交流钨极氩弧焊有哪几种?有何工艺特点? |
您所在的位置:网站首页 › 氩弧焊分几种类型焊法 › 交流钨极氩弧焊有哪几种?有何工艺特点? |
交流钨极氩弧焊有哪几种?有何工艺特点?
|
直流正极(DCSP)的钨极氩弧焊有何工艺特点? 直流正接时,工件接电源的正极,钨极接电源的负极,又称直流正极性接法。具有如下工艺特点。 1.钨极的电流容量大,使用寿命长。由于钨极通过热发射产生大量的电子,热发射对钨极有强烈的冷却作用,因此同样直径的钨棒就可允许通过较大的电流。 2.在同样的焊接电流下,直流正接可采用较小直径的钨极,电弧集中程度高,电流密度增大,电弧稳定性好,并在工件上形成窄而深的熔池。 3.工件接阳极,而钨极氩弧焊时阳极区的产热占70%,因此熔深大、焊接变形小、热影响区小。 4.没有阴极清理作用。 实际生产中,这种接法广泛用于除铝、镁及其合金以外的其他金属的焊接。
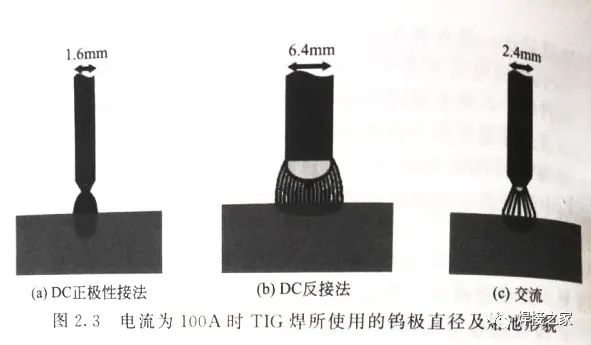
直流反接(DCRP)的钨极氩弧焊有何工艺特点? 直流反极接时,工件接电源的负极,钨棒接电源的正极,又称直流反极性接法。具有如下工艺特点。 ①电弧引燃后,电子从工件的熔池表面发射,经过电弧加速撞向电极,易使钨极过热,钨极寿命低。 ②与直流正接相比,同样直径的钨极,允许使用的电流显著减小(降低大约90%)。 ③电流一定时,不得不选用直径较粗的钨极,电弧不稳定、熔深浅、热影响区大。图2.3比较了电流为100A时TIG不同极性接法下采用的钨极尺寸及焊缝成形情况。
④直流反接时,电弧具有强烈的阴极雾化作用。
交流钨极氩弧焊有哪几种?有何工艺特点? 交流钨极氩弧焊分为正弦波交流及方波交流两种。焊接过程中,交流钨极氩弧焊电弧的极性周期性地变化,因此,交流钨极氩弧焊工艺上兼有直流正接及直流反接的特点。在负半波(工件为负极)时,钨极氩弧对工件产生阴极雾化作用:在交流正半波时,电弧的热量主要集中于工件上,不但使钨极得以冷却,还使焊缝得到足够的熔深。但交流钨极氩弧焊需要特殊的稳弧措施, 而且容易产生直流分量。返回搜狐,查看更多 责任编辑: |

【本文地址】