塑料制件开裂失效!别忙换原料,3步法查明原因 |
您所在的位置:网站首页 › 塑料材料表面出现光面的原因 › 塑料制件开裂失效!别忙换原料,3步法查明原因 |
塑料制件开裂失效!别忙换原料,3步法查明原因
|
1 材质主成分分析 利用TGA及DSC及FTIR对于开裂制件进行分析,结果表明制件的主要成分为POM。
图3 制件红外光谱图 2 开裂断面形貌分析 光学显微镜测试结果如图所示,从制件开裂面的中部形貌图看到表面拐角处的裂纹最大,可能与结构设计有关,此结构中有金属嵌件,导热系数存在较大差异引起收缩率的差异容易导致内应力过大。 从制件 开裂面局部形貌图,可以看出部分 开裂从外部开始,与应力集中有关。
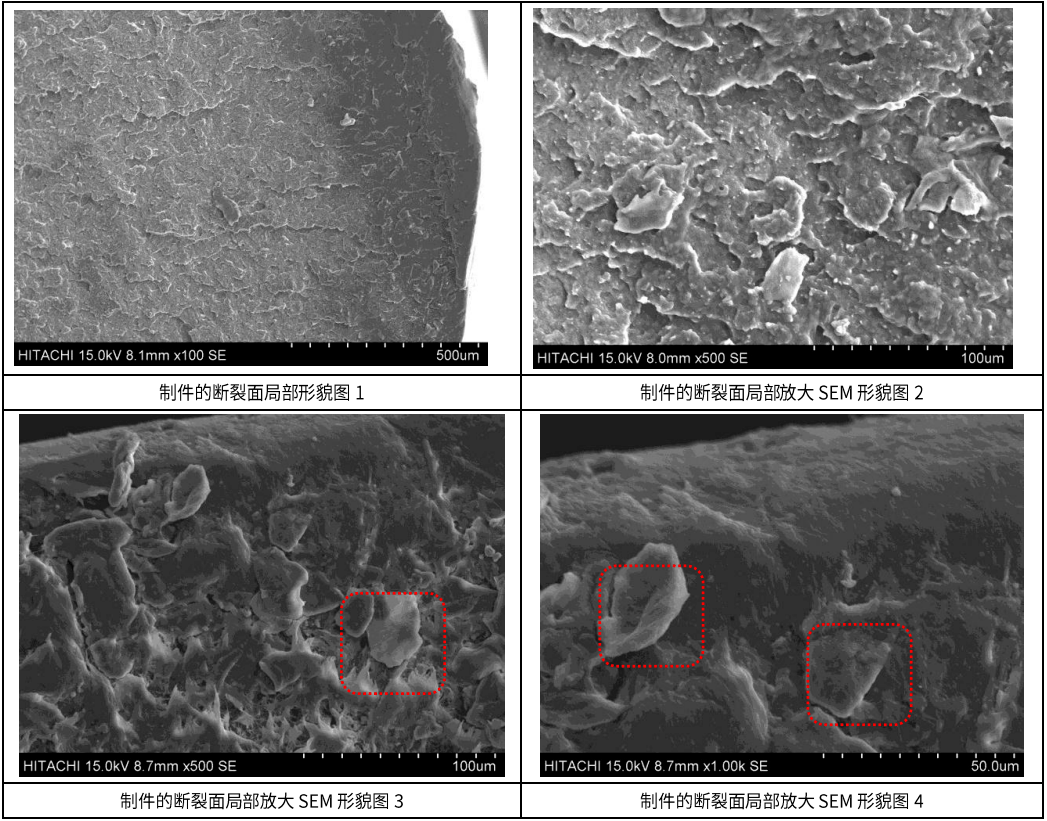
图4开裂面光学显微镜形貌图 从制件的开裂面局部放大 SEM形貌图可以明显看出,制件的开裂断面形貌图为鳞片状脆性开裂断面特征形貌,且部分开裂断面存在片状异物,可能是部分成分相容性不好。
图5 开裂面扫描电子显微镜形貌图 对样品拆解过程中,发现制件的开裂断面出现较大空洞和圆形空洞,如图6所示,而空洞容易导致应力集中,进而发生应力开裂。
图6 目视化分析图 3 开裂断面成分分析
图7 SEM-EDS分析结果 从上面SEM-EDS分析结果可以看出,制件的开裂断面正常区域主要是C和O组成,片状区域除了含有C和O外还含有Na、Si、Cl、K、Ca等元素。
图8 制件表面GC-MS图谱分析结果 对制件的开裂断面进行溶剂抽提,并进行GC-MS分析,从质谱图中可以看出表面主要是润滑剂等物质。 二、案例分析 1)根据FTIR及TGA、DSC对于材质成分分析结果可知:制件的主要成分为POM; 2)根据光学显微镜、SEM及目视化分析开裂断面的形貌图可知,制件的开裂在拐角处裂纹最大,可能与结构设计有关;此结构中有金属嵌件,导热系数不同导致收缩率的差异及制件中部存在较多空洞的缺陷容易导致内应力过大,易引发开裂; 3)根据SEM-EDS及GCMS对于开裂断面成分分析结果可知,断面存在片状物质,片状物质存在较多Na、Si、Cl、K、Ca等元素,可能与树脂体系不相容,形成应力集中点; 综上所述,制件的开裂原因可能是有金属嵌件的结构设计及注塑缺陷及外来污染物有关。 建议 1)减少金属嵌件的设计,优化制件结构; 2)优化工艺条件,减少加工缺陷; 3)管控生产条件,减少外来污染。 文章来源:国高材分析测试中心 多射植入注塑(MSIM)应用系列之前世今生 模内植入带电池PCB板的硅胶注塑应用案例 移液吸头自动化生产:注塑1模48腔,快至5.5秒! 多射植入注塑(MSIM)应用系列之前世今生 模内植入带电池PCB板的硅胶注塑应用案例 移液吸头自动化生产:注塑1模48腔,快至5.5秒! 活动推荐:返回搜狐,查看更多 |







【本文地址】
今日新闻 |
推荐新闻 |