注塑成型顶针:类型和注意事项 |
您所在的位置:网站首页 › 树脂弹弓会不会拉断 › 注塑成型顶针:类型和注意事项 |
注塑成型顶针:类型和注意事项
|
在制造过程中引入顶针注塑成型,实现了自动化操作,提高了生产速度,并确保了更高效的产品。 它还提高了产品设计的一致性。 尽管通过注塑成型改进了制造工艺,但其设计仍存在许多缺陷需要优化。 这是为了保证更好、更有效的产品。 因此,本文着眼于顶针注塑成型,以及如何优化其设计以获得更有效的产品。 什么是注塑成型顶针?顶针对于制造零件至关重要。 它们是模具中顶出系统的组成部分,决定了注塑过程中产品的结果。注塑 是一种制造过程,涉及将熔融塑料注入金属模具中以呈现模具的形状。 因此,顶针注射成型涉及将完成的零件从模具中取出。 金属模具由两部分组成:A面和B面。 当模具中的熔融材料冷却时,金属模具的两个部分被分离以允许去除固体塑料。 注塑模具的构造是这样的:当它们打开时,A 侧的一半被抬起,留下成型部件和 B 侧。 顶针位于模具的 B 侧半部,它们将成型零件从模具中推出。 顶出模具的销痕通常作为凹痕印在成品上。 顶针类型产品制造中使用的顶针有多种类型。 以下是您会发现最适合该过程的最常见类型。 通硬顶针这些顶杆经过热处理,以确保顶杆直径的硬度一致性。 贯通硬销可承受高达200°C的工作温度,最适用于模具内的塑料顶出系统。 表面硬化顶针它们也称为氮化 H13 销,比通硬销更硬,适用于模具中的压铸顶出系统。 表面硬化销经过氮化处理至 65 – 70 HRC,可承受 200°C 以上的温度。 黑色顶针制造商开发这些顶针是因为 Nitride H13 针无法在 600°C 以上的工作温度下使用。 黑色顶针经过黑色表面处理,可自润滑并可承受高达 1000°C 的高温。 它是一种昂贵的顶针,适用于汽车模具中的金属顶出系统。 注塑成型设计注意事项注塑模具设计必须能够按计划运行。 设计中的错误可能会导致零件开裂或收缩,这可能会证明成本太高或任务太重而无法补救。 因此,执行结构良好的设计非常重要,并且需要考虑某些因素。 ● 创建拔模角度拔模角度是应用于注塑模具两侧的倾斜形状。 模具形状的这种轻微变形使得塑料很容易从模具中取出。 在从模具中取出零件时,必须存在拔模以提供摩擦阻力。 允许更多的拔模角度将确保零件从模具中的顶出系统轻松脱模。 没有脱模角会导致在拆卸过程中零件上出现较大的顶针痕迹,并在模具壁上造成刮擦。 ● 壁厚均匀当熔融材料被倒入壁厚均匀的模具中时,它会不受限制地自由流动,填满壁的空腔并呈现其规定的形状。 不均匀的模具壁会导致熔融材料较薄部分的冷却。 因此,随着较厚部分的冷却,将导致材料收缩、应力集中,并最终在去除过程中开裂。 然而,如果您的设计不允许均匀的壁厚,可以通过取芯和添加角撑板来补救。 (取芯是从大范围内去除熔融塑料以确保沿墙均匀的过程。角撑板是添加到墙上的支撑结构,作为增强材料以减少墙的厚度) ● 确保圆边在零件的内侧和外侧设置圆角有几个优点。 它减少了应力集中并防止零件开裂。 尖角会限制熔化塑料在模具中的流动,并且在冷却时塑料会拉向尖角并且难以去除。 圆边零件易于生产,更经济,并且可以更好地形成和去除产品。 ● 减少底切底切是模具设计中的突出特征,会阻碍模具任一侧的移除。 底切在模具设计中是必要且不可避免的,因为它们可以防止零件直接从模具中脱模。 但是,可以通过创建允许轻松拆卸或组装的互锁或闩锁来修复底切。 设计团队必须尽可能地保持底切的数量 模具中的顶出系统 最低限度。 ● 登机口位置浇口是熔融塑料进入模具的入口点。 然而,在零件冷却后,浇口会留下针痕,大多数情况下,即使在凹痕去除后仍然可见。 设计团队可以使用边缘浇口来解决这个问题,由此产生的凹痕不太明显。 熔融材料也可通过位于顶针上的延伸部分注入。 零件冷却后,在从模具中取出零件的过程中,顶杆可以将产生的销痕从浇口推出。 ● 材料性质所用材料的类型应取决于产品的功能 有些材料很厚,有些很柔韧,而有些又硬又脆。 所选材料的类型将决定零件的用途及其设计。 虽然您可以加厚一些材料,但也可以将它们弯曲成各种形状。 此外,在选择材料类型之前,您应该考虑这些。 常见缺陷及解决方案使用顶针的注塑成型存在一些缺陷。 以下是可能存在的缺陷和必要的解决方案。 休息 顶针断裂的主要原因是将零件从模具中顶出所需的力与顶针的强度不同。 将零件从模具中顶出需要用力。 有时,由于销钉的长度不受支撑,所需的力超过销钉的强度,从而导致断裂。 因此,解决顶针断裂的最有效方法是使用大量直径较大的顶针。 这样,所需的力就可以均匀分布在各个销上,从而减少破损。 顶针标记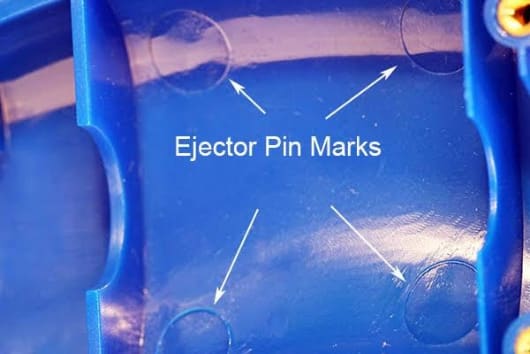 这些是从模具中取出时顶针在零件上留下的“凹痕”。 该销痕可能会导致产品在使用时破裂。 因此,在模具中设计顶出系统以防止顶针痕迹非常重要。 布置顶针,使整个零件的顶出力恒定。 将顶针放置在金属嵌件、支柱、筋等硬质零件上,以避免顶针痕迹缺陷。将顶针的位置设计在零件的平面上,而不是斜面上。喷射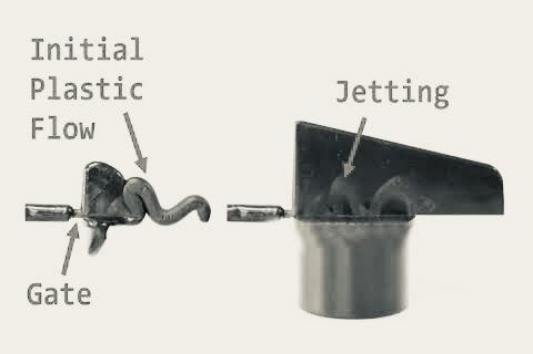 喷射是由于浇口尺寸小而发生的,或者熔融材料快速注入模具导致形状变形。 这可以通过以下方式补救: 增加门的尺寸控制熔融材料流向模具其他类型的喷射器虽然它们可能对许多机械师来说并不常见,但也有其他类型的喷射器。 下面是一些例子。 弹射套 这些只是空心顶针。 它由一个带有孔的硬表面套筒销和一个嵌入孔中的芯销组成。 顶出套筒上的孔用于引导和保护销。 顶板 在模具中的顶出系统中,顶出板与顶出销一起发挥作用。 它固定销的头部,以防止它们在顶针注塑过程中脱落。 顶出块 它们具有润滑空心凹槽,适用于需要高表面光洁度但会因顶针痕迹缺陷而损坏的薄产品的表面。 它们限制了顶针痕迹,也适用于高翘曲产品的表面。 结论设计专家不能忽视顶针在设计中的重要性 注塑工艺。 这是因为模具中成型的产品取决于顶针的效率以避免顶针痕迹缺陷。 因此,重要的是要信任一家具有制造设计知识、如何使用顶针以及处理顶针注塑设计的出色记录的公司。RapidDirect 可以保证为您的顶针注塑工艺提供优化设计。 请咨询我们的支持团队以获取制造建议,如果您已经有 CAD 文件,则只需一小步即可。 立即上传以获得您设计的即时报价。 获取即时报价 常见问题如果表面积有限,可以使用哪些注塑成型设计?在表面积有限的设计案例中,零件上没有允许从模具中脱模的点,您可以通过以下方式优化设计:- 添加老板作为弹出垫– 用液态硅橡胶零件代替顶针,这样冷却后,零件通过液态硅橡胶手动从模具中顶出。 零件的最佳材料是什么?在选择材料时,最好考虑您的产品的功能及其应具备的性能。 从长远来看,更便宜的替代品会失败。 因此,最好使用满足我们产品需求的高性能材料。 |
【本文地址】
今日新闻 |
推荐新闻 |