|
凸轮顺控指令有绝对值式凸轮顺控指令ABSD (FNC62)和增量式凸轮顺控指令INCD( FNC63)两条。 绝对值式凸轮顺控指令ABSD用来产生一组对应于计数值在360°范围内变化的输出波形,输出点的个数由n决定。 示例及使用:如图4-52a所示。图中n为4,表明[D.]由M0 - M3共4点输出。预先通过MOV指令将对应的数据写入D300~D307中,接通点数据(由OFF变ON)写入偶数元件,关断点数据放入奇数元件,如表4-12所示。当执行条件X0由OFF变ON时,M0 -M3将得到图4-52b所示的波形,通过改变D300 - D307的数据可改变波形。若X0为OFF,则各输出点状态不变。这一指令只能使用一次。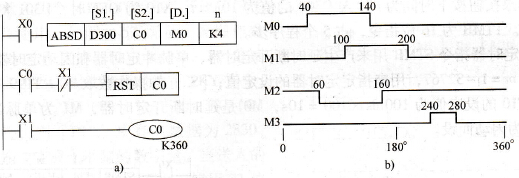 图4-52 绝对值式凸轮顺控指令的使用 a)绝对值式凸轮顺控指令b)输出波形 表4-12 旋转台旋转周期M0 - M3状态 图4-52 绝对值式凸轮顺控指令的使用 a)绝对值式凸轮顺控指令b)输出波形 表4-12 旋转台旋转周期M0 - M3状态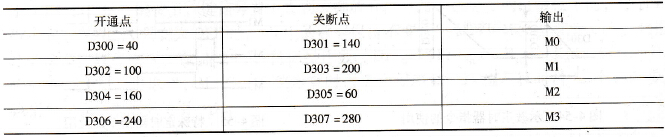 增量式凸轮顺控指令INCD也是用来产生一组对应于计数值变化的输出波形。如图4-53所示,n=4,说明有4个输出,分别为M0 - M3,它们的ON/OFF状态受凸轮提供的脉冲个数控制。使M0 - M3为ON状态的脉冲个数分别存放在D300 - D303中(用MOV指令写入)。图中波形是D300 - D303分别为20、30、10和40时的输出。当计数器CO的当前值依次达到D300 - D303的设定值时将自动复位。C1用来计复位的次数,M0 - M3根据C1的值依次动作。由n指定的最后一段完成后,标志M8029置1,以后周期性重复。若X0为OFF,则C0、C1均复位,同时M0 - M3变为OFF,当X0再接通后重新开始工作。 增量式凸轮顺控指令INCD也是用来产生一组对应于计数值变化的输出波形。如图4-53所示,n=4,说明有4个输出,分别为M0 - M3,它们的ON/OFF状态受凸轮提供的脉冲个数控制。使M0 - M3为ON状态的脉冲个数分别存放在D300 - D303中(用MOV指令写入)。图中波形是D300 - D303分别为20、30、10和40时的输出。当计数器CO的当前值依次达到D300 - D303的设定值时将自动复位。C1用来计复位的次数,M0 - M3根据C1的值依次动作。由n指定的最后一段完成后,标志M8029置1,以后周期性重复。若X0为OFF,则C0、C1均复位,同时M0 - M3变为OFF,当X0再接通后重新开始工作。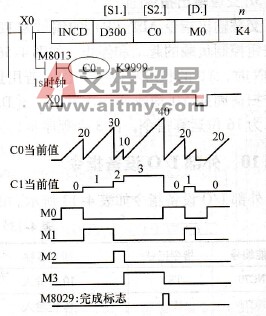 图4-53 增量式凸轮顺控指令的使用 凸轮顺控指令源操作数[S1.]可取KnX、KnY、KnM、KnS、T、C和D,[S2.]为C,目标操作数可取Y、M和S。为16位操作指令,占9个程序步。 图4-53 增量式凸轮顺控指令的使用 凸轮顺控指令源操作数[S1.]可取KnX、KnY、KnM、KnS、T、C和D,[S2.]为C,目标操作数可取Y、M和S。为16位操作指令,占9个程序步。
|