、技术 量具或零件变形 环境变化─温度、湿度、振动、清洁度 违背假定、在应用常量上出错 应用─零件尺寸、位置、操作者技能、疲劳、观察错误 6.分辨力
分辩力不足的表现:R图至少有四个点极差值为0
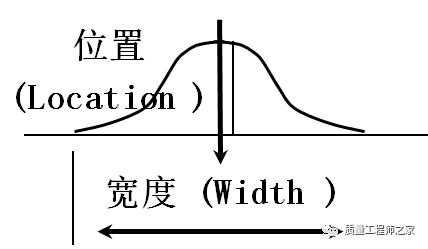
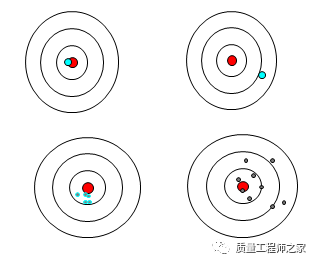
二.测量系统特点 1.测量系统特性: 一个好的测量系统具备条件:测量系统在受控条件下 2.测量数据的质量 数据的质量:取决于从处于稳定条件下进行操作的测 量系统中,多次测量的统计特性. 数据质量最通用的统计特性: 准确度 ( Accuracy ) X→μ或称偏移(BIAS): 量测实际值与工件真值间之差异,是指数据相对基准(标准)值的位置。 精密度 ( Precision ) σ或称变差(Variation): 利用同一量具,重复量测相同工件同一质量特性,所得数据之变异性。是指数据的分布。
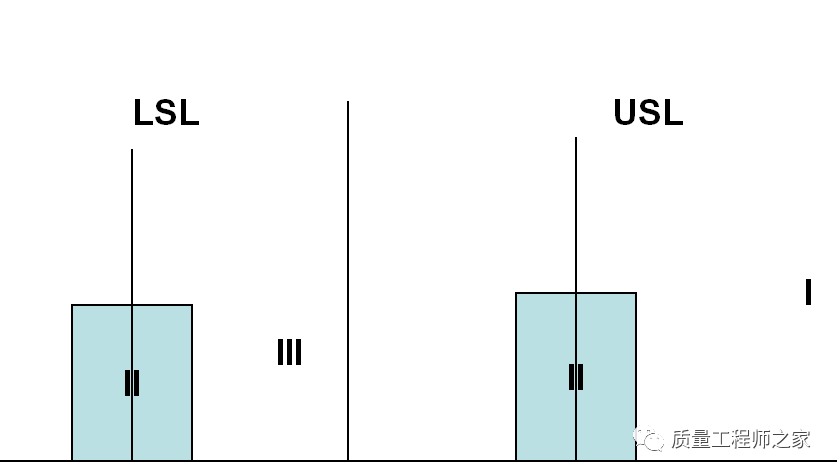
3.好的测量系统四个特点 足够分辨力和敏感度 测量系统受控 测量系统变差小于规格差 测量系统变差能证明具有有效分辨力,小于制造过程变差. 4.测量系统误差可造成影响 第一类错误:不好零件永远是不好零件 第二类错误:好零件判为坏零件或坏的判好的 第三类错误:好零件永远是好零件
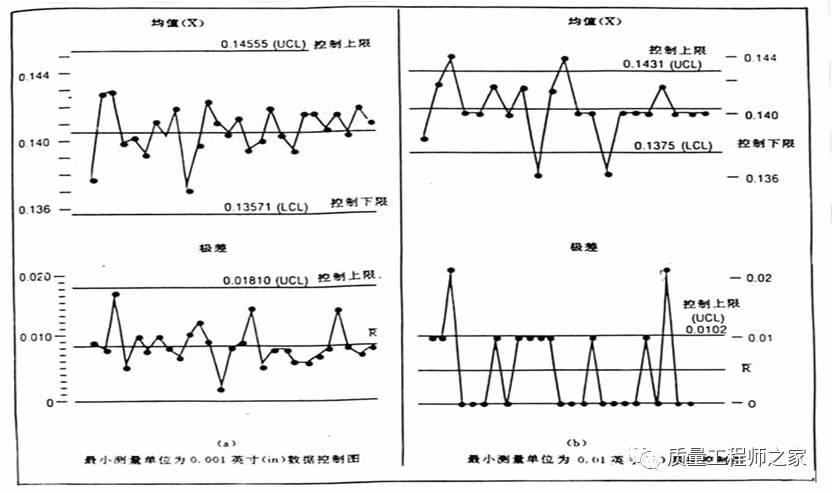
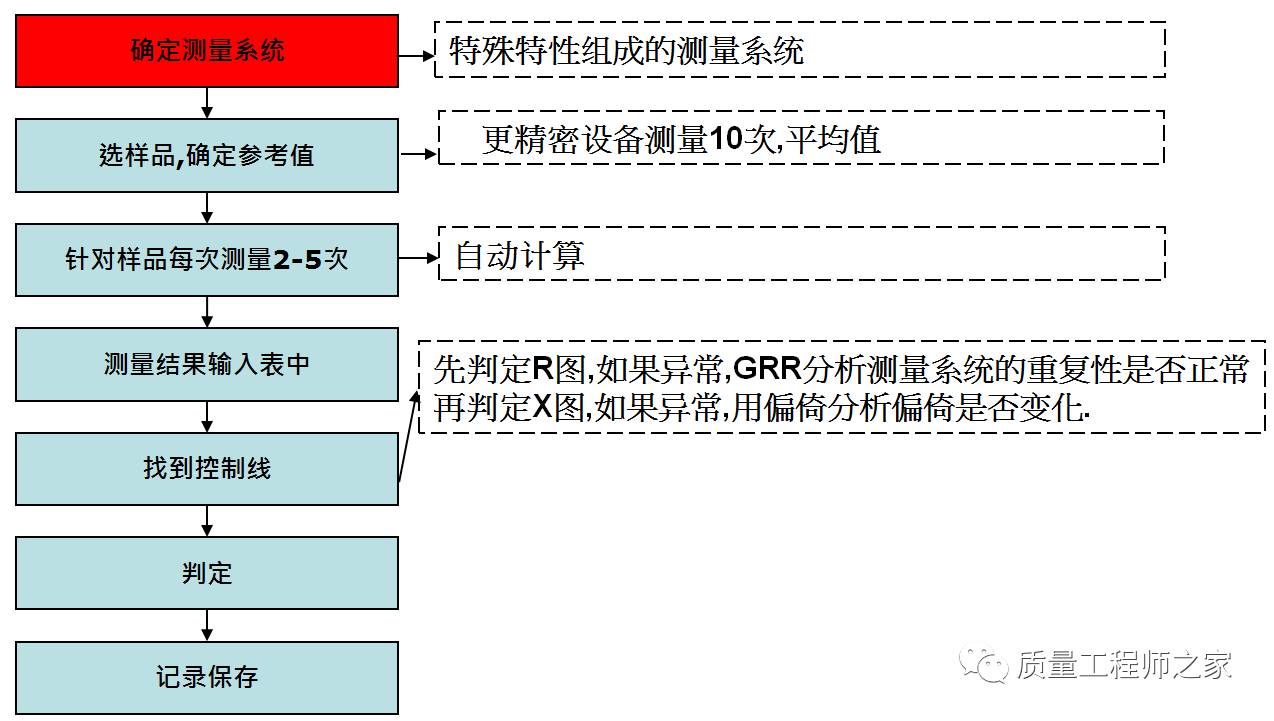
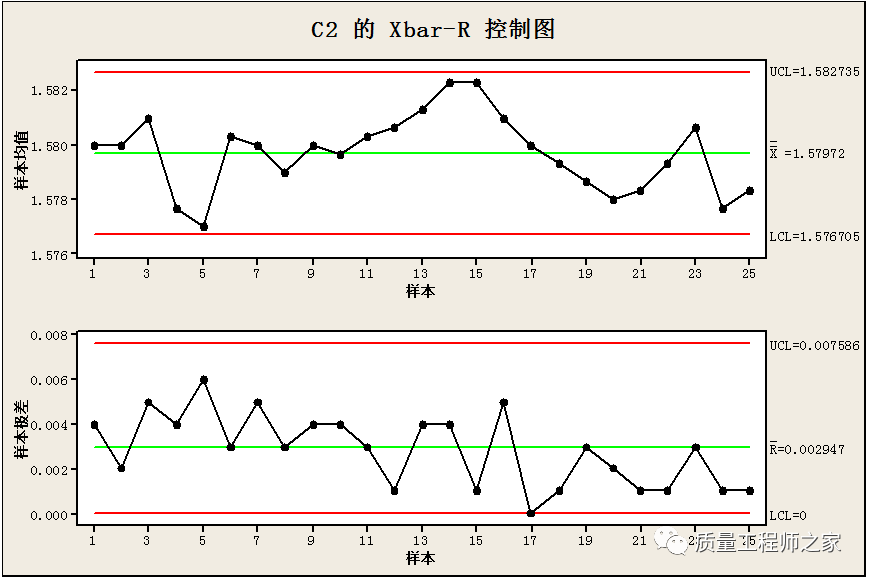
三.稳定性误差分析方法 1)找到样品,取要分析的产品参考值 2)每天/周测参考值3-5次 3)记录在X-R图X-δ图上 4)第一种分析方法:图示法:看看有无特殊点 第二种分析方法:数值分析法 以下为一个案例:一个零件每天测量5次,共测量2周,有10组数据.画出X-R图 1.稳定性分析之执行:
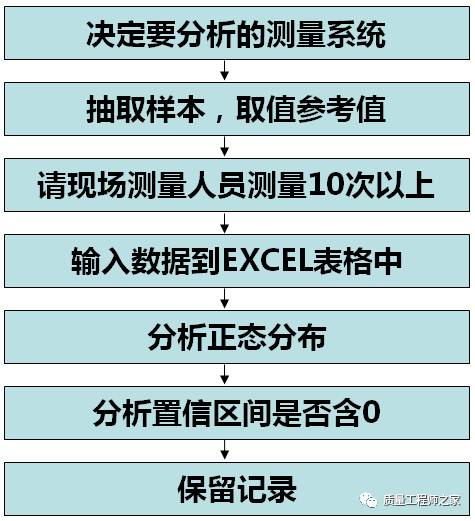
四.偏倚误差分析方法 1.独立样本法分析步骤 1).取一样件,测量出参考值 2).让一个训练QC盲测10次以上. 3).结果分析方法两种: 第一种用直方图 第二种数值法
2.偏倚BIAS分析之执行:
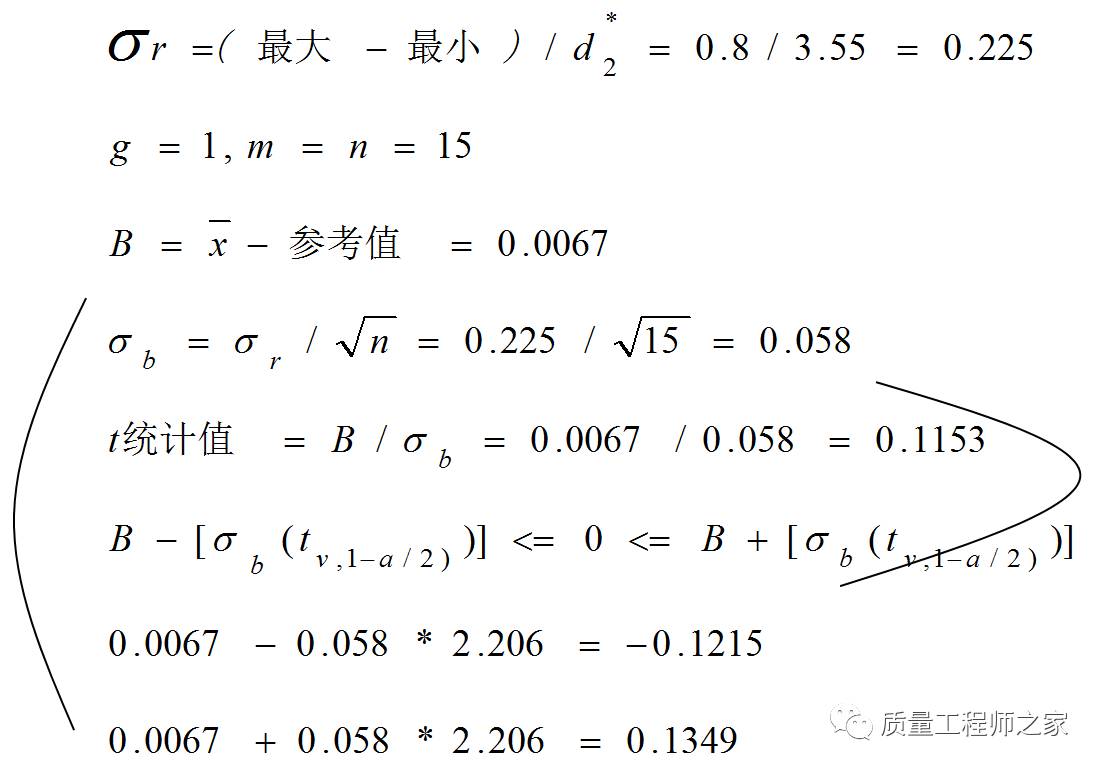
独立样本法—案例:设参考值为6.00,测量值为(一个人连续盲测15次)5.8/5.7/5.9/5.9/6/6.1/6/6.1/6.4/6.3/6/6.1/6.2/5.6/6
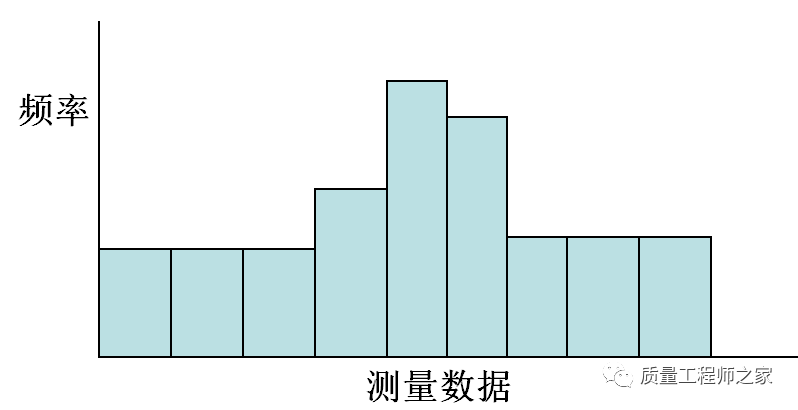
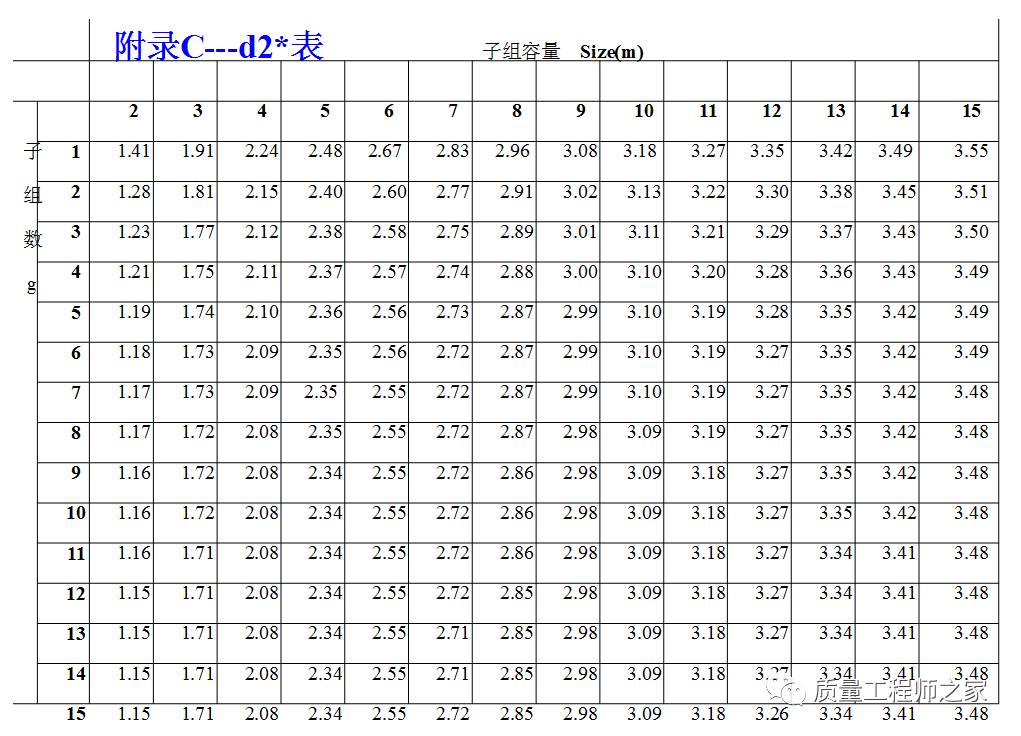
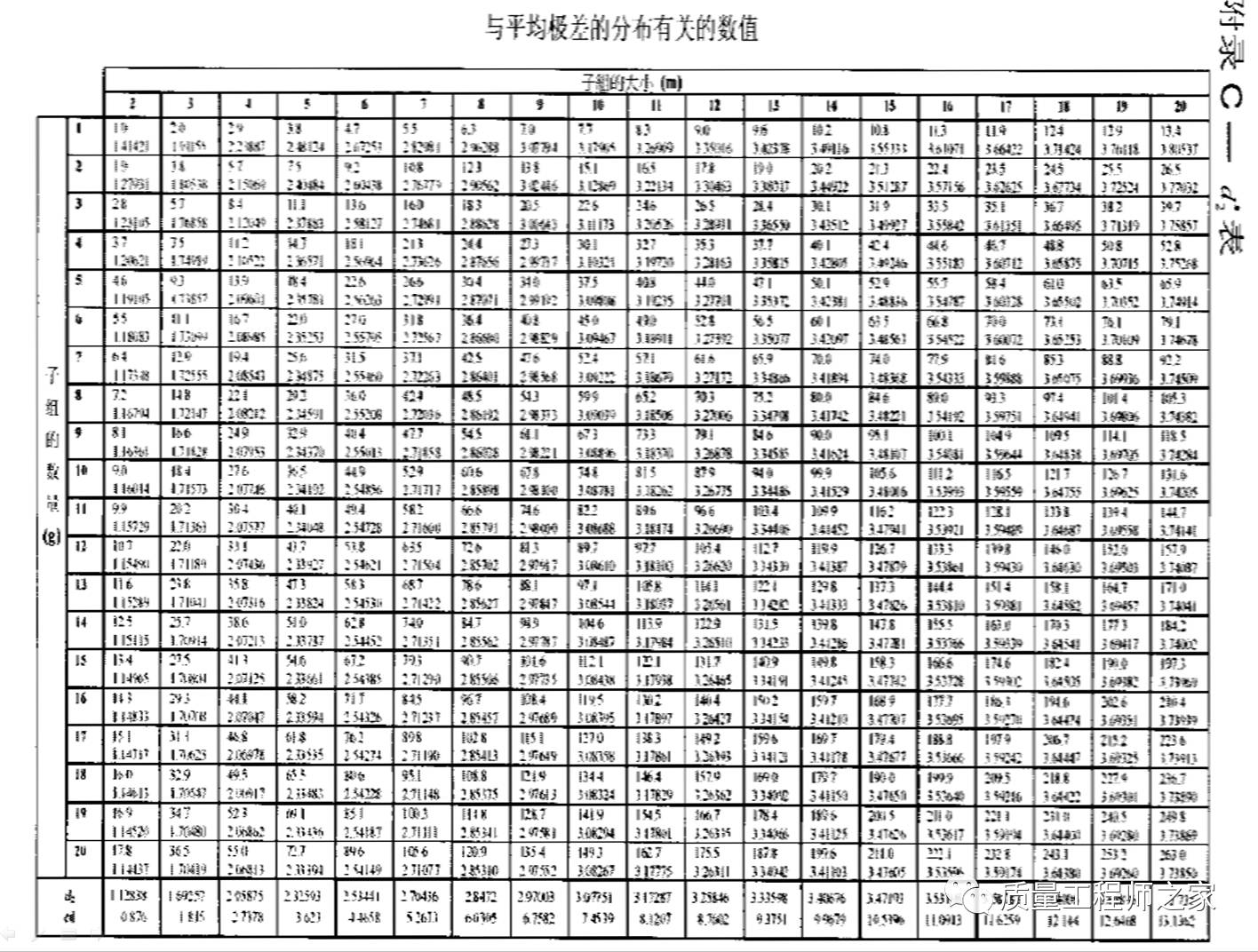
可以看出符合正态分布,偏倚可接受 独立样本法—案例df=10.8查表,210页数值计算法,V=10.8查表得
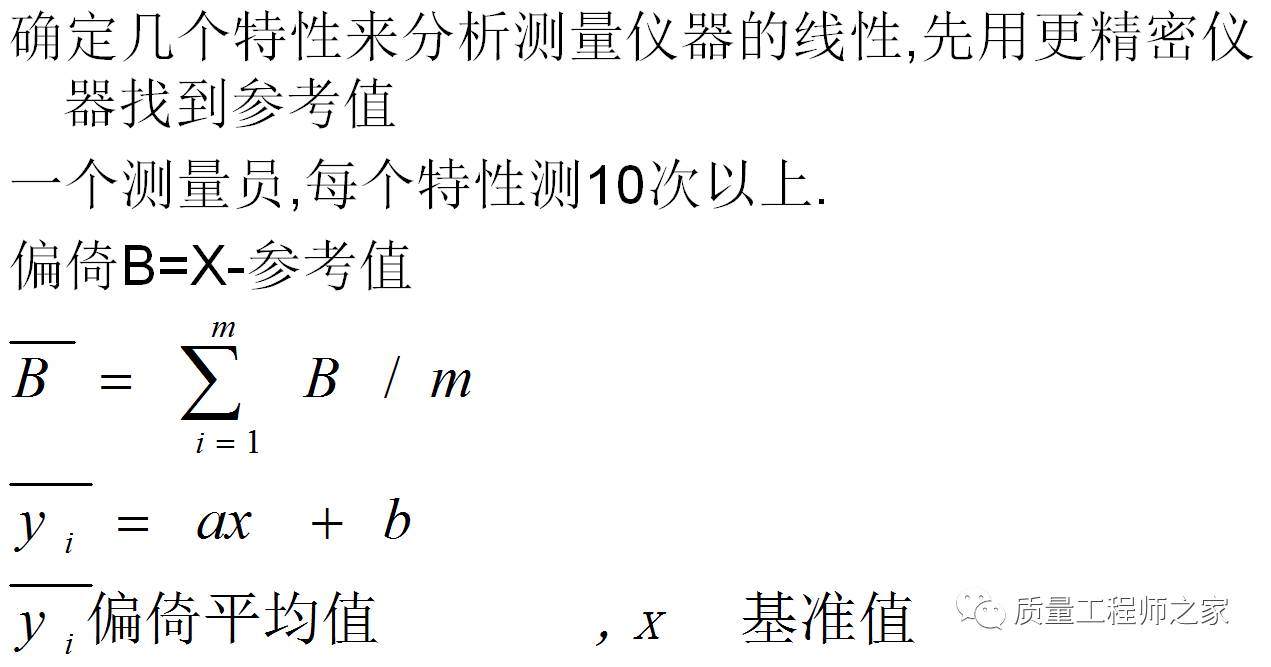
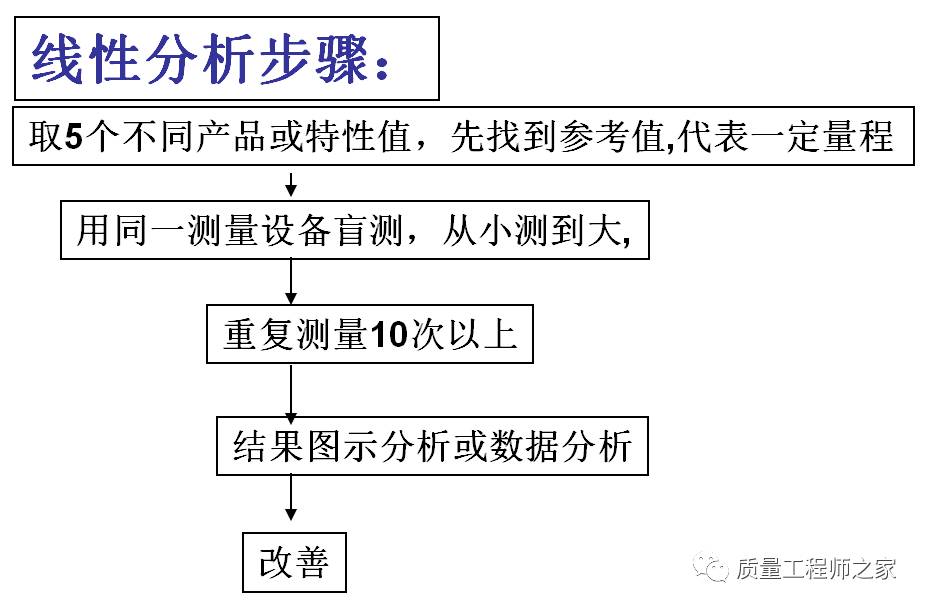
五.线性误差分析方法
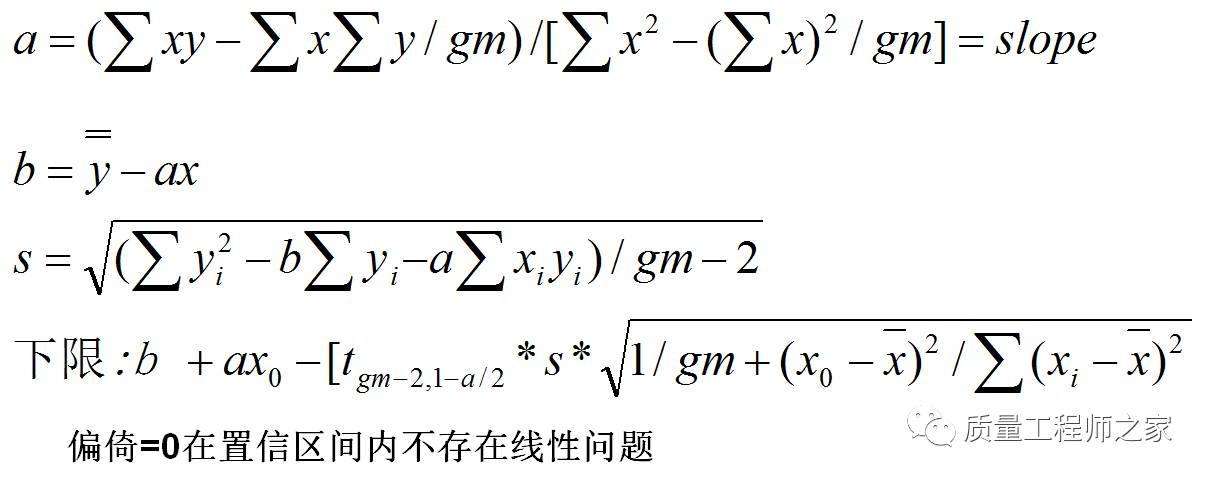
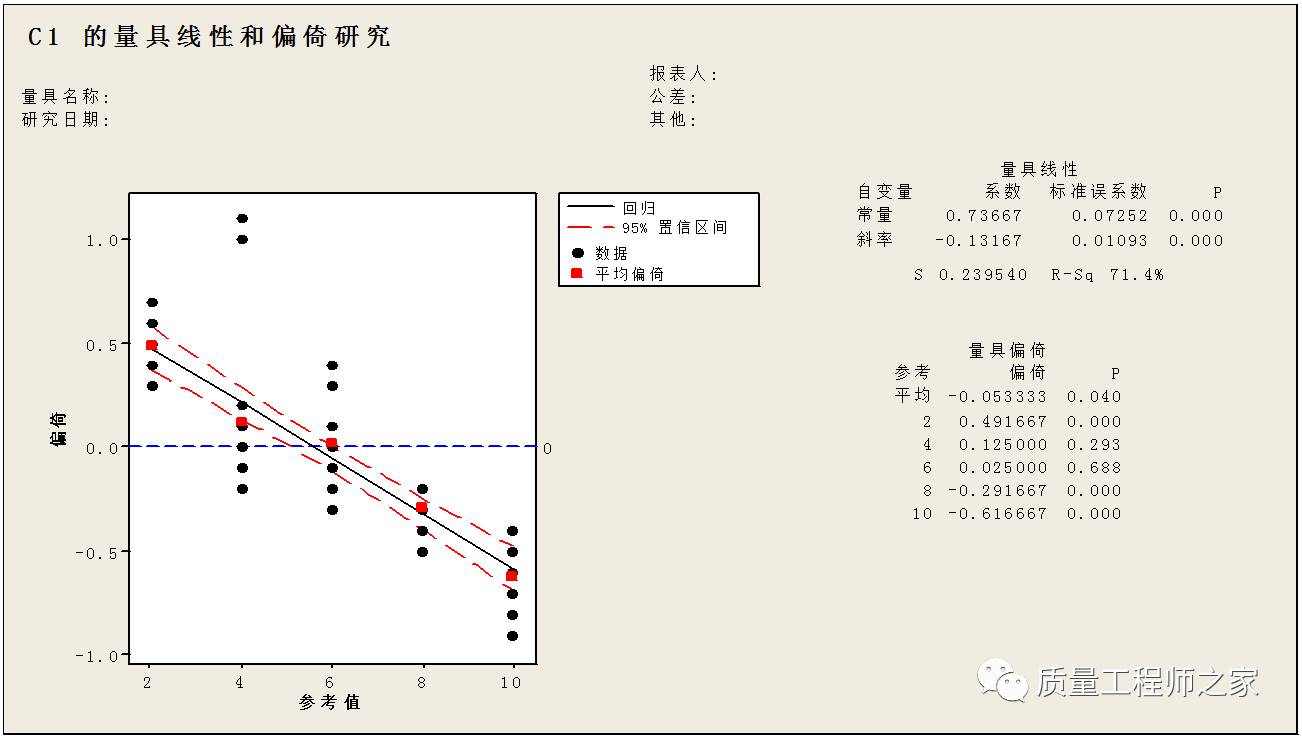
第一种方法,图示法 可以看出偏倚=0这条线不全部在95%的置信区间内.存在线性问题,不可接受 第二种方法 数值分析假设法 Ta和TB>t查表值, 存在线性问题,不可接受
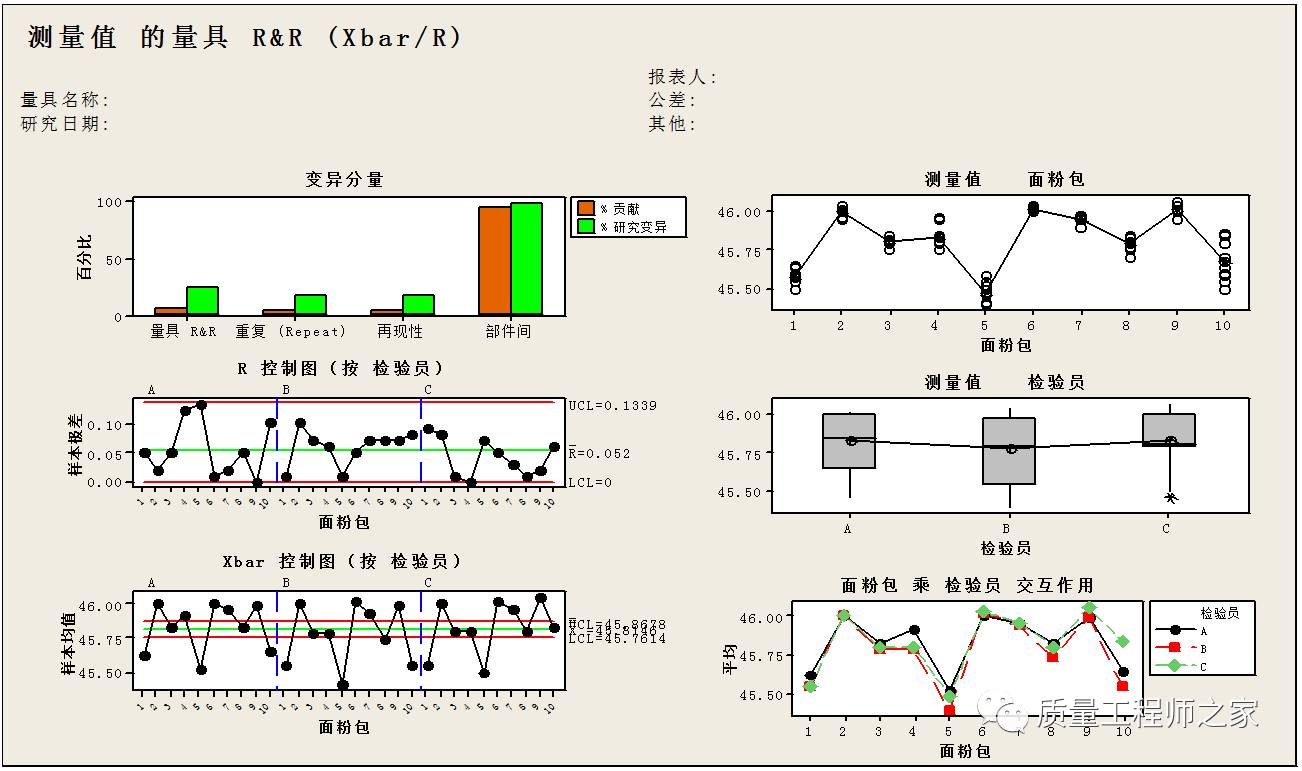
六. GRR误差分析方法 1.N>=5,至少取5个产品 2.找三个QC,盲测 3.让A测量零件,在第一行 4.让B测量,记在第六行,第十一行 5.让A测量第二次,记录在第二行,以次类推 案例为10个零件,GRR=5可接受 .GRR分析,平均值和极差法第二种分析法: X图>=50%点落在管制线外 R图所有点在管制线内,如果有超出要分析是否可接受 结果: 重复性与再现性.MTW 量具 R&R 研究 - XBar/R 法 方差分量 来源 方差分量 贡献率 合计量具 R&R 0.0018554 5.91 重复性 0.0009434 3.00 再现性 0.0009120 2.90 部件间 0.0295523 94.09 合计变异 0.0314077 100.00 研究变异 %研究变 来源 标准差(SD) (6 * SD) 异 (%SV) 合计量具 R&R 0.043074 0.25845 24.31 重复性 0.030715 0.18429 17.33 再现性 0.030199 0.18120 17.04 部件间 0.171908 1.03145 97.00 合计变异 0.177222 1.06333 100.00 可区分的类别数 = 5
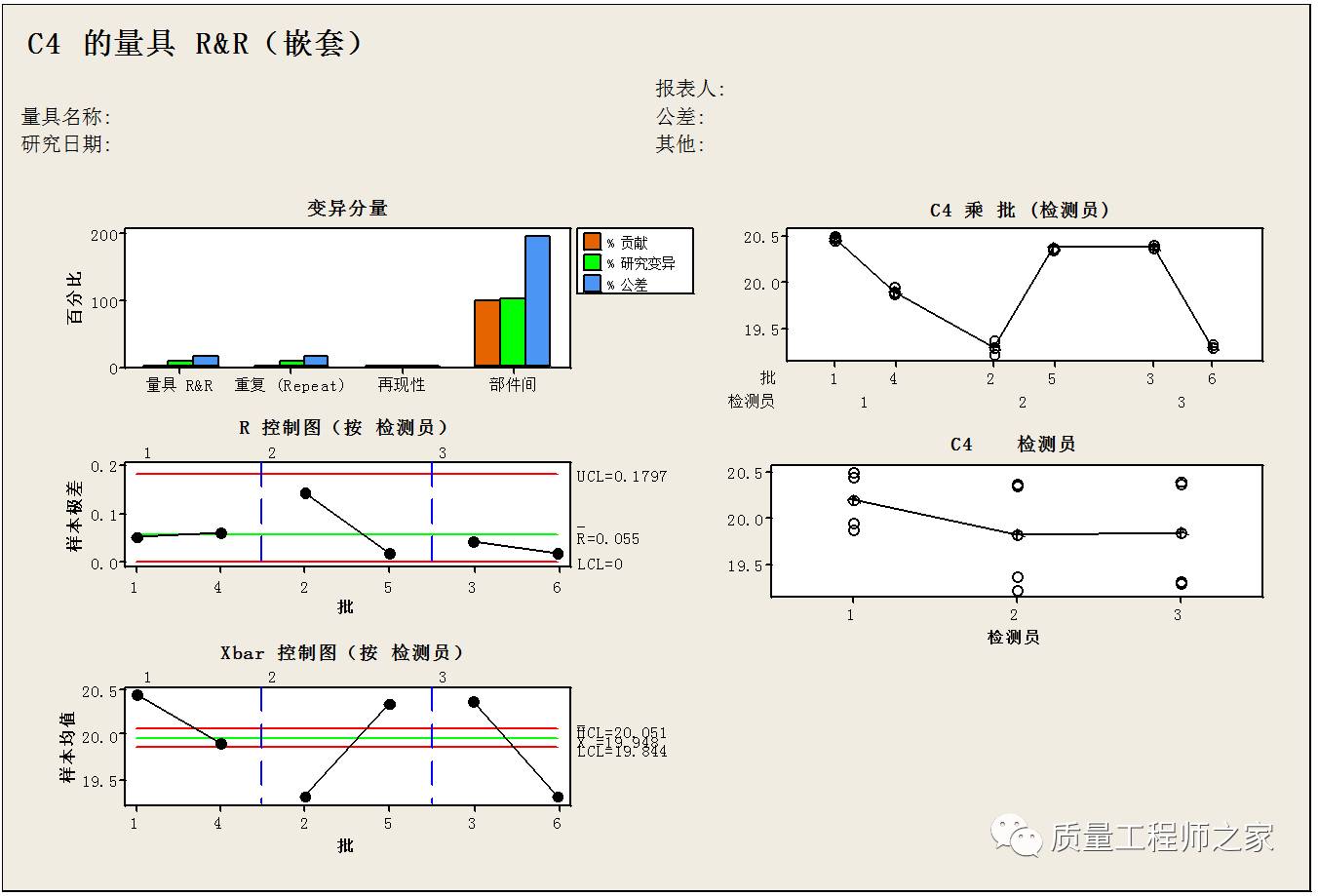
C4 的量具 R&R(嵌套) 来源 自由度 SS MS F P 检测员 2 0.31785 0.158925 0.188 0.838 批 (检测员) 3 2.53413 0.844708 360.730 0.000 重复性 6 0.01405 0.002342 合计 11 2.86602 量具 R&R 方差分量 来源 方差分量 贡献率 合计量具 R&R 0.002342 0.55 重复性 0.002342 0.55 再现性 0.000000 0.00 部件间 0.421183 99.45 合计变异 0.423525 100.00 过程公差 = 2 研究变异 %研究变 %公差 来源 标准差(SD) (6 * SD) 异 (%SV) (SV/Toler) 合计量具 R&R 0.048391 0.29034 7.44 14.52 重复性 0.048391 0.29034 7.44 14.52 再现性 0.000000 0.00000 0.00 0.00 部件间 0.648986 3.89392 99.72 194.70 合计变异 0.650788 3.90473 100.00 195.24 可区分的类别数 = 18
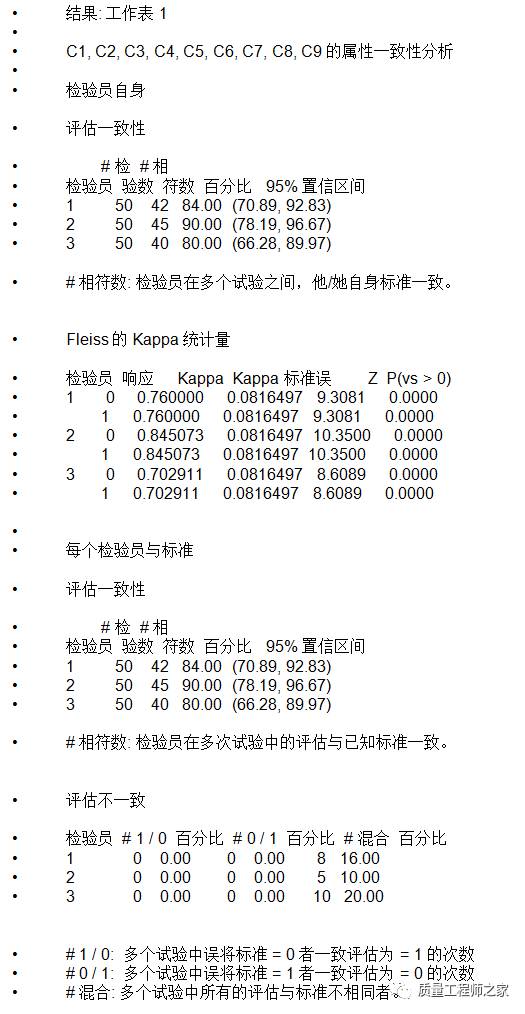
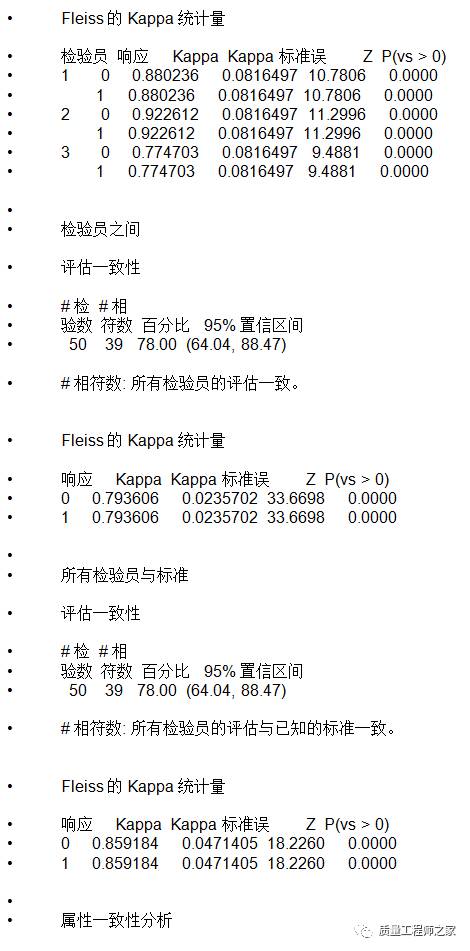
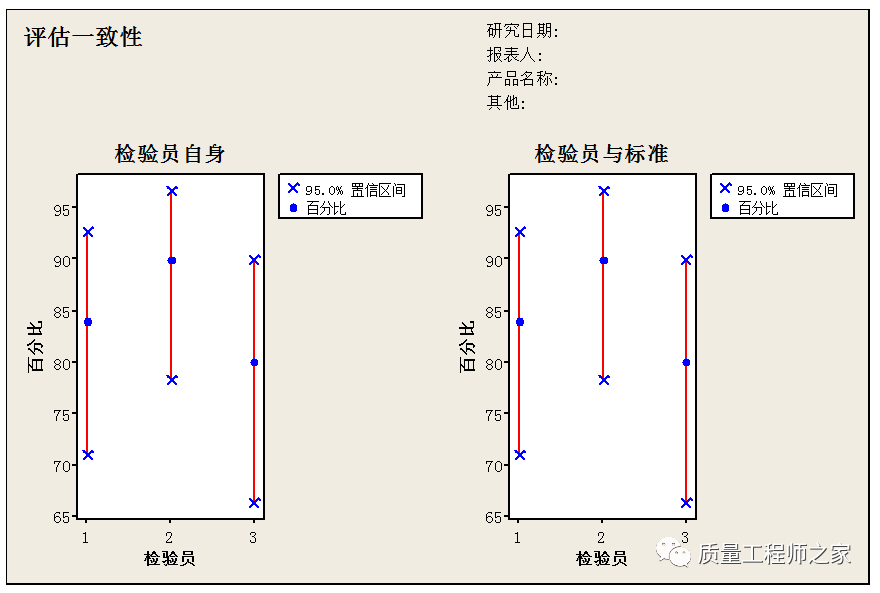
七.计数性MSA分析方法 第一种:交叉表分析法 情景是过程受控,PPK=0.5,有不良产品,已生产出50个,算出KAPPA,>=75%可接受
免责声明:本文为热心读者投穰,文章版权归原作者所有。如涉及作品内容、版权和其它问题,请跟我们联系删除!不论何种途径的转载,均请注明出处。文章内容为作者个人观点,并不代表质量工程师之家微信公众号赞同或支持其观点。本公众号拥有对此声明的最终解释权。返回搜狐,查看更多 |
【本文地址】
今日新闻 |
推荐新闻 |