3D打印机切片配置设置 |
您所在的位置:网站首页 › 大黄蜂参数配置 › 3D打印机切片配置设置 |
3D打印机切片配置设置
|
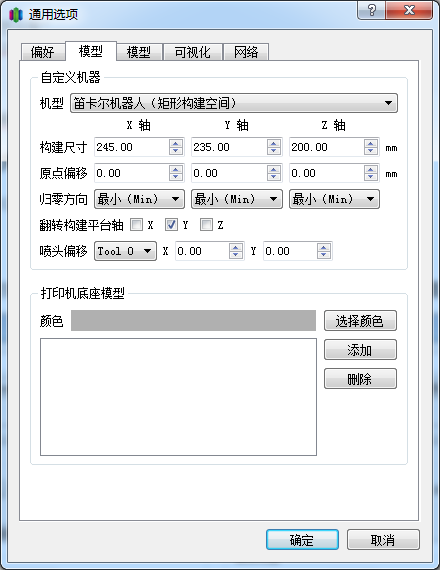
本文的设置全部使用Simplify3D切片软件 一、设置打印平台的大小根据自己的打印机设置X/Y/Z轴的数据,在工具->选项->模型
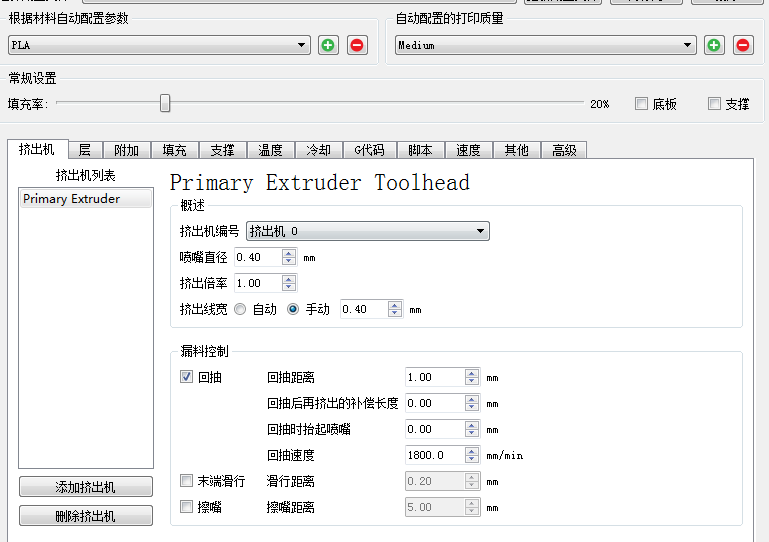
设置喷嘴的直径,一般为0.4mm,根据自己打印机的喷嘴进行设置。挤出倍率需要自己进行调整,一步步进行调试,倍率过高会挤出过多,倍率过低会挤出过少。
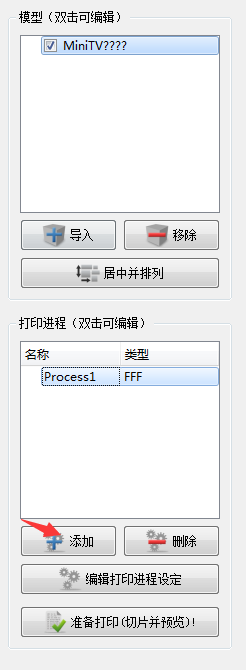
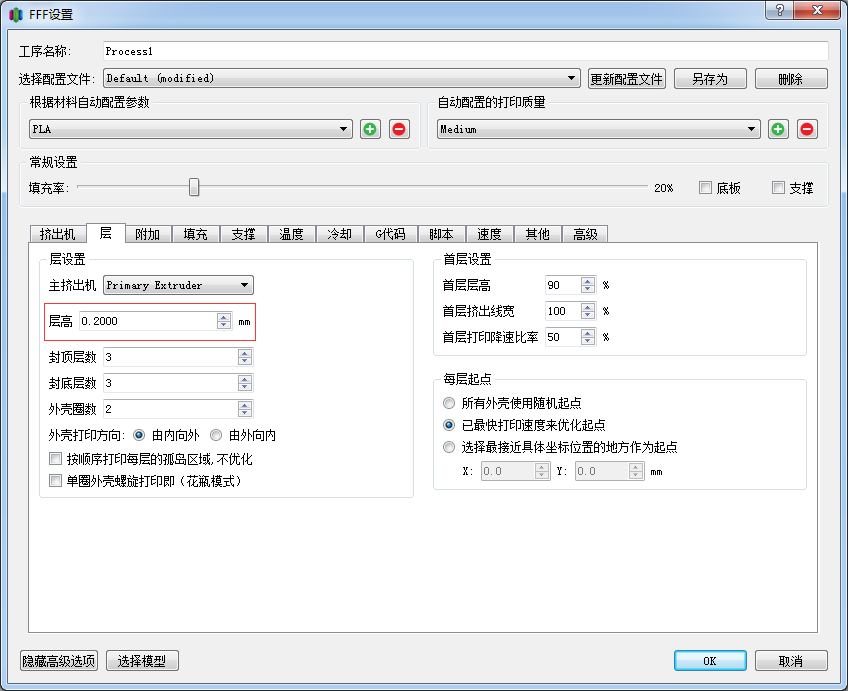
双击打印进程,0.1-0.2mm则是比较一般的精度,粗糙一点的设置为0.3-0.4mm即可;封顶层数一般设置2-3层即可。
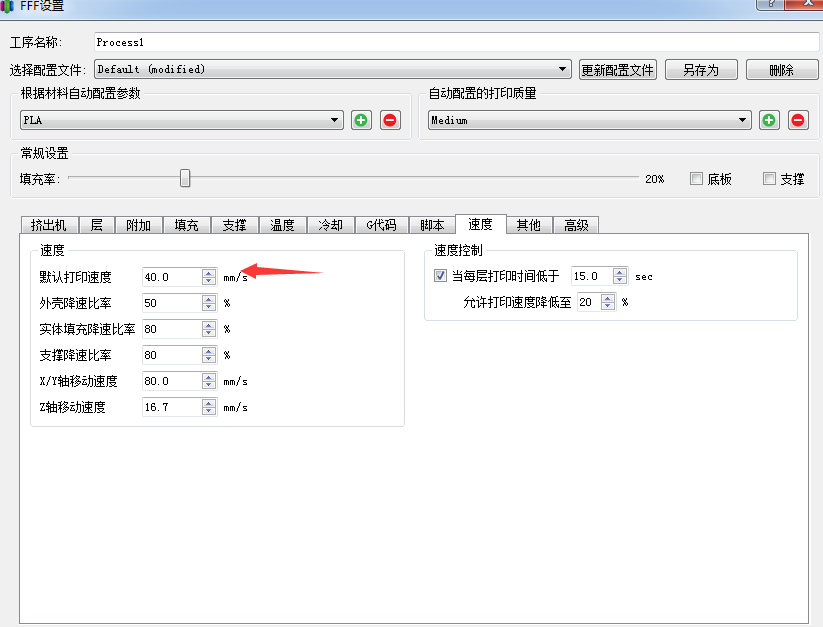
一般推荐速度是40-60mm/s,建议速度设置为30-50mm/s,其他保持默认即可。
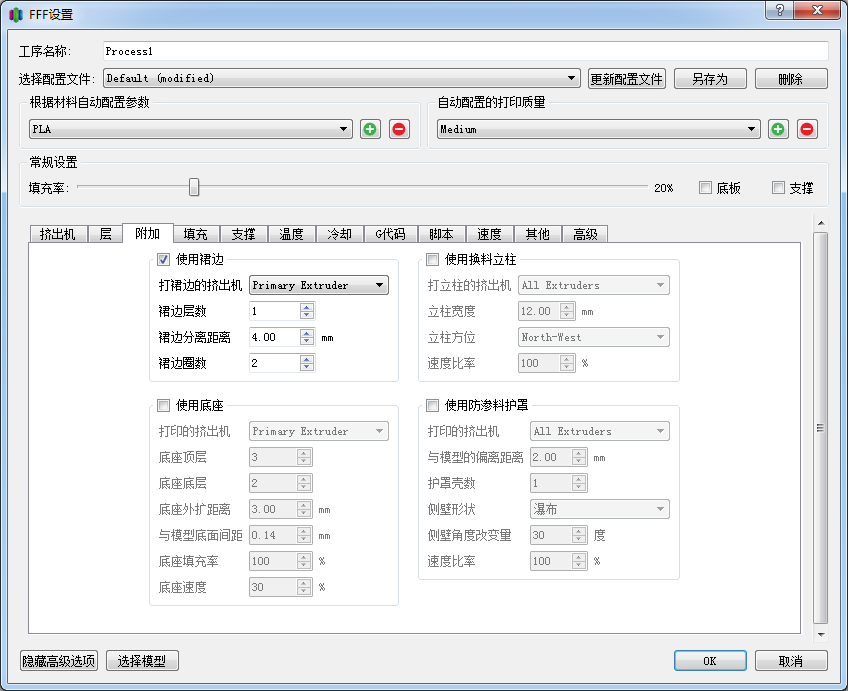
设置首层粘连有利于挤出前面的一些耗材,有利于后面的打印。
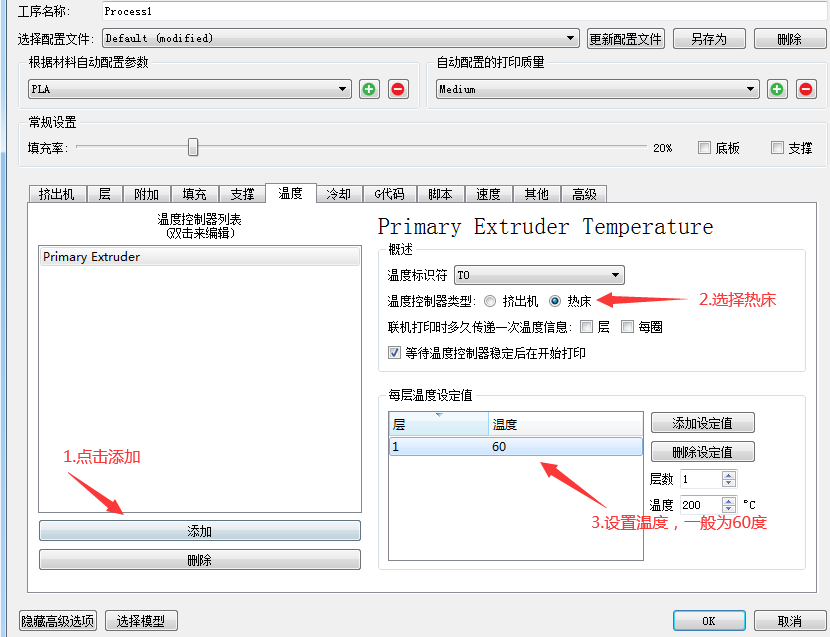
Simplify3D软件默认只有喷头的温度,这里添加热床的温度。请使用英文编辑,中文在软件再次打开之后会产生乱码。
设置开始脚本,根据自己的需求进行更改 ;split line G92 Z0;将z轴坐标设为0 G0 Z10 F300;将z轴以5mm/s提升到10mm高度 G28;三轴归位 G1 Z5 F300;将z轴以5mm/s提升到5mm高度 G1 X0 Y0 F3600;将x、y轴以60mm/s到0位置 G1 Z0.2 F300;将z轴以5mm/s提升到0.2mm高度 G92 E0;将当前的挤出轴设为0的位置 G1 E8 F300;以5mm/s挤出8mm耗材 ;split line设置结束脚本,根据自己的需求进行更改 M107;关闭风扇 G92 E0;将当前的挤出轴设为0的位置 G1 E-2 F300;以5mm/s抽回2mm耗材 G1 X180 Y180 F2000;将x/y轴移动到(180,180)位置 M104 S0 ; 关闭挤出机 M140 S0 ; 关闭热床 M84 ; 关闭所有的点击 九、配置G代码
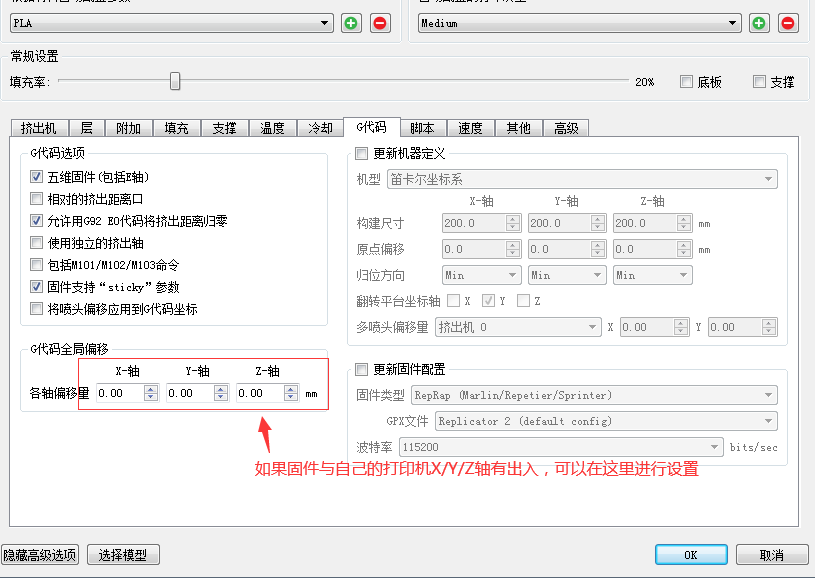
我的打印机Z轴有点过低,一打印便会进行触底。这里的便可以设置Z轴,这个偏移量要自己进行多次配置。特别是Z轴的偏移量,如果Z轴过低,会触底磨坏喷嘴和打印平台;但是如果Z轴过高,会发生卷边、粘贴不牢等问题。 注: 这里推荐这个up主的设置视频(包括了 1、先调试挤出机的挤出倍率,为了避免填充和轮廓间的间隙。 2、调试回抽距离 3、设置Gcode脚本 4、设置层(首层、顶层) 5、设置附加 6、搭桥设置(快速度、低挤出率) 7、设置支撑 8、设置热床温度 9、设置风扇转速 10、速度设置) 3D打印质量问题解决指南(23个常见问题解决办法) |
【本文地址】
今日新闻 |
推荐新闻 |