玻璃容器(瓶罐)的制造(18) |
您所在的位置:网站首页 › 气缸链接杆杠的作用是 › 玻璃容器(瓶罐)的制造(18) |
玻璃容器(瓶罐)的制造(18)
|
玻璃容器(瓶罐)的制造(18) —行列式制瓶机的钳瓶机构 杨文丰整理 一 钳瓶机构 1 作用 该机构的作用是通过运动部件带动钳瓶臂旋转,从而实现将瓶子从成型模中移至输瓶机停置板上(dead plate)。(图18-1)
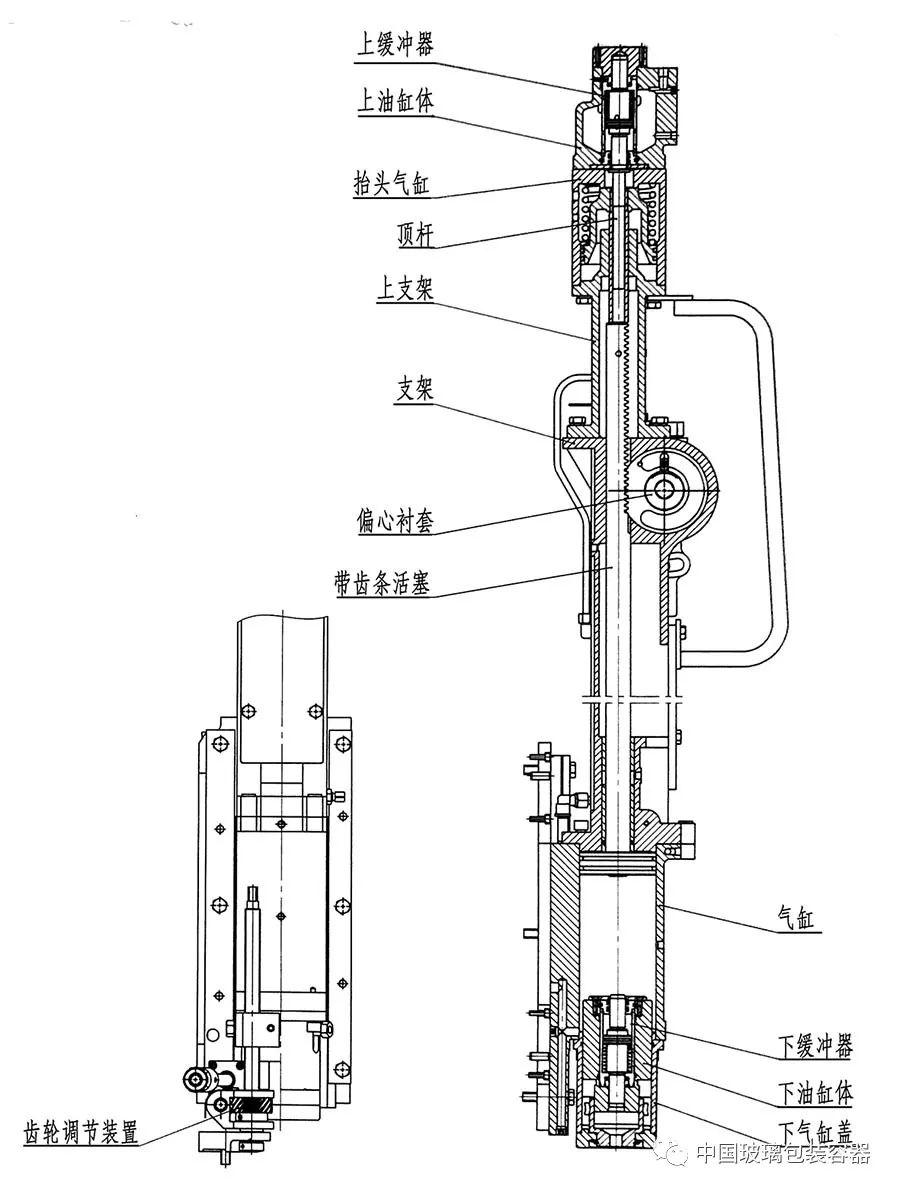
图18-1 钳瓶机构 2 简述 国产140行列式制瓶机上配置的钳瓶机构有单齿条循环油液压缓冲钳瓶机构和伺服钳瓶机构可供用户选用。 (1)单齿条循环油液压缓冲钳瓶机构 其结构如图(图18-2)所示,主要有上缓冲器、上油缸体、抬头气缸、顶杆、上支架、支架、偏心衬套、带齿条活塞、下气缸盖、下油缸体、下缓冲器、气缸、齿轮调节装置组成。
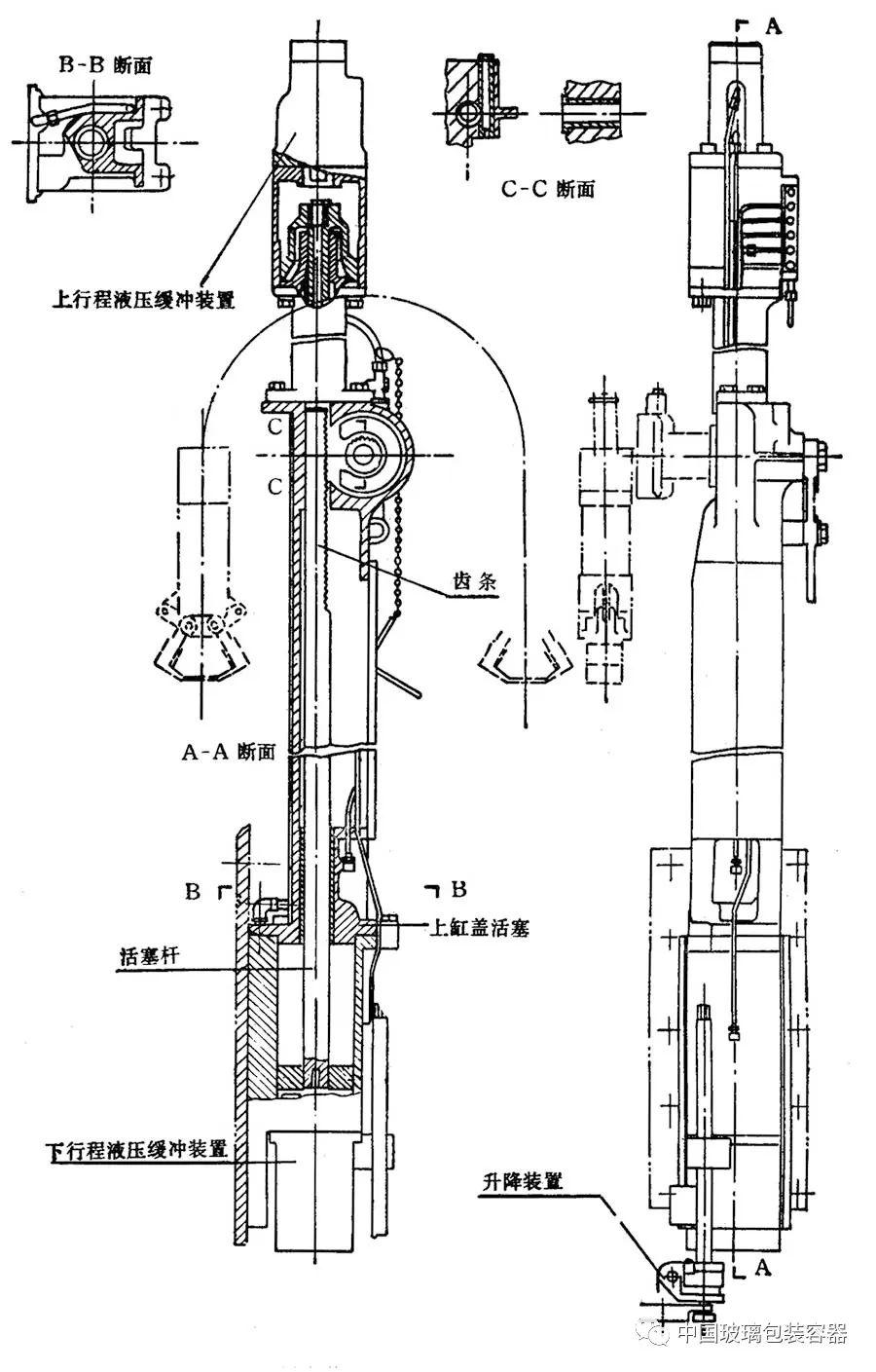
图18-2 单齿条钳瓶机构 工作原理: 该机构中有一个气缸,气缸内配有气动的双作用活塞。活塞杆的延长部分制成了一个齿条。该齿条与钳瓶臂的驱动齿轮啮合。 活塞在齿条驱动下,钳瓶臂可以进行大约180°的扫动: 当活塞上行时,钳瓶臂转出(至停置板),当活塞下行时,钳瓶臂转入(至成型模)。 执行转出和转入动作以及执行钳瓶动作的操作气是由电气阀箱控制。 钳瓶下部缓冲装置安装在气缸壳体下部,充当活塞行程的可调整限位器。该限位器中包含一个下部液压缓冲装置。而限位器的高度可通过经由蜗轮转动的螺母来调整。使用输瓶机下方的一个调节杆,可以手动驱动该蜗轮。 上气缸安装在齿条支撑顶部。下列设备安装在上气缸顶部: ① 抬头气缸。这是一个单作用气缸,里面有一个弹簧。气缸所用操作气是通过电气阀箱上的“钳瓶”气路供给。操作气通过调整气缸活塞运动速度的针阀进入阀箱。活塞被操作气向上推动,同时弹簧被拉紧。齿条端部和抬头气缸活塞杆的端部不发生接触。 在抬头气缸排气时,空气流过打开的止回阀。此时,活塞杆接触到齿条并将其向下压。抬头气缸的活塞行程经过设计,因此齿条的向下行程足以使钳瓶臂转回18°。钳瓶臂这时处于停置板上方所谓的“等待”位置(回扫)。这样一来,便可以防止钳瓶夹具在转出至输瓶机上方时碰到容器。 在维修和调整时,可以断开通向抬头气缸的操作气。使用导向头一侧的截止阀便可实现断开操作。 ②上缓冲装置。通过抬头气缸的活塞杆作用于齿条上,对活塞上升到终点起到缓冲作用。这样,钳住容器的钳瓶头在动作结束时在停置板上方可得到缓冲。 ③支撑杆。支撑杆与上部缓冲装置壳体相连,其顶部支撑着安装在上部分配箱上的支撑机构。支撑杆的作用是稳定钳瓶机构。 钳瓶臂支撑部分位于钳瓶机构顶部。该支撑部分设计成一个偏心套管。 通过转动此套管,可以调整齿条与钳瓶臂的驱动齿轮之间的间隙。 锁销可以穿过导向头插入活塞杆的一个孔中,将钳瓶臂保持在所说的“回扫”或等待位置,它可以防止在修理、维修或调整组成型侧的任何设备过程中出现的失控和危险移动。 位于机构上部调节杠杆一侧的针阀可调整钳瓶夹具关闭动作的速度。使用气缸上方的球阀,可使钳瓶夹具的动作完全停止。 钳瓶机构通过导轨安装到组框架前部,这样一来,使用安装在机构底部的螺杆便可调整整个机构的高度。在进行调整前,请务必松开固定钳瓶机构的螺丝。螺丝位于钳瓶机构和垂直冷却机构之间的导轨上。 成型侧平台的底部有一个连有调节轴的锥齿轮,由该齿轮来驱动螺杆。 调整完高度后,必须使用螺丝将钳瓶机构重新固定到导轨中。 上下液压缓冲装置均与缓冲液压油系统的管路相连。 (2) 伺服钳瓶机构
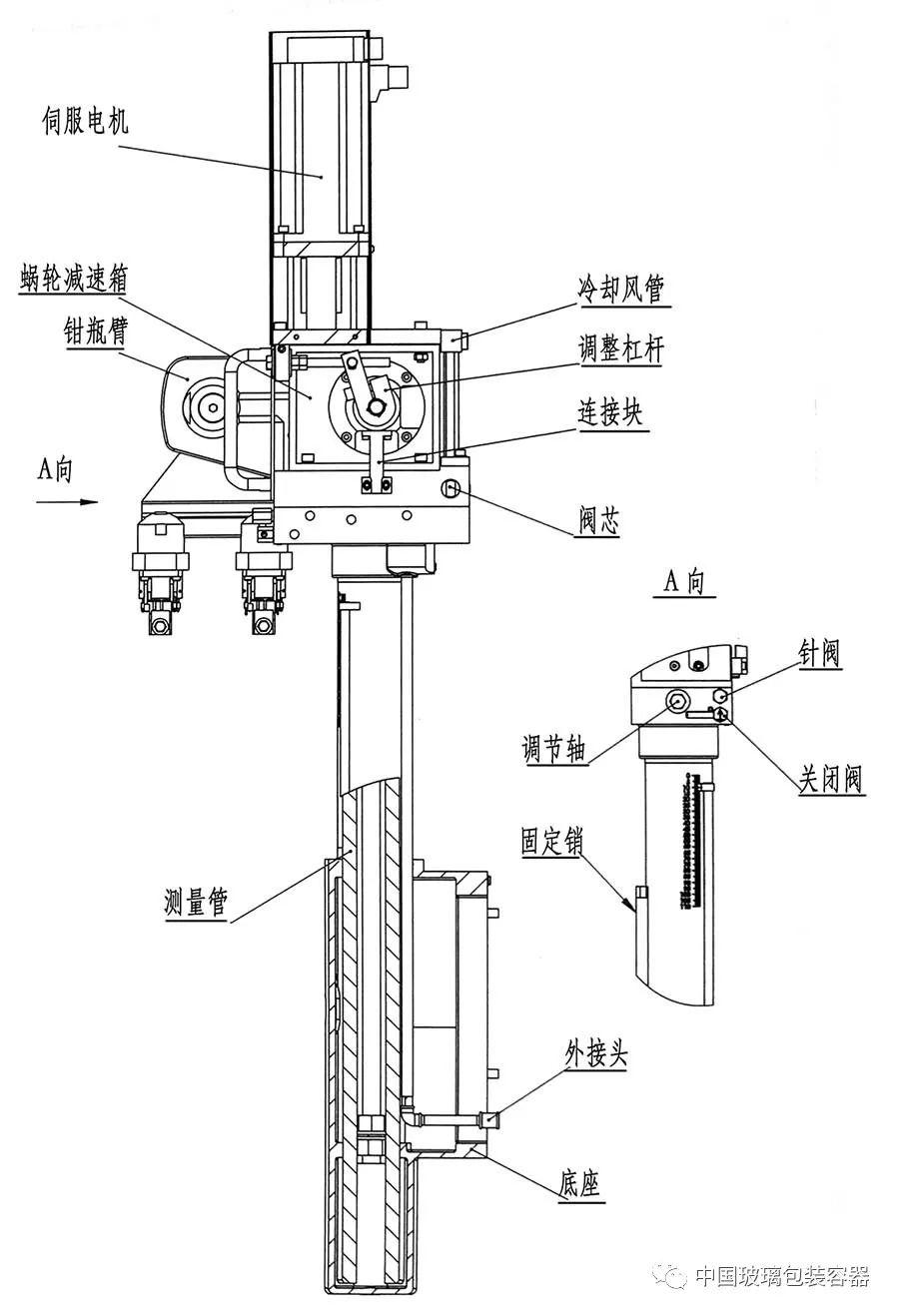
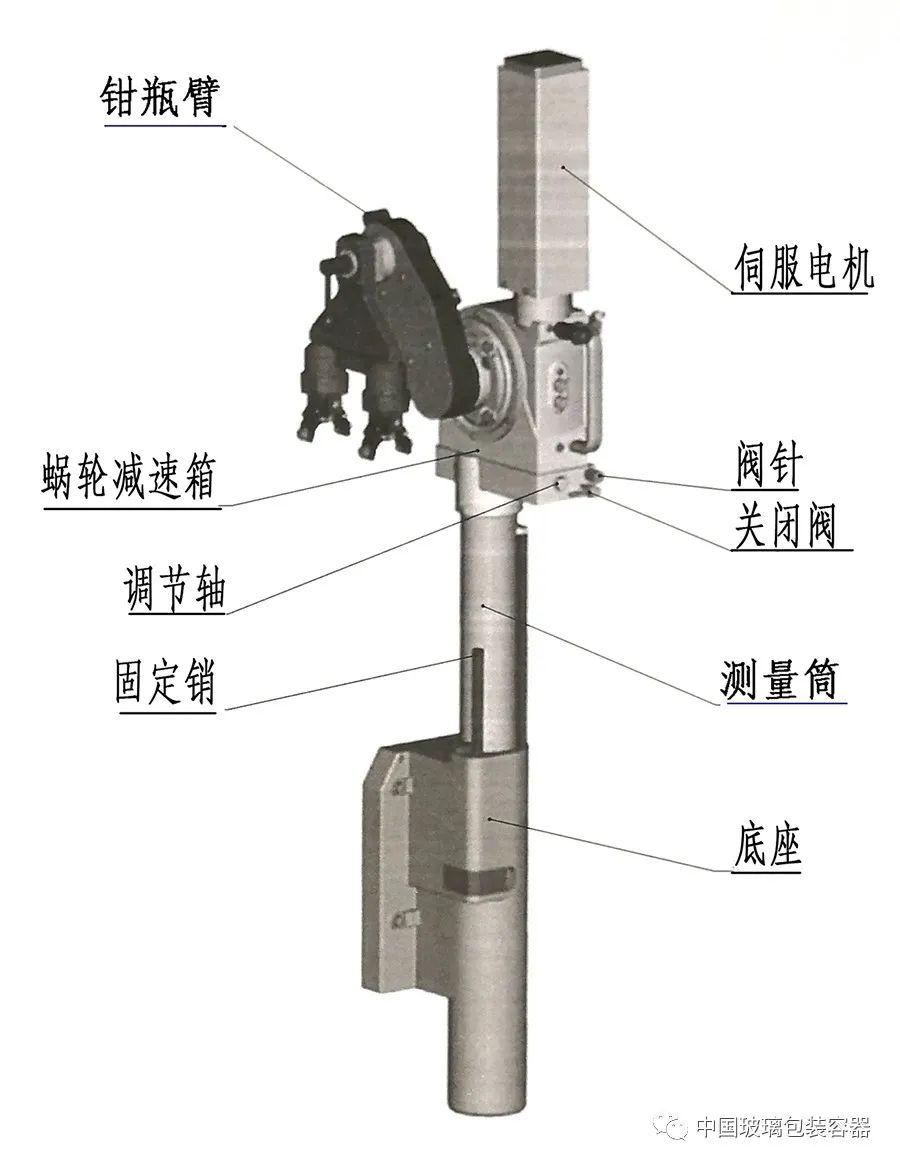
图18-3 伺服钳瓶机构1 其结构如图(图18-3)所示,主要有伺服电机、蜗轮减速箱、钳瓶臂、测量筒、底座、外接头、关闭阀、阀针、调节轴、固定销、阀芯、连接块、调节杠杆、冷却风管等组成。 伺服钳瓶机构上钳瓶臂的运动由伺服电机控制。伺服电机通过联轴器与蜗轮减速器蜗杆相连,钳瓶臂固定轴穿过蜗轮孔固定在减速器上,钳瓶臂壳体通过两个平键与蜗轮相连。工作时伺服电机驱动蜗杆和蜗轮旋转,蜗轮带动钳瓶臂旋转使得钳瓶夹具平稳地到达成型模上方。 钳瓶夹具的动作由阀箱“钳瓶”气路控制。阀箱来气进入外接头、气路连接块驱动钳瓶夹具抓住瓶子。伺服电机驱动钳瓶臂转向输瓶机冷却风和停置板上方,阀箱相应气路断开时,钳瓶钳张开,瓶子放到输瓶机停置板上。 调节杠杆用以补偿调整钳瓶夹具的垂直度,调完后必须将螺母拧紧。 从框架来的冷却风通过冷却风管用以冷却伺服电机。其中阀芯控制冷却风的开和关,关闭阀用以控制阀箱相应气路来气时的开或关,阀针用以控制阀箱相应气路来气时的气量大小。 本机构通过底座固定在框架的前边。可通过高度调节装置整体升降,以适应生产各种高度的瓶子。在进行调整前,请务必松开固定量筒的固定销。量筒上方托架上调节轴连接一组锥齿轮,由该齿轮组来驱动螺杆,从而调节量筒高度。调整完高度后,必须使用固定销重新固定量筒。 伺服钳瓶机构另一种可选形式其结构如图(图18-4)所示,主要有伺服电机、阀针、关闭阀、量筒、底座、钳瓶臂、蜗轮减速箱、调节轴、固定销等组成。与第一种伺服钳瓶相比,蜗轮减速箱结构形式不同,整个机构的基本原理类似。
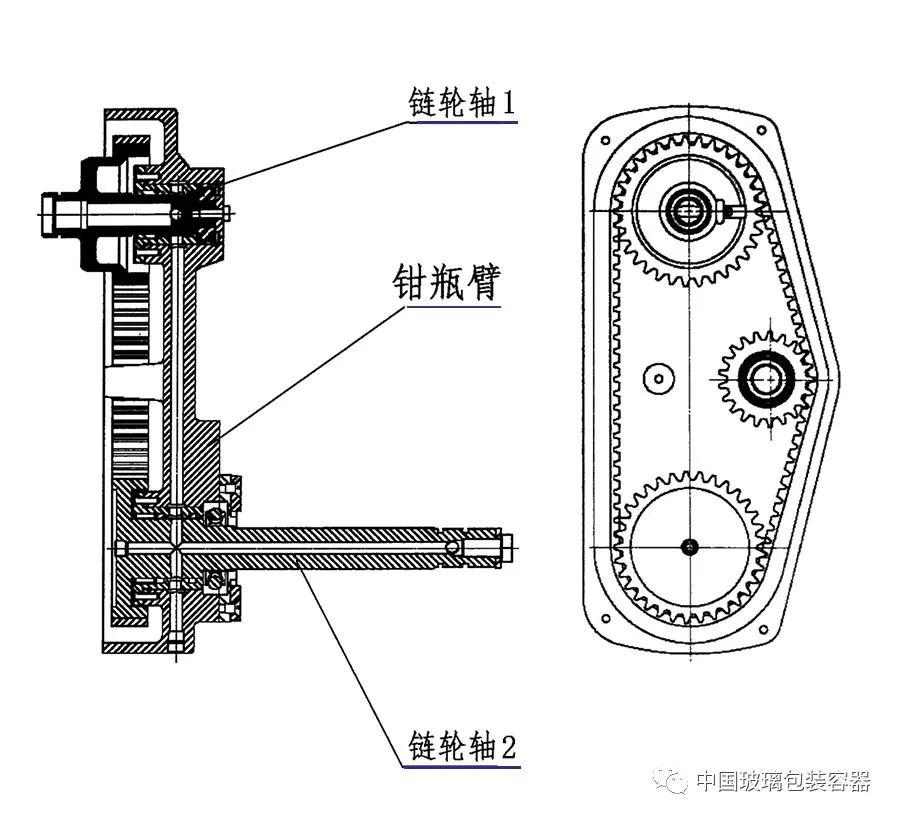
图18-4 双滴料伺服钳瓶机构 二 钳瓶臂 1,链轮传动
图18-5 无声链钳瓶臂 钳瓶臂(图18-5)装在钳瓶机构上,链轮轴固定在钳瓶机构蜗轮箱中,此轴横过伸出钳瓶机构,通过螺钉或螺母固定,铸铝钳瓶臂绕此轴旋转。钳瓶臂内侧的端盖上装有两个传动键,与蜗轮箱旋转部分蜗轮配合,从而实现伺服电机,蜗杆-蜗轮-钳瓶钳瓶臂的一系列运动,链轮轴1、2均使用轴承支撑,且轴上装有密封圈,可保证钳瓶臂转动无阻力,“钳瓶”气无损失。链轮轴在链带的传动下,形成与链轮轴的行星轮,从而使链轮轴2连同钳瓶夹具保持竖直方向不变。 链带的涨紧是通过螺钉实现,松开锁紧螺钉,转动调整螺钉,使链带涨紧至合适,再将锁紧螺钉拧紧。 2 齿轮传动(图18-6)
图18-6 齿轮传动的钳瓶臂 此齿轮传动的钳瓶臂装于钳瓶机构上,在偏心衬套中装有一固定轴,此轴横过伸出钳瓶机构,铸铝钳瓶臂绕此轴旋转。在钳瓶臂上装有传动齿轮,该传动齿轮与钳瓶机构中的齿条相啮合。因此,当齿条上下运动时,传动齿轮带动钳瓶臂转动。钳瓶头轴装在钳瓶臂另一端的衬套中。 在钳瓶臂内侧两端的固定轴和钳瓶头轴上分别装有一个齿轮,并在其中间另装有一个空转齿轮,与两端的齿轮相啮合,借此保持钳瓶头垂直(如图18-5所示)。为把钳瓶头调节在成型模中心之上,可调节装在固定轴另一侧外端的手柄,调至合适后,用螺钉、螺母锁紧在该位置上。 在钳瓶机构气缸上盖上部,用链环挂有一个弯形销钉,用此销钉插入气缸上盖支架上部孔里,并通过该孔插进齿条上部的一个孔中。借此使齿条固定,将钳瓶臂销在齿条行程的中点位置。这样,当对机组上各机构进行定时调整、试运转时,便可防止翻转的口钳碰坏钳瓶头。 齿轮传动的钳瓶臂具有下列主要优点: ① 减少瓶口和瓶颈的损坏; ② 提高产品合格率,增加生产效率和经济效益; ③ 减少操作人员的注意力; ④ 消除了在使用链条传动时经常出现的缓慢和急促颠簸的动作,齿轮传动大大地减少了传动间隙,并防止了钳瓶头在成型模和停置板上方产生的摆动,从而减少了瓶口损坏的可能性; ⑤ 此型钳瓶臂能够容易地换装在各型号行列式制瓶机上; ⑥ 简化了钳瓶头的更换。 三 快换钳瓶夹具(图18-7)
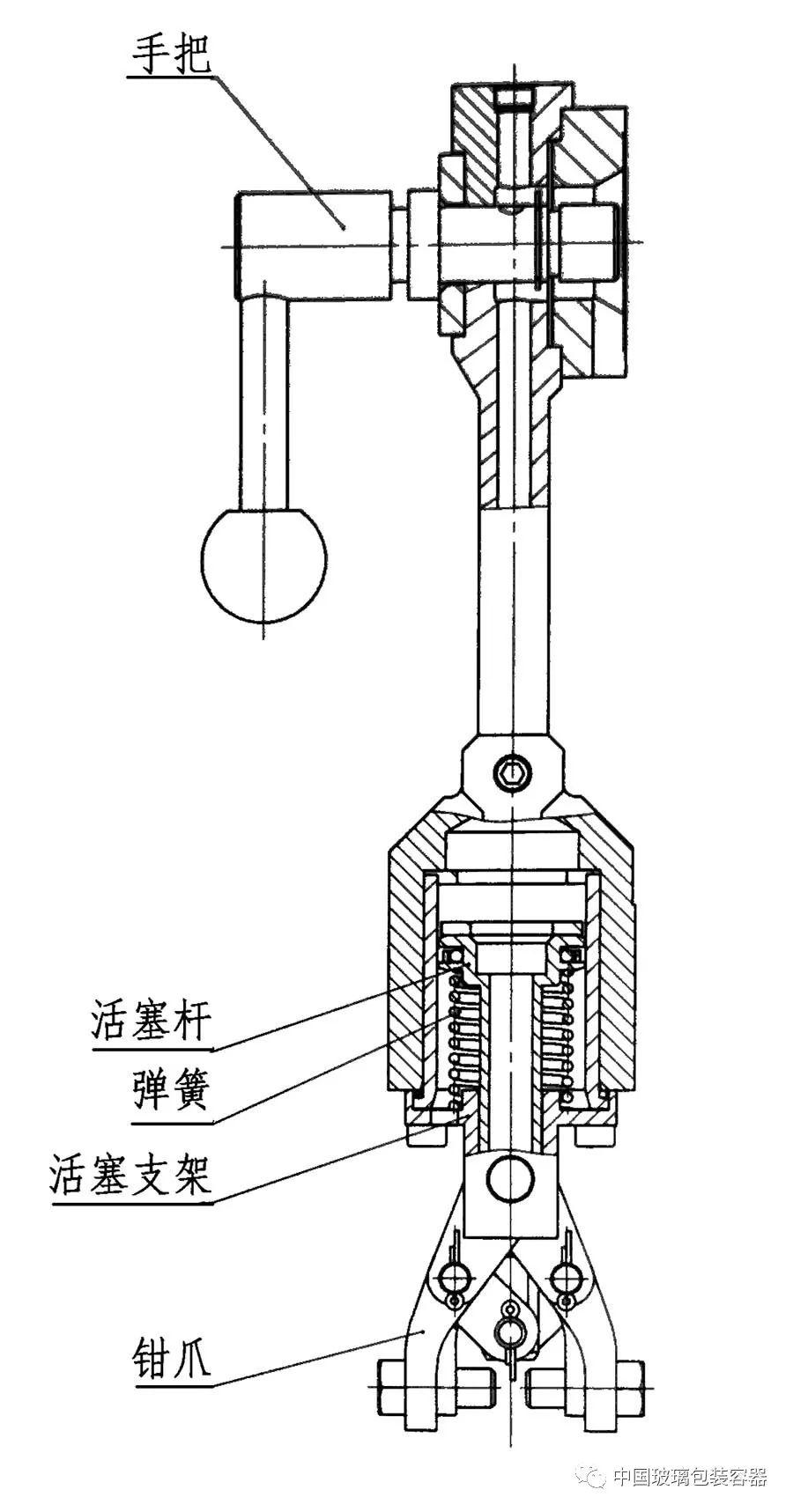
图18-7 快换钳瓶夹具机构 钳瓶夹具是用来钳夹成型好的玻璃瓶,它由传动齿轮与钳瓶臂相联结,在钳瓶臂的带动下作垂直回转运动,将玻璃制品由成型模侧递送到输瓶机冷却风箱的停置板上。 钳瓶夹具主要由气缸、活塞杆、弹簧、活塞支架及左右钳爪等组成。 气缸是双气缸结构型式。当阀箱“钳瓶”气接通后,压缩空气通至钳瓶夹具气缸,并驱动气缸活塞杆向下运行,这样钳爪便在活塞轴的带动下闭合,这种结构使钳爪闭合运动更加迅速可靠,将成型好的玻璃制品夹持住。当钳瓶夹具随同钳移器悬臂一起自成型模侧回转至输瓶机风箱停置板上方时,阀箱“钳瓶”气被截断,气缸活塞杆便在弹簧的作用下复位,从而带动钳爪张开,将所夹持的玻璃制品释放到输瓶机风箱的停置板上面。 四 恒定缓冲(图18-8)
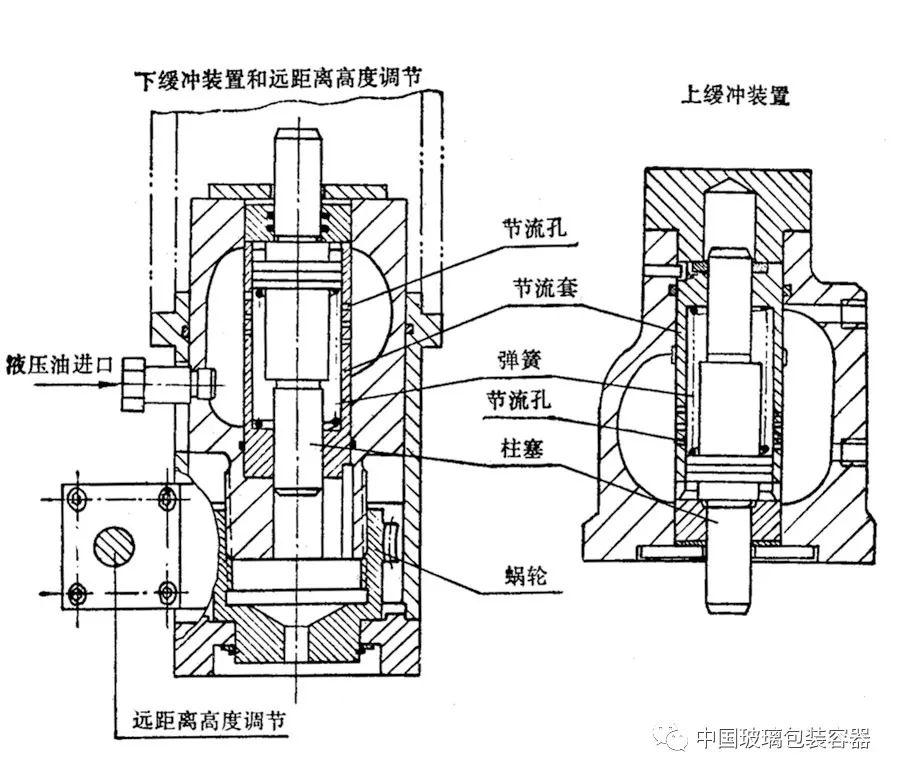
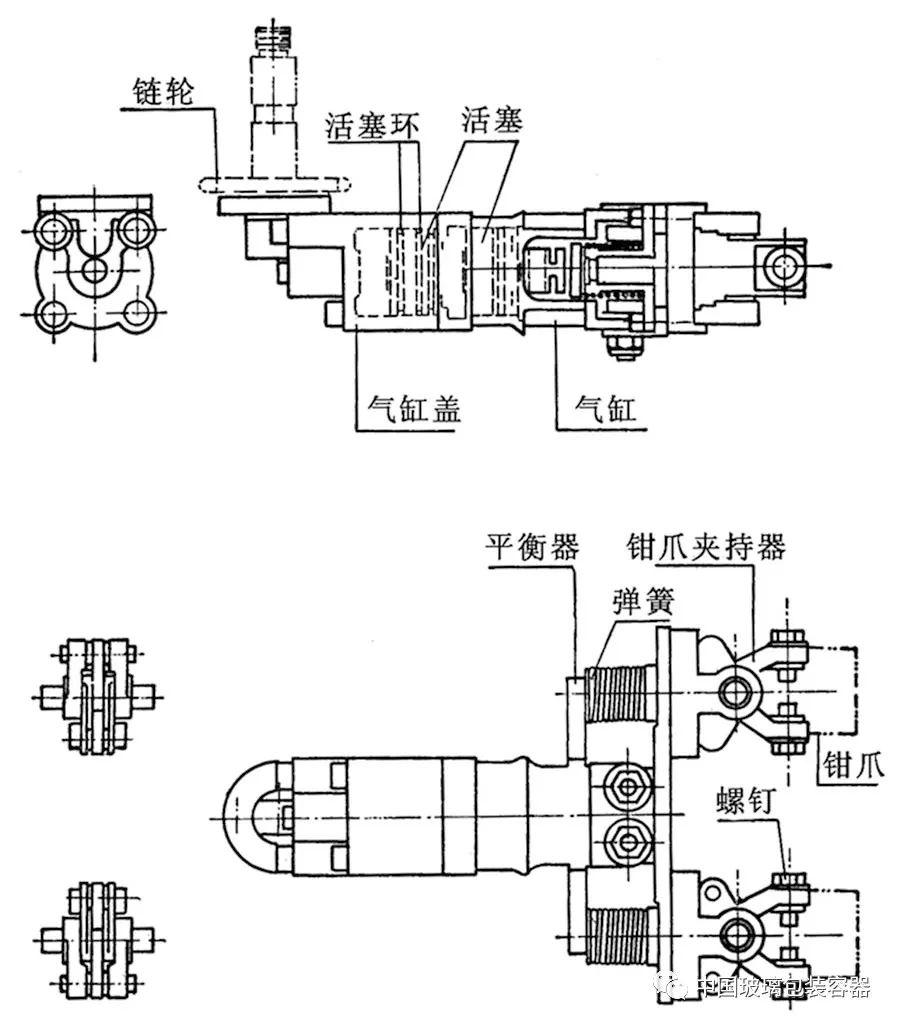
图18-8 在上部和下部气缸盖中的缓冲装置 此钳瓶机构上采用的恒定缓冲装置,其原理、功能和工作与翻转机构完全相同,参见该节的说明和附图。其区别只是在缓冲油管线连接上有所不同,在此机构上缓冲油首先输入经过下部缓冲器,再由此向上流经上部缓冲器和压力释放阀,回至油泵。 由于在钳瓶机构上装置了此项液压缓冲器,从而增加了生产操作方面的益处: ① 降低了模具和瓶爪的磨损和损坏,能节省维修费用; ② 减少瓶口和瓶颈的缺陷,提高了合格率; ③ 不需要进行缓冲调节,简化了制瓶机的操作; 机构的高度和行程的远程调节,比较容易和快速,便于进行更换产品的调整。 该机构装有两个液压缓冲器,一个装于机构上部辅助气缸的顶端,一个装在机构工作气缸的底部,分别控制着钳瓶机构活塞上、下行程终点位置的缓冲(如图18-8所示)。 五 钳瓶头(图18-9)
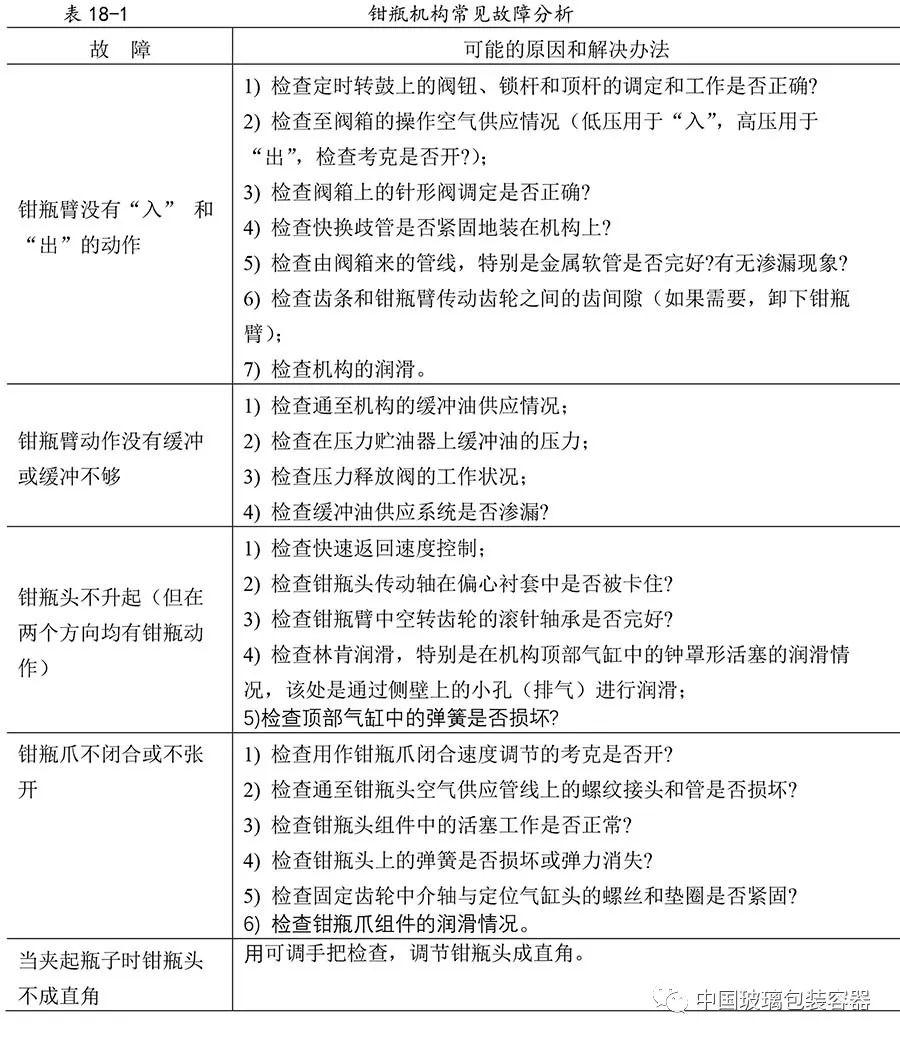
图18-9 双滴料钳瓶头 1 作用: 钳住瓶子从模底移送到输瓶机停置冷却板上。 2 简述: 此钳瓶头用法兰方式以垂直的位置连接到钳瓶臂的一个接头(气缸头)上。在钳瓶臂的里侧装有一个齿轮,保持着钳瓶头处于垂直的位置。 供应新钳瓶头时,不带气缸接头,此接头和上部活塞是钳瓶臂组件的一部分,当更换钳瓶头时,该接头仍留在钳瓶臂上。 在钳瓶头气缸的下部固定有一个托架,该托架支承着两对钳瓶爪,每对钳瓶爪通过两个联杆与心轴相联,心轴上装有一个轴套。在轴套和托架之间有一个压缩弹簧,当通往钳瓶头气缸的空气被截断后,在弹簧力的作用下,将心轴提起,使钳瓶爪张开。 由阀箱21#管线来的空气通至钳瓶机构和钳瓶臂时,使钳瓶头活塞向下运动。在活塞杆的下端装有一个平衡横置杠杆,该横杠杆推压其下面的心轴也向下移动,使两个钳瓶爪同时闭合。 钳瓶爪关闭动作的速度由靠近装于钳瓶机构顶部空气供应管线上的考克截止阀进行控制,其关动作没有缓冲装置。 3 调节 ① 钳瓶头动作的定时:由控制钳瓶爪闭合空气管线在定时转鼓上的操作阀钮位置进行定时; ② 钳瓶爪的中心相对于成型模的中心,用钳瓶机构上的手把进行对准; ③ 钳瓶爪的闭合速度由空气考克控制 六 操作与调节 1 钳瓶的定时用电子阀箱中相应位置的针阀进行调定; 2 钳瓶臂“入”和“出”运动的速度,用阀箱中的针形阀进行调节; 3 在至钳瓶头的空气供应管线上应用考克截止阀控制快速返回的速度; 4 通过远程控制组件升高或降低整个机构,以使机构的高度适应所生产瓶子的尺寸; 5 用远程控制组件调节下气缸盖中的缓冲器,使其升高或降低,以改变钳瓶头调定在成型模上方的高度。 6 钳瓶爪的中心相对于成型模的中心,用钳瓶机构上的手把进行对准; 七 常见故障及可能引起的原因
八 钳瓶机构的操作技巧 1、要十分重视钳瓶机构重复性的变量问题。尤其国产单滴料制瓶机往往容易出现反正的重复性不一致。这不仅会使钳瓶爪的非金属石墨材料磨损量加大甚至导致根本无法应用。 2、要注意调整钳移器抖动和不稳定的问题。虽然它有恒定缓冲装置,但是它只能是对钳瓶臂的“入”和“出”运动的速度调整。它还与钳瓶头移动和钳瓶爪等的协调动作。因此,要求以系统思维进行系统联动调整,使其达到协调完美。 参考资料 1 玻璃容器(瓶罐)成型工艺操作手册卷二 2 埃姆哈特—行列式制瓶机操作手册 3 玻璃机械设备轻工业出版社齐齐哈尔轻工业学院主编 4 山东三金玻璃机械有限公司行列式制瓶机操作与维修手册 |
【本文地址】