双金属带锯条的选择与使用技术 |
您所在的位置:网站首页 › 机器上的锯条怎么使用 › 双金属带锯条的选择与使用技术 |
双金属带锯条的选择与使用技术
|
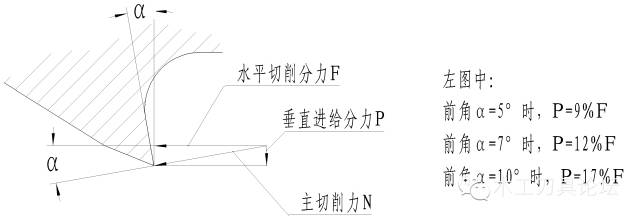
4、各类齿形的优缺点和适用范围: 4.1、标准等齿: 优点:由于齿距相等,切割工件时切削受力均匀,切面平整光滑。 缺点:使用过程中,容易与机床的固有频率产生共振,损坏工件和锯条。由于前角为零度,需要加大进给压力才能提高效率。由此而产生锯条背边在锯床导向臂中的合金限位块上加快磨损,减少寿命。 适用范围:切割实心材和小径实心材的成束切割。 4.2、标准变齿: 优点:由于齿距不相等,能够很好地消除与机床固有频率产生共振,切割平稳,减小噪音。这也是变齿齿形在实践中应运而生的根本原因。 缺点:由于齿距变化不等,齿槽容削空间和工件切面刀花不均匀。 适用范围:切割槽钢、工字钢、异型钢等截面变化的工件。 4.3、勾齿: 优点:勾齿的前角一般为3—10°,在切割工件时,锯条自身能产生附加的进给压力,前角越大,这个附加进给压力就越大;而切削力越大,这个附加压力也越大。从而为锯条背边减压,有效地保护了锯条的背边受损,延长了锯条寿命。采用小进给压力和适中的线速度切割会有效地提高工作效率。 缺点:不适宜大进给压力和高速切割。【使用时尤为注意】 适用范围:勾齿等齿和勾齿变齿是标准齿的改进,合理的选择使用勾齿型双金属带锯条将提高锯割效率和节省锯条,降低成本。 4.4、勾齿自身能产生附加进给压力原理图:
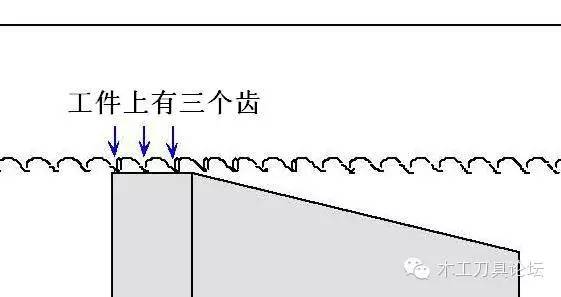
从上图看出:带前角的“勾齿”在切割受力时,都会产生向下的进给分力。进给分力的大小与前角和主切削力的大小成正比。 带锯条齿数选择与接触工件齿数的原则 有时我们会发现在材料加工过程中锯条极易发生拉齿掉齿的现象。这个时候我们除了考虑其他因素的影响外,首先应该检查选择的锯条齿数是否正确。对于被切削的材料, 以下为工件所接触的齿数选择的参考指南,它有一个理想的最多齿数和最少齿数。 3齿原则:任何时间与工件接触的齿数应不少于三个齿。因为可以减少每个齿的负荷,减少掉齿,减少拉齿。
24齿原则:任何时间与工件接触的齿数应不多于24个齿。因为可以减少齿槽的负荷,以及带锯的偏摆。齿槽负荷过大将造成各种各样的问题,包括齿的剥离、锯切形状弯曲、掉齿,以及锯带断裂。锯带的偏摆将造成锯切的位置变动以及弯曲,造成锯带的断裂。
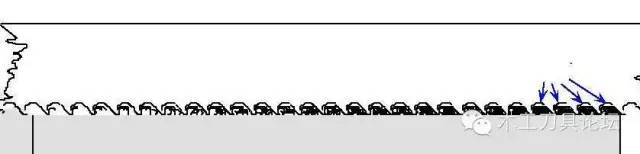
选择3-24齿之间的齿数,将产生形状很好的切削以及延长锯带的寿命! 下表提供了常用齿数适用的材料最大尺寸和最小尺寸,在实际运用可以根据情况做进一步调整。 齿距 平均每英寸的齿数(个/英寸) 最小横截面长(mm)3齿原则 最大的横截面长度(mm)24齿原则 2/3 2.5 30.48 243.84 3 3 25.4 203.2 3/4 3.5 20.32 175.26 3/5 4 19.05 152.4 4 4 19.05 152.4 4/6 5 15.24 121.92 6 6 12.7 101.6 5/8 6.5 11.684 93.98 8 8 9.525 76.2 6/10 8 9.525 76.2 10 10 7.62 60.96 8/12 10 7.62 60.96 如果锯切某种特殊材料更换刀片并不那么实际,可通过增加或减少带锯的给进速度,延伸该表的使用范围。 通常会出现这样一种情况,需要锯切一根很宽的金属棒,而目前在锯床上的锯条锯齿又比较小,那么按正常的方法加工将会造成锯切时间长、锯切形状改变、剥齿以及其他一系列问题。怎么办呢?我们可以让工件倾斜一定的角度以减少停留在工件上的齿数。注意工件必须夹紧以防止锯切时工件松动! 另一种情况就是如果用大齿距的锯带割很薄的钢板,因为过大的压力使锯条前进太快,那么就会拉齿而造成掉齿。 如何解决这个问题呢?我们可以减缓锯条吃进的速度,如果切屑的形状较小则压力较为适宜。 版权声明:由于部分文章来源于网络,另外有些文章推送时未能及时与原作者取得联系。若涉及以上版权问题,敬请原作者联系我们删除或处理。返回搜狐,查看更多 |
【本文地址】