原理分析与结构说明 摆轮与游丝(上) |
您所在的位置:网站首页 › 机械表擒纵机构工作原理图解 › 原理分析与结构说明 摆轮与游丝(上) |
原理分析与结构说明 摆轮与游丝(上)
|
▲摆轮与游丝的背面图
在摆轮背面,可看到大小衝击盘与月形宝石,都是固定于摆轮轴心中央,透过快慢针可以调整速度的快慢。
摆幅 摆轮与游丝接受来自擒纵叉传递的动能后开始转动,通常一枚刚组装好的机芯,它的摆幅应该介于270 度至310 度间,这是在上满鍊后的状况,多一点或少一点都是在可接受的范围。通常在满鍊后的测量结果,摆幅小于270 度时,对于走时的精准度就会有不良的影响。每一款机芯的摆幅都不尽相同,以笔者本身的经验,搭载ETA Cal. 2892-A2 机芯的新表,在上满鍊之后,都可以达到300 ∼ 310 度左右(以面盘朝上放置的姿势),而ETA Cal. 7750 计时机芯的摆幅也可达到同样的标准。 但摆幅会随着以下几种情况而有不同的变化,首先是发条动力的多寡,因为在满鍊时,摆幅可达到最大;但随着发条动力的减少,摆幅可减至200 度之下,精准度自然会有所改变。因此许多自动表,在使用者每天佩戴的情况之下,都可稳定维持在一两秒间的误差,这也是因为自动上鍊系统不断稳定提供发条动能的因素。 另外一项就是机芯的出厂时间长短,一只出厂不久的机芯,如果没有其他状况,其摆幅数据一定可在270 度以上,但随着时间变化,机芯上的润滑油逐渐乾枯、变得较为黏稠,走时轮系的运转就不如以往滑顺,许多的动能在传递的过程中就被消耗。而在末端,擒纵叉宝石与摆轮上下的宝石,一旦缺乏润滑,摆幅降低的情况会更加明显,因此许多维修师傅会将摆幅的高低,作为洗油与否的判断指标,通常满鍊时低于220、230 度,就是该考虑洗油保养的时候。 但是部分老表即使在洗油保养之后,也无法达到如此高的摆幅,其原因就是零件老化与金属疲劳,在使用二、叁十年之后,游丝的弹力必定会减弱,同样的,发条的弹力也会产生同样的金属疲乏问题。因此,一只经常使用的老表,即使上满鍊或洗油保养后,摆幅同样会减低一些。
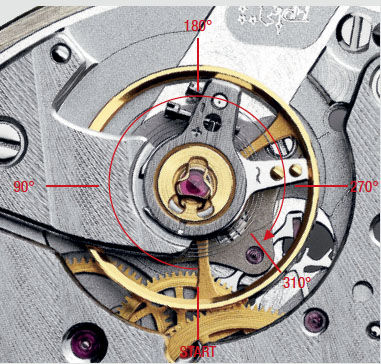 ▲顺时针旋转摆幅角度图
▲顺时针旋转摆幅角度图
从摆轮开始旋转的原点计算,摆轮会顺时针旋转270 度以上,直到动力耗尽,再透过游丝的弹力,逆时针回转。
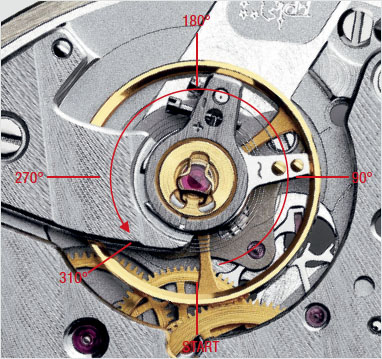 ▲逆时针旋转摆幅角度图
▲逆时针旋转摆幅角度图
当摆轮回到了原点,擒纵叉传递的动能,使得摆轮继续逆时针旋转,同样是到了270 度左右,又开始回转。
震频 所谓的震频是指摆轮游丝震动(亦可用摆动)的频率,也就是在每一个固定时间中,摆轮游丝重复震动的次数。以早期机芯常用的每小时震频18,000 次为例(另一种纪录方式为18,000vph),它每分鐘是进行18,000/60=300 次的震动,所以每秒鐘是进行300/60=5 次的震动;但是摆轮游丝左右来回震动一次(也就是两次),才能算是一个完整的週期,因此每秒鐘是进行5/2=2.5Hz(频率的单位),由此公式我们可以推算,每一个机芯每秒鐘进行的震动次数与频率单位。 而早期的怀表与腕表都是採用每小时震频18,000 次为主,但是后来制表师发现提高震频,可以间接提高准确度,而这种理由何在?主要原因在于,高震频机芯每一次受到外力的影响,其佔有比率与所影响的时间,都低于低震频机芯,因此缩短了摆轮与游丝不正常的运作时间,所以可提高精确度。不过这是在相同因素下的实验结果,用于不同机芯或不同的佩戴环境下,结果当然也会不同。但是超高震频的机芯,如果没有使用适当材质以及润滑保养,零件磨损率的提高,则是大家公认的结果。 机芯的震频种类 机芯 ETA Cal. 6498-1 ETA Cal. 7001 OMEGA Cal. 8500 ETA Cal. 2892-A2 ZENITH El-Primero 



 每小时震频
18,000
21,600
25,200
28,800
36,000
每秒震动次数
5(2.5Hz)
6(3Hz)
7(3.5Hz)
8(4Hz)
10(5Hz)
每小时震频
18,000
21,600
25,200
28,800
36,000
每秒震动次数
5(2.5Hz)
6(3Hz)
7(3.5Hz)
8(4Hz)
10(5Hz)
|
【本文地址】
今日新闻 |
推荐新闻 |