抓住鼠笼转子的焊接点,稍有不慎就会出大问题! |
您所在的位置:网站首页 › 墙改梁方法一定要清楚,稍有不慎会出大事的 › 抓住鼠笼转子的焊接点,稍有不慎就会出大问题! |
抓住鼠笼转子的焊接点,稍有不慎就会出大问题!
|
客户参观了女士的参展企业,对铜排转子中频焊接设备感兴趣。让我们以客户为话题简单谈谈转子的焊接。鼠笼式转子的端环和笼条用紫铜或铜合金焊接时,一般不采用熔焊。由于铜的焊接温度高,焊接后鼠笼变形大,焊缝和熔合区容易出现裂纹和气孔,而且由于铜焊接温度高,铁芯(尤其是两端)的绝缘经常损坏,影响转子的质量。女士参加了今天的交流钎焊工艺,希望大家能就这个问题发表一下看法。  为什么选择钎焊? 钎焊时的温度较低,鼠笼材料的组织和机械强度变化不大,鼠笼变形较小,接头平整而光滑,工艺过程较简单。针焊连接的机械强度可以满足鼠笼式转子的质量要求。因此,铜鼠笼转子一般采用铜焊。 钎焊工艺是同时加热母材(笼条和端环)和低于其熔点的焊料。焊料熔化后,在毛细作用下润湿填充端环与笼条之间的间隙,直接与母材作用,相互扩散溶解,凝固后形成牢固的接头。  鼠笼式转子钎焊包括气体火焰钎焊、中频感应钎焊等。火焰钎焊时,可使用乙炔气或液化石油气。由于火焰钎焊设备简单,施工方便,这种方法常用于鼠笼式转子的焊接。但是这种钎焊方法很难准确掌握钎焊温度,需要相当熟练的操作技术。焊接不当,由于热量在圆周上分布不均匀,产生较大的机械应力,往往导致焊缝和端环出现裂纹。因此,有必要对焊工的技术水平进行评估。有些电机厂采用中频感应加热钎焊鼠笼转子,加热迅速均匀,生产率和质量高。 关于焊料和焊剂 焊料是用来连接焊接头的填充材料,不同笼条应采用不同焊料。铜笼条可以使用铜磷焊料,具有良好的流动性和导电性;突出优点磷是一种很好的脱氧剂。铜焊紫铜时不需要焊剂。但钎焊黄铜时,由于磷不能还原锌,容易生成脆性磷化锌,使接头性能变差。在铜焊料中加入银可以明显改善焊料的润湿性,增强其强度和塑性,降低熔点,因此可以用更多的银代替焊料。 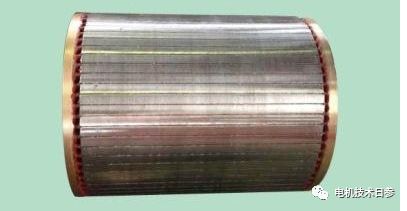 或者黄铜和青铜等铜合金起始笼条用银焊料钎焊,银焊料是银、铜和锌的合金。为了改善其工艺和机械性能,有时会添加镉、镍和锰。这种焊料具有优良的工艺性能,熔点低,润湿性和嵌缝性好,强度高,塑性和导电性好。 一般采用收缩硼砂或三分之一硼砂加三分之二四氟硼酸钾作为熔剂。 钎焊工艺流程 以内层为铜笼条,外层为黄铜笼条的双鼠笼转子为例,简述其工艺过程。 准备工作 确认笼条和端环符合图纸要求后,清除毛刺、油渍、氧化皮等。以使钎焊接头光滑。转子垂直放置。用铜锤或木头将内笼条依次轻轻打入转子的槽内,使其对称伸出铁芯两端。插入内端环,根据图纸校正端环高度。笼条的末端至少应与端环齐平。环和芯之间的距离不应小于3毫米。  钎焊工艺流程 (1)将端环均匀加热至200-300; (2)沿圆周对称位置逐个焊接内笼条。 (3)用小锤清理焊渣,检查有无缝隙、凹坑和未焊透,必要时从背面补焊。 (4)翻转转子,如在另一端焊接内端环之前。 (5)穿上外笼条,套入外端环,检查并调整内外端环之间的距离。焊接方法与内层相同,但应使用银焊料,特别注意不要熔化黄铜笼条。 防止 助焊剂的腐蚀作用,钎焊后应马上进行清洗。用10~15%柠檬酸水溶液,刷洗钎焊接头处。最好在端环温度约为150~200℃时进行。然后用热水冲洗,最后用压缩空气吹干。 焊接鼠笼转子的操作要点 ●打入笼条时,不能敲“毛”或弯曲,转子端环和笼条的装配间隙,一般为0.1~0.2毫米。端环和笼条配合间隙的大小,很大程度上决定了焊缝的致密性和强度。间隙过小,装配困难,由于接触不均匀会妨碍焊料的流入;间隙过大,则会破坏焊缝的毛细管作用,使焊料不能填满间隙,还可能造成大量焊料流失。笼条穿入铁心时受弯曲应力,这是造成日后断条的一个重要原因。打入笼条时,要特别注意不使其“蹩劲”,防止强力装配。 ●铜和铜合金导热性强,端环尺寸又都较厚大,故要选用大号焊嘴,采用中性火焰的外焰加热,火焰应冲向导热较强的铜端环。为保证均匀加热,焊枪要不断移动。  操作时应注意不使零件熔化。被焊工件加热到500℃左右(目测为暗红色),用灼热的焊料头蘸硼砂添加于被焊接处。继续加热到700℃以上(深樱红色),将焊料触及钎焊接头处,使焊料熔化。由于毛细管作用焊料被吸入间隙中,用火焰在下面烤工件,使焊料流满整个间隙,下面露出焊料即移开火焰,待稍冷后再补充一些焊料,使焊缝表面光滑,上下形成饱满的圆根。 ●焊接起动绕组黄铜笼条,不能用焊枪对着黄铜杆加热,因为黄铜由固态变为液态的时间很短,不像紫铜那样有一个塑性过渡,稍不注意黄铜杆很容易被烧坏。黄铜中锌的沸点低(906℃),焊接过程中极易蒸发,在空气中生成白色烟雾状的氧化锌。锌的烧损不仅降低了接头的机械强度和抗蚀性,而且氧化锌烟雾会引起焊工严重的慢性中毒。因此,焊接中切勿把黄铜杆烧熔。  ●应该采取各种措施降低焊接应力,如采用多矩头焊接,注意焊接顺序,铁心、笼条及端环进行预热减少温差等。焊接时应尽可能快些,不使端环过热,以减少鼠笼变形,和不产生大的应力。否则,焊后会发生笼条向内弯曲的现象。焊接所造成的鼠笼变形和内应力,在电机的起动、运行过程中往往引起断条。 以上非官方发布内容,仅代表个人观点。 |
【本文地址】