数控机床对刀原理与应用探讨 |
您所在的位置:网站首页 › 数控铣床的对刀操作 › 数控机床对刀原理与应用探讨 |
数控机床对刀原理与应用探讨
|
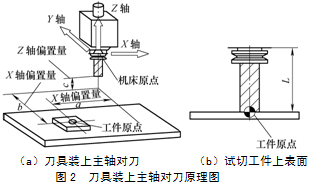
情景一:刀具装上主轴对刀。先将机床参考点回零后,机床原点归于正向极限位置。通过对刀后,机床坐标显示为(a,b,c),即各轴偏置量,如图2a所示。刀长为L,如图2b所示,则工件坐标系原点在机床坐标系中的位置为(a,b,c-L)。
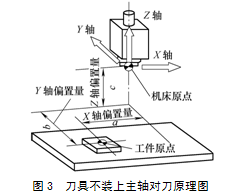
设任意编程坐标为A(m,n,o),则将此点坐标转换到机床坐标系里面的坐标为(a+m,b+n,o+c-L),而此时相应的机床坐标(主轴端面中心)为(a+m,b+n,o+c-L +L),即(a+m,b+n,o+c)(与刀长无关),此时刀具有明确的机床运动坐标。 情景二:刀具不装上主轴对刀(见图3)。先将机床参考点回零后,机床原点归于正向极限位置。通过对刀后,机床坐标显示为(a,b,c), 如图3所示,即各轴偏置量,则工件坐标系原点在机床坐标系中的位置为(a,b,c)。
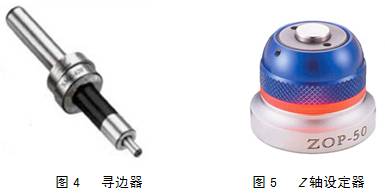
设任意编程坐标为A(m,n,o),设刀长为L,则将此点坐标转换到机床坐标系里面的坐标为(a+m,b+n,o+c),而此时相应的机床坐标(主轴端面中心)为(a+m,b+n,o+c+L)(与刀长无有关),此时刀具有明确的机床运动坐标。此种情况对刀必须知道刀具长度L,其长度一般通过机外对刀仪对刀测量获得。2.数控铣床对刀应用示例 现仅对数控铣床对刀应用操作作一个示例介绍。 (1)对刀操作基本条件。寻边器,完成水平方向的对刀(见图4)。Z轴设定器,完成高度方向的对刀(见图5)。
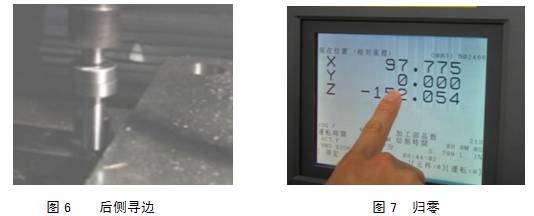
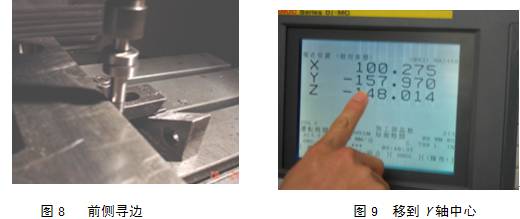
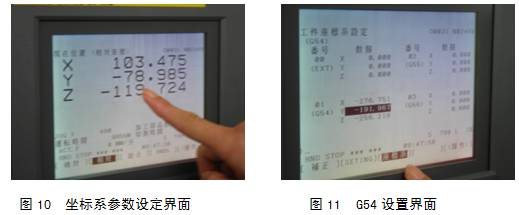
(2)对刀操作基本步骤。将寻边器上、下部分人为稍偏心,装于主轴。选择“MDI”操作方式,输入“M03 S600”启动主轴正转。通过“手轮”(或“手动”)模式使刀具靠近工件。Y方向对刀。X方向对刀。Z方向对刀。检验对刀的正确性。Y方向对刀:通过调节手轮使寻边器与工件一侧面与刀具接触,当刀具接近工件时,注意调整手轮的步距,选择“×10”档,当寻边器上下部分由偏心运动转为同轴运动时,其状态由抖动变为近似静止状态,如图6所示,此时认为已找到该侧面;按下“POS”键、软键“相对”或“综合”,输入Y,按“归零”软键,如图7所示;操纵主轴使寻边器向上抬起,使之离开工件上表面一定距离,通过操作手轮使寻边器与工件另一侧面接触,找正判别方法与上述相同,如图8所示;记下CRT上显示的“现在位置(相对坐标)”下的Y值,计算出Y1=Y/2;操作手轮,Z轴抬刀,再沿Y方向移动工作台至CRT上显示的“现在位置(相对坐标)”下的Y值为Y1的位置,如图9所示;在G54(注意:必须与加工程序中的选择工件坐标系指令一致)下设置Y值;按MDI键盘上的“OFFSET SETTING”键,按“坐标系”软键,进入坐标系参数设定界面(见图10、图11),用方位键“”将光标移至G54坐标参数设定区,将光标移至Y的坐标,输入Y0, 按“测量”软键。
X方向对刀:X方向对刀的操作过程类似于Y方向的对刀过程,不再赘述。
Z方向对刀:主轴不转,将Z轴设定器置于工件上表面,如图12所示。操作手轮,使刀具与轴设定器心轴的上表面刚好接触,灯亮(见图13)即停止刀具Z向运动。在G54下设置Z值:按MDI键盘上的“OFFSET SETTING”键,按“坐标系”软键,进入坐标系参数设定界面,用方位键将光标移至G54坐标参数设定区,将光标移至Z的坐标,输入(Z0- Z轴设定器的高度值),按“测量”软键。
如果没有Z轴设定器的情况下,可以采取试切工件上表面的方法,即让刀具转动,在工件上表面轻轻刮起一层切屑为找正标准,再输入Z0即可)。 检验对刀的正确性:X、Y坐标检验:操作手轮使刀具在Z方向离开工件上表面一定的距离;选择MDI模式;按下PROG键;输入“G54 G00 X0 Y0 ;”;按下“循环启动”按钮,观察刀具是否到达(X0,Y0),到达设定位置,说明对刀正确,否则错误。Z坐标检验:操作手轮使工件远离机床主轴轴线。选择MDI模式;按下PROG键;输入“G54 G01 Z0 F300 ;”;按下“循环启动”按钮,注意观察刀具下降的过程,如果刀位点到达设定的Z0位置后停下来,说明对刀正确,如果刀具端面超过工作上表面而未停止,立即按下“急停”按钮。3.结语 通过以上内容的探讨,使操作者对数控机床对刀操作有一个深刻的认识,使操作者在设置刀补和灵活处理尺寸公差时有据可依,从而避免了尺寸超差,保障了公司产品质量。 返回搜狐,查看更多 |


【本文地址】
今日新闻 |
推荐新闻 |