【本刊独家】生益科技:覆盖膜溢胶量的影响因素 |
您所在的位置:网站首页 › 密度板含胶量 › 【本刊独家】生益科技:覆盖膜溢胶量的影响因素 |
【本刊独家】生益科技:覆盖膜溢胶量的影响因素
|
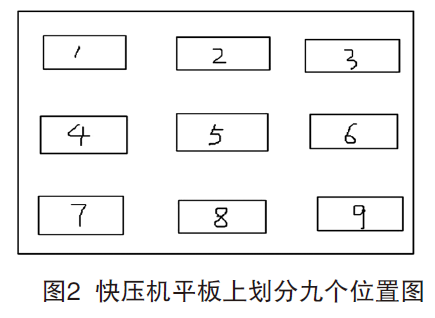
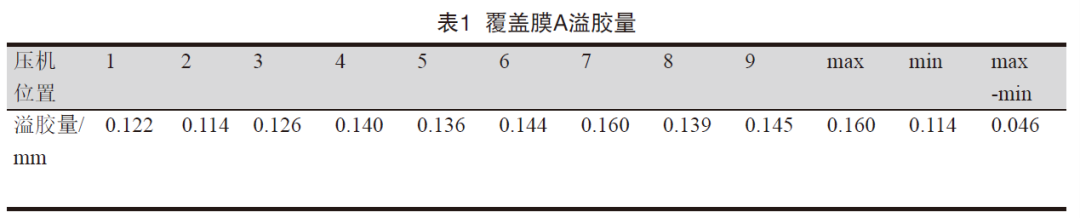
本文压制溢胶量的压合基本条件为温度(180±2)℃、压力9.8 Mpa(100 kgf/cm2),预热时间为10 s,成型时间60s。文中除了列出不同条件做考察外,其他不列的条件均按上述压合基本条件的相应参数压制溢胶量。 1.3.1 压机位置的影响 取过塑后的覆盖膜A溢胶量样品,放在其中一台不平整的旧快压机的九个位置(如图2)进行压合,保持其他条件相同,测试结果如表1所示,并对表1数据作图(如图3)。
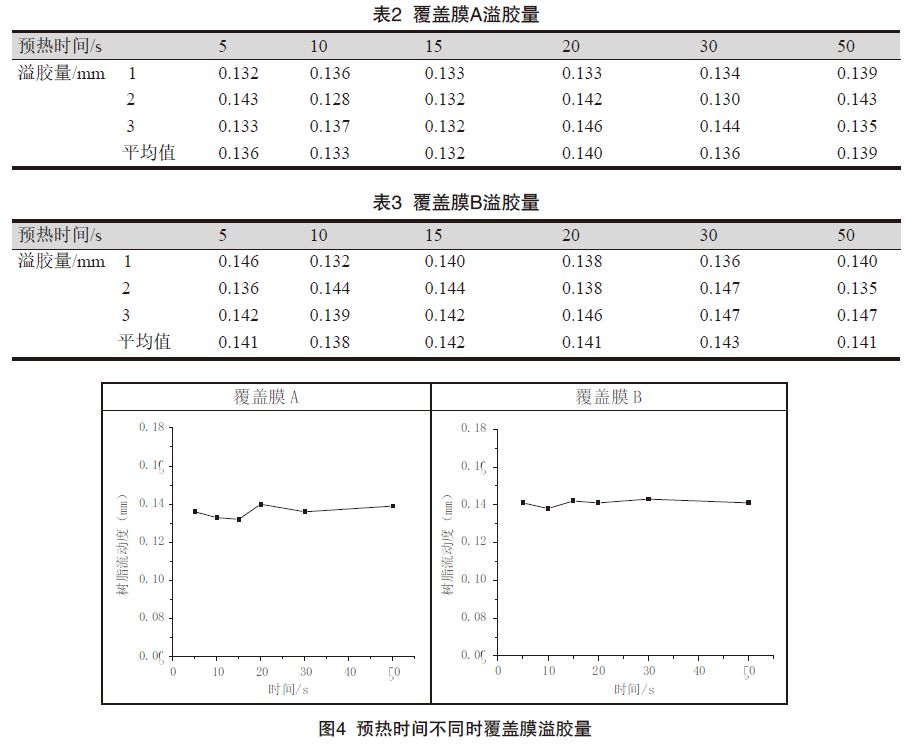
1.3.2 预热时间的影响 保持其他条件不变,只改变预热时间影响,选择覆盖膜A和B两个规格进行考察,测试结果如表2、表3所示,并对其数据求平均作图(图4)。
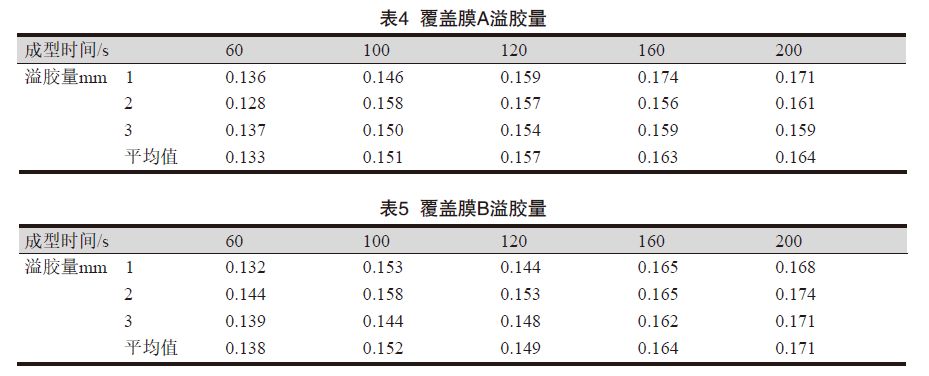
1.3.3 成型时间的影响 保持其他条件不变,只改变成型时间影响,选择覆盖膜A和B两个规格进行考察,测试结果如表4、表5所示,并对其数据求平均作图(图5)。
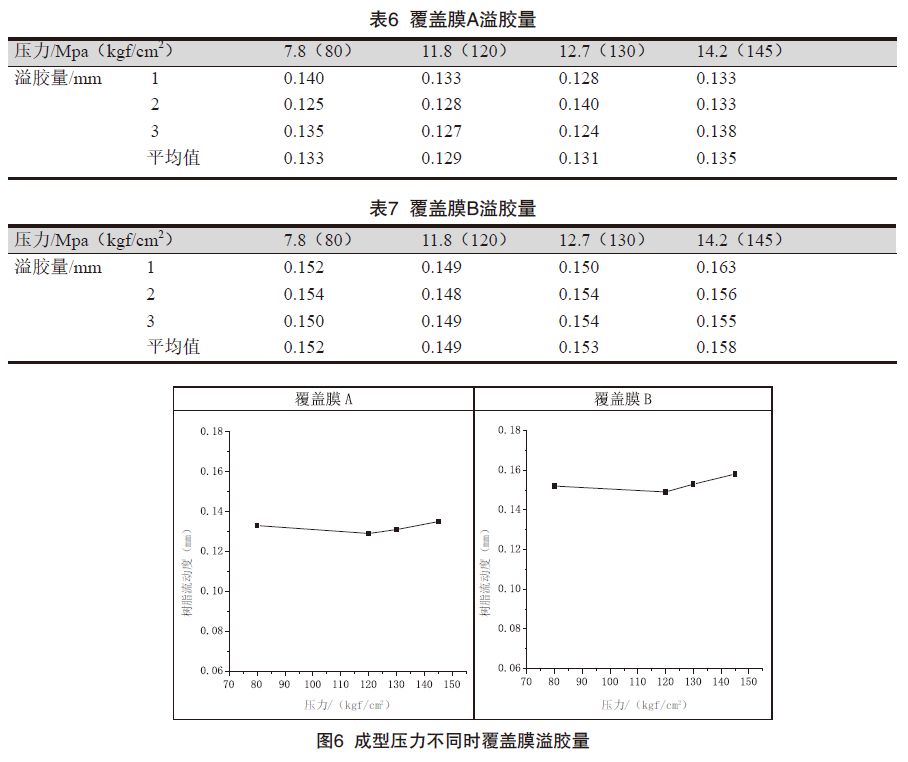
1.3.4 成型压力的影响 保持其他条件不变,只改变成型压力,选择覆盖膜A和B两个规格进行考察,测试结果如表6、表7所示,并对其数据求平均作图(图6)。
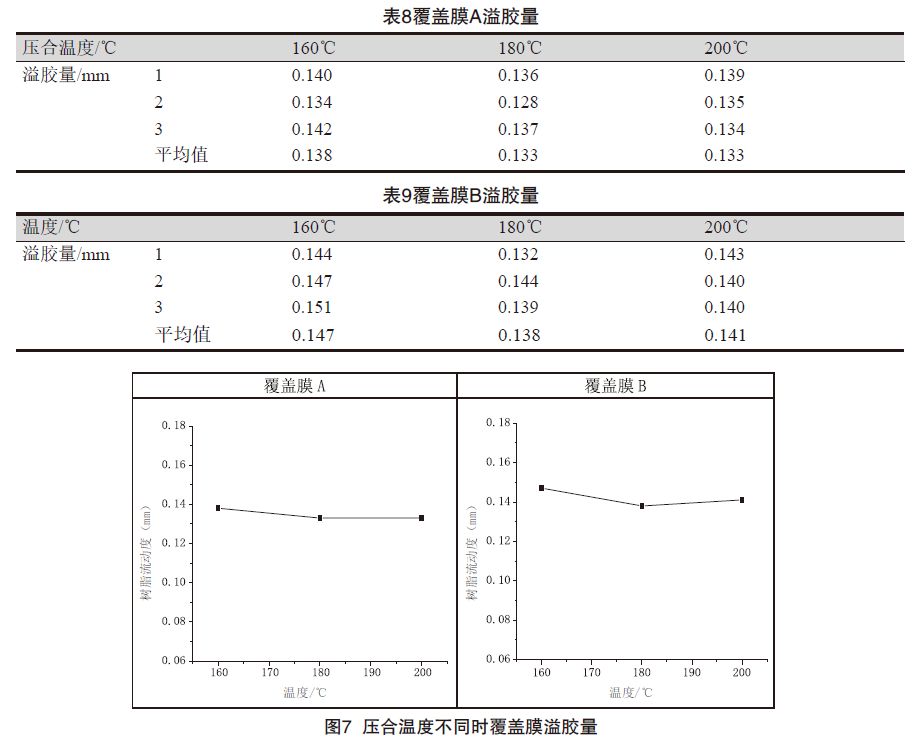
1.3.5 压合温度的影响 保持其他条件不变,只改变压合温度,选择覆盖膜A和B两个规格进行考察,测试结果如表8、表9所示,并对其数据求平均作图(图7)。
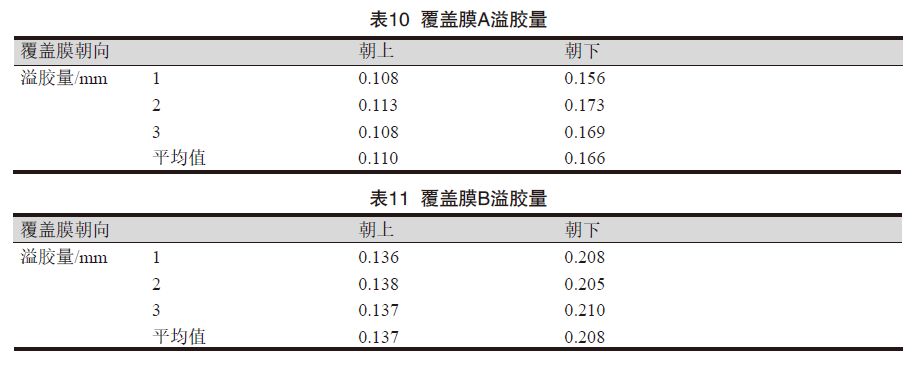
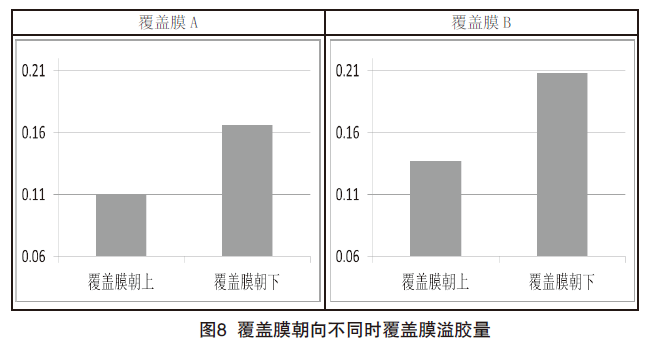
1.3.6 覆盖膜朝向压制的影响 保持其他条件不变,将覆盖膜分别朝上、朝下压制溢胶量,择覆盖膜A和B两个规格进行考察,测试结果如表10、表11所示,并对其数据求平均作图(图8)。
2 结果与分析 2.1 压机位置的影响 从表1和图3看,采用覆盖膜A考察快压机的不同位置对溢胶量的影响,可以看出不平整的快压机不同位置对溢胶量影响很大。因此快压机的平整性需要定期计量较正,以免影响FPC的溢胶检测数据准确性,或影响FPCB压制时产品的流胶均匀性。 2.2 预热时间的影响 从表2、表3和图4的数据看出,采用覆盖膜A和B考察,在5 s~50 s的预热时间范围内,预热时间对溢胶量影响不明显。 2.3 成型时间的影响 从表4、5和图5的数据看出,采用覆盖膜A和B考察,在60 s~200 s的成型时间范围内,随着成型时间的增加,溢胶量逐渐增大的趋势,成型时间对溢胶量的影响较明显。 2.4 成型压力的影响 从表6、7和图6的数据看出,采用覆盖膜A和B考察,在7.8 Mpa~14.2 Mpa(80 kgf/cm2~145 kgf/cm2)的成型压力范围内,成型压力对溢胶量的影响不明显。 2.5 压合温度的影响 从表8、表9和图7的数据看出,采用覆盖膜A和B考察,在160 ℃~200 ℃的范围内,压合温度对溢胶量的影响不明显。 2.6 覆盖膜朝向压制的影响 从表10、表11和图8的数据看出,采用覆盖膜A和B考察,覆盖膜朝下压比覆盖膜朝上压所测得的溢胶量要大得多,即不同朝向(朝上或朝下)压制覆盖膜对溢胶量的影响较明显。 3 结论 经过以上大量的试验考察和数据分析,得出如下结论: (1)不平整的快压机位置、成型时间、不同朝向(朝上或朝下)压制覆盖膜对溢胶量的影响较明显。 (2)预热时间、成型压力、压合温度对溢胶量影响不明显。 本文考察覆盖膜溢胶量的影响因素,为软板厂家的溢胶量控制和下游FPCB厂压制覆盖膜提供技术支持。 作者简介 沈文彬、 潘承农、黄飞强、何俊锋:广东生益科技股份有限公司 来源:《印制电路信息》5月刊 【转载请注明出处】
2018年6月14日 微信日报返回搜狐,查看更多 |



【本文地址】