数字化制造工程系统在工艺评审中的应用 |
您所在的位置:网站首页 › 数字化评审流程 › 数字化制造工程系统在工艺评审中的应用 |
数字化制造工程系统在工艺评审中的应用
|
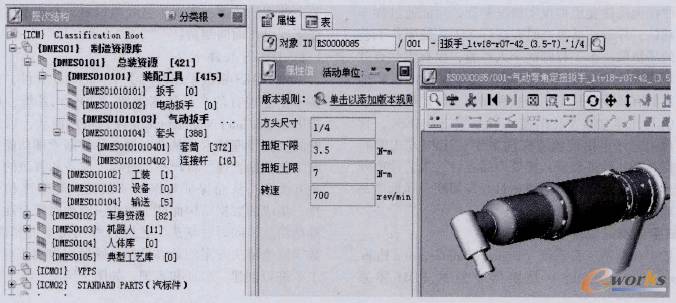
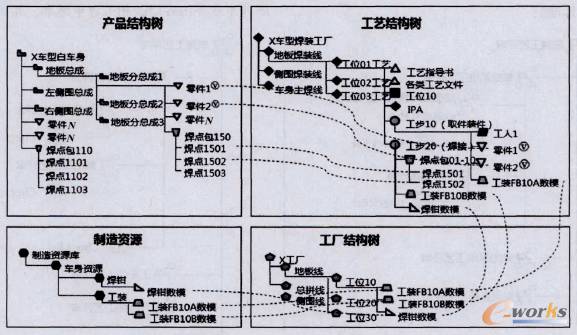
图1 DMES系统软件构架 1.2 DMFS数据基础 数字化制造工程系统基于以3PR结构为核心的制造数据,提供了一个单一的制造数据管理与应用环境,并以此支持各种业务功能。通过3PR数据结构将制造数据关联起来,所有与制造相关的数据信息如:产品数据、资源数据、工厂布局和工艺流程等都存储在“制造数据主干”中,在统一的3D环境中进行工艺规划和验证,实现组织内部及组织之间的协同工作。 1.3 制造资源库的建立 建立制造资源库,将现有制造资源进行统一的分类管理并添加搜索类属性,在工艺评审过程中供工艺人员随时定位调用所需的工装、工具,验证制造可行性。 建立典型工艺库,将成熟的和可以重复借鉴利用的典型工艺,利用分类管理工具建立典型工艺库,为后续标准工艺的建立打下基础,如图2所示。
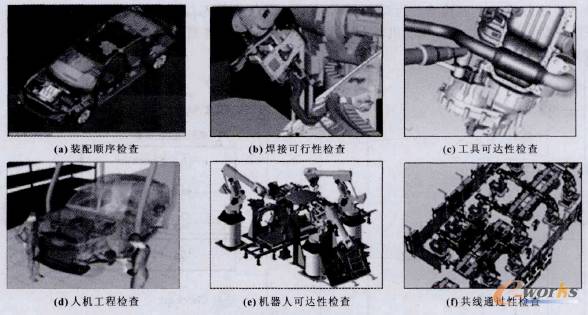
图2 DMES制造资源库 1.4 虚拟仿真验证功能 DMES系统利用Tecnomatix 工艺仿真软件,使用Teamcenter软件平台的集成,基于3PR结构的制造所需主要数据元素,在虚拟环境下进行模拟仿真,如图3所示。
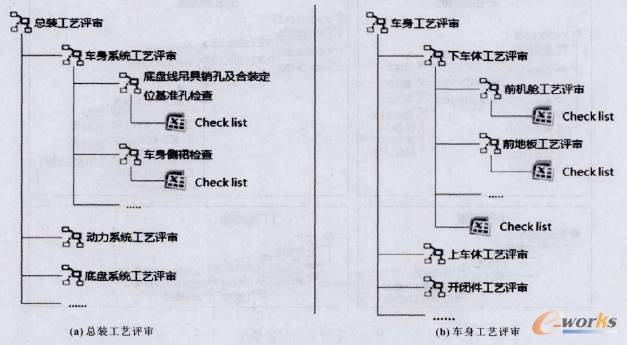
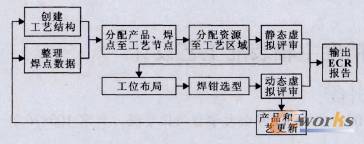
图3 DMES虚拟仿真功能 2 基于DMES的工艺虚拟评审体系 在DMES系统开发过程中,整理规范工艺评审流程,初步构建整车制造工艺虚拟评审体系,在产品研发阶段部分实现数字化验证,提升设计质量,减少正式数据发布后的设计变更。 (1)制定整车制造工艺虚拟评审规范(共7个流程): (2)梳理总装工艺检查清单及标准(共97个检查项及相关标准): (3)梳理车身工艺检查清单及标准(共96个检查项及相关标准); (4)编制DMES用户手册及虚拟验证操作手册(共5册)。 在DMES系统中建立结构化工艺评审模饭,将对应各部位的检查清单,以数据集的方式附在相应的工艺节点下,由于检查清单为Excel格式,清单内可对各检查项的评审标准作图示说明,使工艺人员清楚了解评审业务内容以及相关评审标准,如图4所示。
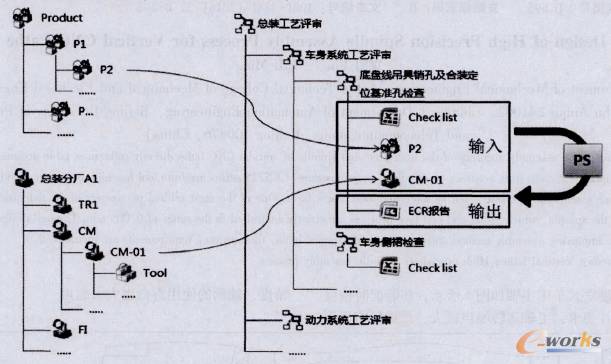
图4 结构化工艺评审模板 3 DMES系统在车身工艺评审中的应用 3.1 车身工艺评审应用 车身工艺评审模板根据生产现场搭建的工艺结构,将各部位检查清单及标准附在相应工艺节点下,在需要调用工艺评审模板时,可在Teamcenter的制造工艺规划器中选择新建“来自模板的工艺”,将工艺评审模板“克隆”为新车型用的工艺评审结构,此时可将产品DMU数据及工厂资源数据分配至相应工艺节点,通过VisMockup软件对产品工艺性进行静态分析,减少使用CATIA软件加载数据时间,同时兼具尺寸测量、断面分析、干涉检查、运动校核等功能。对于焊钳选型、焊钳可达性分析、机器人可达性分析等动态焊接仿真功能,可由Tecnomatix软件完成,如图5所示。
图5 车身工艺评审结构示意图 3.2 车身工艺数据模型 车身工艺评审业务以结构化的工艺数据为基础,分别将产品关联至工艺、资源联至工厂,再将工艺结构与工厂结构相关联,使产品设计、工艺评审、工艺开发、工厂规划形成并行的开发过程。DMES系统根据制造工艺,订制了工厂、线体、工位的工艺及工厂数据模型,如图6所示。
图6 车身工艺数据模型 3.3 车身工艺仿真工作流程 通过VisMockup查看器,对白车身数据进行工艺分析,检查数据是否满足制造工艺要求。为提高评审工作效率,对于结构简单和平顺焊接部位,进行静态分析即可;对于产品结构复杂部位,静态分析不足以判断焊接可行性,可根据焊接部位尺寸,在制造资源库中初步选取尺寸适合的焊钳(制造资源库中焊钳等工具已注明关键尺寸信息,直接输入尺寸搜索即可),指派至工艺资源,将工艺结构发送至Tecnomatix进行焊钳自动选型,选型条件可设置干涉、焊钳开闭状态、进枪角度等,选出满足要求的焊钳。
图7 车身工艺仿真工作流程 目前部分企业焊点数据为CATIA制作的圆形焊点图,工艺人员需要将焊点圆心坐标提取出来,导入至DMES系统,并在Tecnomatix软件中将焊点投影至关联零件,才能进行焊接仿真,建立焊接仿真路径,通过添加、调整路径中间点,得到完整的仿真过程,如图7所示。 4 DMES系统在总装工艺评审中的应用 4.1 总装工艺评审应用 总装工艺评审模板是根据产品功能区域划分的工艺结构,在各部位工艺节点下附加了相应部位的检查清单及标准,以“克隆”的方式将总装工艺评审模板重用于新车型的工艺评审布局,通过VisMockup软件产品DMU数据处理工艺性静态分析,模拟生产线的流程,使用Tecnomatix软件来完成装配过程验证及人机工程验证,如图8所示。
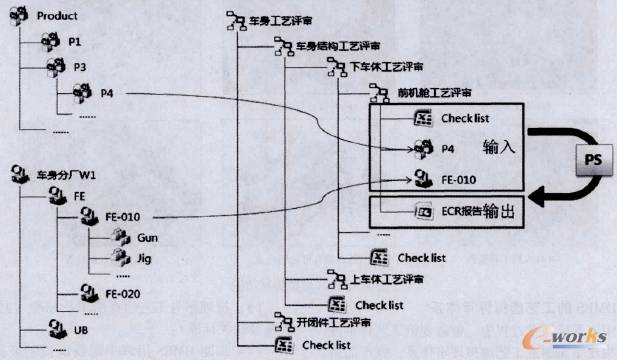
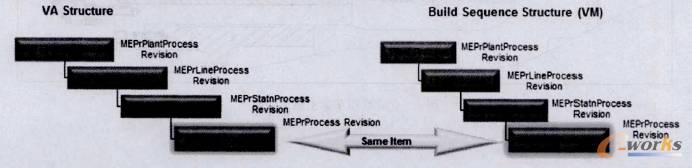
图8 总装工艺评审结构示意图 4.2 总装工艺数据模型 总装工艺评审业务,以评审工艺结构为基础,将产品关联至评审工艺节点下,针对总装工艺多车型、多配置混线生产,且大部分为人工操作的特点,将总装工艺重点放在零部件的装配次序确认;同时与车身工艺相同,组织一套根据生产现场搭建的工艺结构、工厂结构,以此数据基础进行资源和布局优化、生产线平衡及人机工程仿真。DMES系统针对总装工艺开发特点除订制了工厂、线体、工位的工艺及工厂数据模型外,同时订制了工艺内工艺类型( MEPrProcess)。 此工艺类型主要用于总装工位内零件级工艺,为后续的总装工艺开发组织工艺数据,可在评审工艺结构下进行创建组织,完成后复制到总装工艺结构下,根据线平衡分析在不同工位间进行调整,如图9所示。
图9 评审结构与工艺结构 4.3 总装工艺仿真工作内容 总装工艺不同于其他工艺,涉及零件数量较多、工艺难易度跨度较大,而且也不必对所有过程均采用动态仿真分析。为减少工艺分析的工作量,在满足项目开发周期前提下,应根据工艺类别对分析内容进行合理分类和过滤,采用适合的验证手段,提高工作效率,同时将工艺风险降低到最小。因此在评审业务过程中,应总结以往开发经验,梳理合理的工艺验证清单并加以完善。 (1)装配工艺虚拟验证清单。根据产品设计而梳理出来的装配过程复杂并且空间限制的工艺。 (2)人机工程虚拟验证清单。依据工厂特点并结合产品情况,梳理出来的有潜在人机工程问题的工艺。 (3)高关注度工艺清单。在工艺开发过程中易疏忽或高风险的工艺。 5 总结 随着近年来汽车行业的飞速发展,国内汽车企业愈来愈重视数字化制造技术的应用,企业数字化制造工程系统的引入,也正预示着制造工艺手段由传统开发模式转向先进的数字化模式的开端。企业在系统搭建应用过程中,要不断学习先进企业的实践经验,结合自身情况,建立起一套适合于自身数字化制造业务流程与规范。 抢占免费参会名额返回搜狐,查看更多 |
【本文地址】