【技术】环锭细纱机超大牵伸产业化应用可行性探讨(上) |
您所在的位置:网站首页 › 张牵机培训必要性 › 【技术】环锭细纱机超大牵伸产业化应用可行性探讨(上) |
【技术】环锭细纱机超大牵伸产业化应用可行性探讨(上)
|
但是十多年来,这一技术杳无音讯,未见产品应用信息与进一步的相关报道。究竟是超大牵伸装置还是棉条卷装与喂入部分不适于产业化应用,无从考据。绪森公司的关联公司瑞士立达(Rieter)公司和瑞士罗托卡夫特(Rotorcraft)公司也都没有该技术信息。罗托卡夫特在上海ITMA ASIA + CITME 2016展会上,隆重推出90多岁高龄的老专家汉斯·沙赫勒克尔(Hans Stahlecker)主设计的NGST下一代细纱技术,样机上有多项有关细纱机牵伸装置革新的展示,但却没有任何超大牵伸技术迹象,甚至未见提升细纱机牵伸能力的信息表述。 在这个万众创新的年代,由于喷气涡流纺罗拉胶圈超大牵伸系统(见图1),无捻棉条直接喂入纺纱形式的成功应用,引发业界的某些联想:环锭纺输出线速度仅为喷气涡流纺的5%左右,喷气涡流纺四罗拉胶圈超大牵伸系统应用在相对输出速度极低的细纱机上可行吗?环锭纺流程中的粗纱工序还有存在的必要吗?
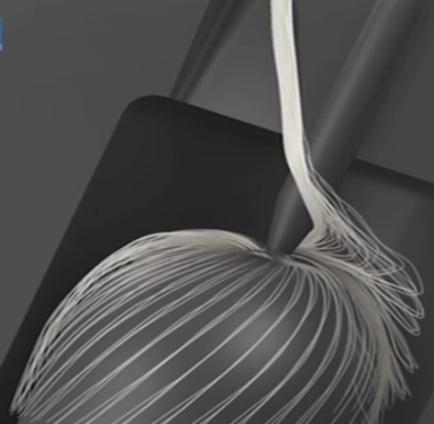
图1 涡流纺棉条喂入四罗拉超大牵伸系统 回答上面两个问题,是一个必须综合考量纺纱系统工程技术经济性的课题。不可回避的是要讨论环锭纺采用无捻棉条直接喂入细纱机超大牵伸装置纺纱,在技术与经济两个层面的问题:在技术性层面来说,关键是超大牵伸环锭纺纱的牵伸品质问题;在经济性层面来说,是并条、粗纱和细纱工序的投资运行成本和条筒替代粗纱管卷装的管理适应性问题。 三、粗纱工序优劣势剖析 RingCan细纱机技术片面地强调粗纱工序存在的劣势,认为粗纱是没有任何价值的工序流程、粗纱捻系数对细纱牵伸存在不利影响和粗纱工序恶化了线密度均匀度,这些观点得到了业界不同程度的认同,以下进行逐一分析。 3.1 有关粗纱工序增大了投资运行成本和管理难度 粗纱工序表面看是增加了一道工序流程,但是如果为了工艺技术的需要,如同RingCan技术工序配置一样,将粗纱换成第三道并条,总的工序道数没有变化。 粗纱工序存在的价值必须客观全面地进行评价,随着粗纱产能的提升和卷装容量的增大,粗纱的技术经济价值比20年前大有提升,相对而言条筒卷装无捻棉条超大牵伸直纺的技术经济和管理制约因素更多,综合性价比更低。 3.2 有关粗纱捻系数不利于细纱牵伸 这个观点认为粗纱的捻系数破坏了须条中纤维的平行顺直,也使前后区牵伸的牵伸力增大,不利于前钳口抽取快速纤维,这只是从表象上看粗纱的加捻是为了便于卷装成形和退绕过程的保护性捻度,而未理解粗纱捻系数较为隐性的有利功能。一方面由粗纱捻系数构成的须条内摩擦力场,有利于细纱牵伸中对纤维运动的三维控制效应。粗纱捻系数给予须条的内摩擦力场强,确实是造成牵伸力增大的原因之一,但是一方面,牵伸力与牵伸握持距是负相关的,牵伸工艺的系统应用可以控制牵伸力的适宜范围;另一方面,牵伸力与牵伸力不匀率成负相关,因而适当的牵伸力会有利于改善牵伸质量。 另外,由于粗纱加捻的捻回角产生的纤维不平行,在细纱牵伸中是极易平行顺直的。 实践证明,在相同牵伸质量水平下,无捻须条在主牵伸区的牵伸能力远小于有捻须条;RingCan细纱机工艺中的无捻须条与紧握持距,不如有捻须条的内摩擦力场更有利于对须条变速点的控制。粗纱捻系数是提升细纱牵伸能力、改善牵伸品质的一大利器,在细纱牵伸工艺要诀中少不得粗纱捻系数项目。 3.3 有关粗纱牵伸恶化了线密度均匀度 在纺纱准备工序,并合改善线密度均匀度、牵伸恶化线密度均匀度,特别对于短片段均匀度,这是一个客观的规律。从棉条到成纱的线密度差异高达300倍左右,这需要对应的牵伸能力来完成这个工艺需求。除了转杯纺刺辊分梳-转杯凝聚这种特殊的牵伸形式,罗拉牵伸总是要分步进行的,技术进步至今单区罗拉牵伸的牵伸能力,在优化条件的情况下最大也就在50~100倍左右,所以分步牵伸是必需的。在分步牵伸中设置了粗纱工序,粗纱分担了5倍左右的牵伸能力,这当然会恶化线密度均匀度。如果将这5倍的牵伸能力放在细纱牵伸区或者附加的细纱牵伸区,对线密度均匀度的恶化程度可能会更大。 采用增加粗纱工序进行分步牵伸的另外一个有利功能往往被业界忽视,那就是纱条的调头。这有两方面的好处:一是满足梳棉到细纱工序数配置符合“奇数法则”,使喂入细纱的须条后弯钩纤维居多时有利于弯钩伸直。在RingCan细纱机技术应用中,普梳纱流程在减少一道粗纱的同时,增加了一道并条,采用三道并条工序,主要就是使梳棉到细纱工序数仍然符合“奇数法则”;二是分工序的分步牵伸,可以减小同工序各牵伸区在同向牵伸过程中所产生的牵伸波叠加效应。在多分区的牵伸中,同向的连续牵伸会使上一个牵伸区产生的牵伸波叠加在下一个牵伸区产生的牵伸波上,严重恶化线密度均匀度,粗纱到细纱工序的纱条调头可以减少同向牵伸波的叠加效应,同时粗纱捻系数也会减轻同向牵伸波的叠加效应。 四、环锭纺超大牵伸的纺纱品质 4.1 与自由端纺纱超大牵伸的比较 为了分析自由端纺纱上成熟应用的超大牵伸装置,在环锭细纱机上纺制高品质纱线牵伸品质的可行性,必须比较两种纱线从牵伸须条到成纱过程的异同。 转杯纺和喷气涡流纺两种自由端纱线的线密度结构,除了喂入棉条的线密度结构外,长片段线密度结构为主由喂入和输出导纱罗拉线速度之比决定,中片段线密度结构为主由分梳机构或罗拉牵伸机构决定,短片段线密度结构为主由转杯或喷嘴加捻机构决定。而环锭纺牵伸过程中,成纱线密度结构的长中短片段,均由罗拉牵伸机构决定,加捻部分或区段基本上不影响线密度结构,特别是不能优化线密度均匀度。因此,一般可以认为环锭纺前罗拉钳口输出须条线密度均匀度基本等同于成纱线密度均匀度。 对于自由端纺纱的转杯纺,经分梳辊分梳的单纤维或准单纤维,在转杯内具有一个中短片段重新分布的过程;对于准自由端纺纱的喷气涡流纺,经罗拉牵伸机构输出的须条,在进入涡流喷嘴后,纤维也有一个短片段再分布的过程(见图2)。自由端纺纱的这个过程,具有纱线线密度自调匀整的功能,从而可以大幅度弥补分梳或罗拉超大牵伸对短片段分布不匀的弱环,使成纱线密度均匀度比离开分梳区或罗拉牵伸区时更加改善和优化。这样对于喷气涡流纺罗拉牵伸来说也就相对降低了对牵伸机构握持控制纤维的要求了,并且能适应高速纺纱。
图2 涡流纺喷嘴区域纤维再分布 这是自由端纺纱环节中特有的所有纤维或部分纤维“自由”后再凝聚或者“分散”后再集合过程中,带来非常有利于改善成纱均匀度的匀整效应。正是由于这个独特优势,喷气涡流纺纱即使在高速和超大牵伸条件下纺纱加捻,其成纱短片段线密度均匀度和常发性纱疵也都优于环锭纺纱线。因此,环锭细纱机牵伸后须条线密度分布均匀度水平,不能直接与自由端成纱方式相比,从牵伸品质的要求来看,对环锭细纱机牵伸机构握持控制纤维能力的要求要比自由端纺纱高得多。 4.2 粗纱条与无捻须条牵伸品质的比较 半个世纪以来,环锭细纱机三罗拉双胶圈双区牵伸工艺技术取得了长足的发展,已经从低效的普通牵伸能力(约10倍)发展到第三代大牵伸(约100倍),有了近一个数量级的进步。总体上说细纱牵伸是对有捻须条的牵伸,通过在前牵伸区设置以上销和下销为基础的外摩擦力场,同时运用有捻须条的内摩擦力场,两者共同控制纤维变速点集中前移,实现高品质的牵伸。总牵伸能力的提升,从前后双区的牵伸分配来看,目前不大于1.2倍的小后区牵伸倍数仍是简单罗拉牵伸区比较经典的应用,与数十年前相比,后区牵伸能力没有提升反而降低应用,理论与实践不断证实后区牵伸倍数以偏小控制为优。总牵伸能力的提升主要集中在前牵伸区,也就是说前牵伸区的牵伸能力提升了近一个数量级。从这个角度看,环锭纺所采用的基本上是单区集中牵伸,且只有有捻须条甚至较大捻系数的粗纱,才能在单区牵伸中实现大倍率和高品质的牵伸。 在主牵伸区的上游,设置一个以上用作增大总牵伸能力的辅牵伸区,将会对有捻须条产生显著的解捻效应,解捻程度正比于辅牵伸区牵伸倍数的3/2次方,辅牵伸倍数越大解捻效应越显著,从而大大减弱了主牵伸区内摩擦力场对须条中纤维的立体控制效应,其结果或者影响牵伸品质,或者不得不降低主牵伸区牵伸倍数来与之适配。 从涡流纺四罗拉三区超大牵伸系统的牵伸分配来看,主牵伸倍数甚至没有目前环锭细纱机应用的优势纺纱工艺技术的主牵伸倍数大。因此,采用无捻须条进行细纱机超大牵伸的纺纱,对完成高品质牵伸是比较不利的。优势纺纱工艺技术的陆S纺纱工艺采用的“三大一小”工艺原则,对现有技术的重大突破就在于采用了超乎寻常的超大粗纱捻系数,这是一个实现高品质大牵伸的创新工艺技术。 因此在环锭纺对有捻须条的大牵伸向着更大捻系数方向发展而体现出前所未有的优势性能的技术进步中,可以反过来看对无捻棉条进行超大牵伸的问题,它对品质的不利影响是不可忽视的。 4.3 其它影响纺纱品质和品种的因素 下面仍以高品质纯棉纱线作为粗纱工序存在必要性讨论的产品对象。缺省粗纱工序会影响到成纱多个品质项目,同时由于喂入条筒数量的限制无法纺制多纱条复合纺纱。 4.3.1 无捻棉条意外牵伸的影响 条筒卷装的无捻棉条、较长距离的垂直或水平导条输送,特别是纤维顺直较好的精梳棉条或者卷曲少而蓬松的化纤条,意外伸长将造成中长片段的成纱细节,对布面品质产生不利的影响。除非采用如RingCan细纱机技术类似的高成本难维护的单锭输送带导条方式。 4.3.2 毛羽的影响及解决方案 成纱毛羽问题,无捻须条在经过超大牵伸后须条的发散和边缘失控现象必然影响到纱条光洁度。对于这一点,一方面可以在牵伸区特别是辅牵伸区加装集合器进行牵伸过程中的集束,另一方面也可以在牵伸后采用附加紧密纺纱装置来加以集聚。 4.3.3 纺纱品种的局限性 粗纱改为条筒卷装后,细纱机因条筒阵列或悬挂空间而使占据的空间大幅度增加,卷装直径难以因应品种而改变,因此将无法纺制环锭赛络纺和紧密赛络纺等多纱条复合纺纱品种。 如RingCan细纱机技术较适于纺制大于20tex(30英支)的牛仔纱,则这种环锭纺纱技术的品种适应性大打折扣。 (未完待续) 作者:秋黎凤 陕西纺织器材研究所 倪 远 纺之缘工作室 编辑:中国纱线网新媒体团队 如果您有技术问题,请到纺织大学堂小程序问答栏目留言,专家和网友将会帮您及时解答!返回搜狐,查看更多 |

【本文地址】