注塑成型的拔模角度:設計指南和實踐 |
您所在的位置:网站首页 › 塑料拔模角度一般是多少度 › 注塑成型的拔模角度:設計指南和實踐 |
注塑成型的拔模角度:設計指南和實踐
|
當我們談論塑膠注塑零件的最佳實踐時,有些是不可避免的。排在第一位的通常是注塑拔模斜度。每個射出成型設計都旨在實現可製造性。因此,您必須考慮該過程的每一步。 儘管您的零件可能在模具中正確成型,但在脫模過程中可能會出現問題。 這可能會在模塑部件中產生不需要的缺陷。 拔模角度將有助於避免許多這些不必要的問題。 在本文中,我們將討論注射角度的好處和便於零件注射的設計指南。 雖然我們稍後會詳細介紹這些好處,但讓我們簡要介紹一下拔模角度。 什麼是拔模角度?拔模角是指應用於注塑零件大多數特徵側面的傾斜度。注射角度的定位應使其朝著模具拉力和分型線的方向延伸。它們有助於輕鬆地將模製零件從模具中脫模。 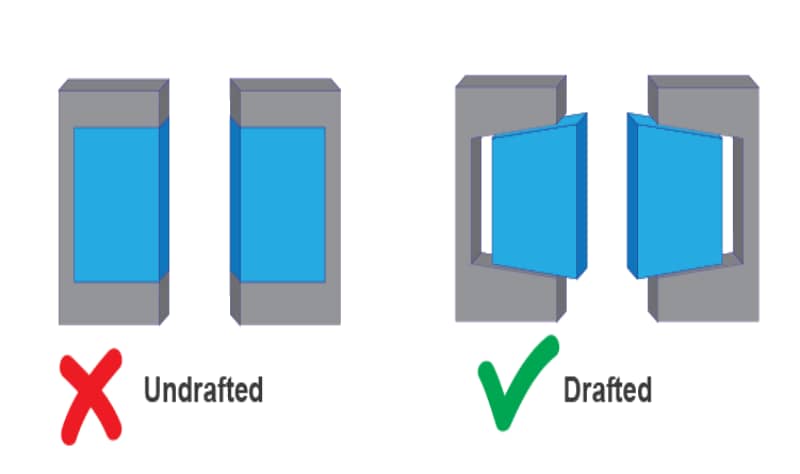 您的99% 注塑設計 成功製造的零件將需要拔模角度注塑成型。 成型零件表面上的角度逐漸變細。 因此,在脫模時,零件可以輕鬆地滑過模具的型腔和型芯。 拔模角度的好處多次, 拔模角度 可能會產生利益衝突。成型商喜歡並推薦拔模角度。然而,模具製造商發現在所有型腔和型芯表面上加工角度是一項艱鉅的任務。有些人也認為拔模角度可能會使零件設計變得複雜。 然而,至關重要的是要注意拔模角度提供了廣泛的好處。 它們對於確保模製零件符合所需的質量標準至關重要。 沒有草稿,您會增加出現注塑成型問題的機會。 這可能會不必要地增加生產成本和交貨時間。 當零件中沒有設計拔模時,摩擦和真空通常會引起問題。 這些可能會損壞您的零件。 在極端情況下,模具也會受到影響。 塑料在冷卻前會收縮。 因此,零件的某些部分可能會脫離模具。 其他部分將抓住核心。 拔模角度讓您可以使用簡單的推力 頂針 將您的零件從模具中彈出。這樣,您就可以防止零件表面在彈出時沿著模具被拖曳。零件表面和模具表面之間的摩擦可能會導致刮痕並影響零件的外觀。 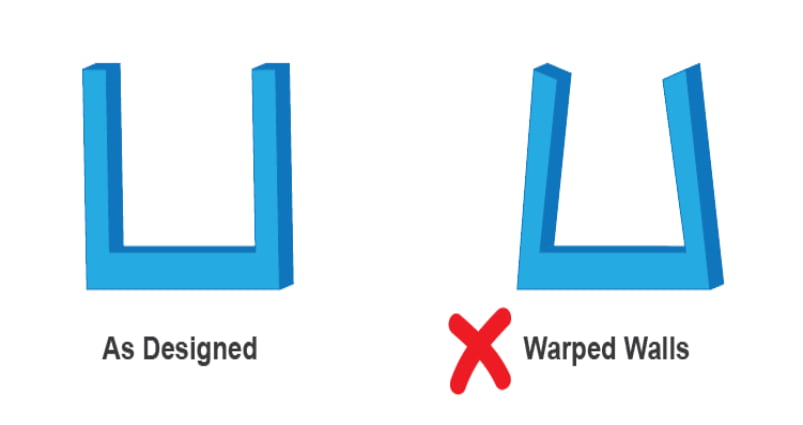 此外,注射角度防止在噴射過程中形成真空。如果沒有通風,可能會導致頂針推動元件,直到出現真空壓力。這可能會導致零件在彈出時彎曲、斷裂或翹曲。 在您的設計中添加拔模角度將幫助您避免這些問題。 因此,您可以改善零件的裝飾效果並降低生產成本。 拔模角度還可以幫助您避免複雜且昂貴的彈射設置。 總而言之,為您的設計添加註入角度:在需要時確保光滑、均勻、無划痕的飾面減少頂出過程中因摩擦而損壞零件的可能性確保其他表面紋理和飾面的均勻性和完整性減少模製零件的磨損減少損壞模具的機會最大限度地減少幾何形狀的翹曲通過消除或減少對複雜噴射設置的需求來減少整體冷卻時間直接和間接降低整體生產成本拔模角度設計指南和最佳實踐首先,您必須注意,沒有一個適用於所有模製零件的足夠拔模角度。 每個單獨的部分都有其獨特的吃水要求。 較大的零件可能比較小的零件需要更多的草稿。 此外,在高壓下成型的薄壁部件可能比在低壓下成型的部件需要更多的拔模。 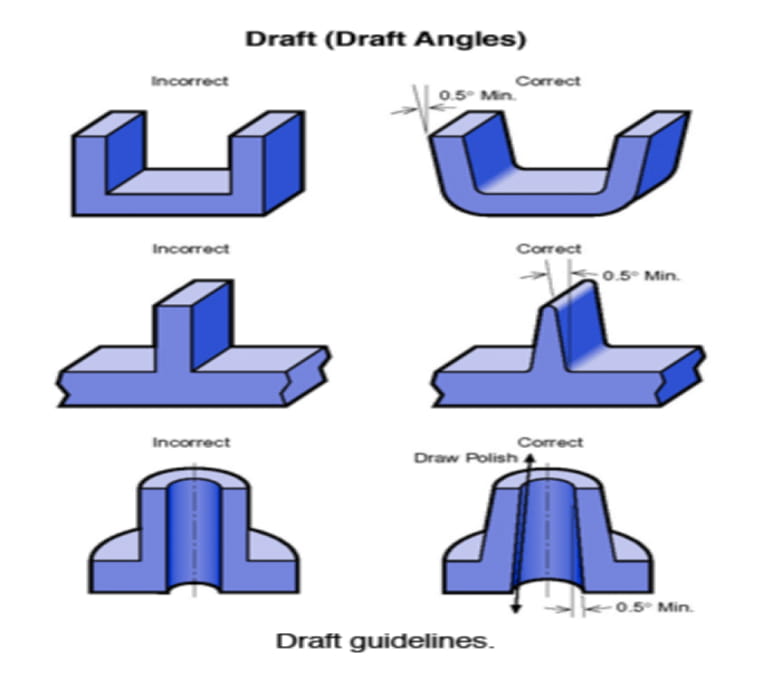 考慮到這一點,這裡有一些設計草案的一般指南和最佳實踐: 1. 大多數零件需要 1½ 到 2 度的拔模角這是一條經驗法則,適用於深度不超過 2 英吋的模製零件。對於此尺寸,大約 1 度的拔模斜度足以輕鬆地將零件從模具中脫模。這有助於防止熱塑性材料收縮時損壞零件。 2. 拔模角應平均每英寸深度的附加度數這種做法最適合較大或較深的零件。 這些類型的零件需要更多的草稿來考慮增加的表面積。 額外的注射角度還考慮了脫模過程中發生的摩擦。 3.拔模角度應朝向模具的“頂部”這意味著當分離發生時,拔模應遵循模具向上或遠離的方向。 假設您熟悉帶有拔模牆的空心盒子。 在這種情況下,您會注意到敞開的頂部比底部略寬。 這是正確應用拔模的結果。 4. 有紋理的零件通常需要更多的吃水有些零件的表面可能設計有復雜的紋理。 其他的可能有凹陷或凸起的表面。  對於此類部件,拔模角應增加 1½ 至 2 度以達到最佳。 添加的速度應為每 1 英寸(千分之一英寸)的表面深度再增加 0.001 度。 5.一件作品的每個組成部分都應該有拔模角度具有複雜幾何形狀的材料或具有緩和張力特徵的零件應具有拔模斜度。這些特徵包括角撐板、百葉窗、肋骨等。它們都是良好設計的關鍵組成部分。因此,與模具接觸的任何這些特徵都應包含注射角度。 6. 結合零件兩側的拔模角提供更多好處某些材料(例如實心圓柱形零件)的分型線通常位於中間。 在這種情況下,零件的兩端都應具有拔模斜度。 這是因為這種操作涉及兩個脫模動作。 7. 垂直表面至少應有半度的氣流當設計需要從垂直表面的底部到頂部的角度一致時,此準則很重要。 半度的吃水度為需要直牆的設計提供了一個有效的折衷方案。 它還有助於零件滿足注塑成型要求。 8. 始終建議有一個拔模角度重申這一事實很重要,因為許多設計師傾向於抵制納入草稿。無論多小,工程師都必須始終提倡某種程度的草案。草圖設計始終是最好的,因為您不太可能找到需要零度角的設計案例。請記住這句話:“任何草稿都比沒有草稿好。” 注塑成型中的特徵深度和最小拔模角度有幾個因素會影響拔模角度的選擇。 這些因素包括壁厚、壁深、收縮率、材料選擇、表面處理/紋理、噴射和製造能力。 下表顯示了成型零件的特徵深度和所需的最小拔模深度。 特徵深度最小厚度/吃水0.25英寸0.040 英寸/0.5° 0.5英寸0.040 英寸/1°0.060 英寸/0.5° 0.75英寸0.040 英寸/2°0.060 英寸/1°0.080 英寸/0.5° 1英寸 0.060 英寸/2°0.080 英寸/1° >0.100 英寸/0.5°1.5英寸 0.080 英寸/2°>0.100 英寸/1° 2英寸 >0.100 英寸/2° 結論本指南的目的不是討論拔模角度,因為它是一個有吸引力的設計特徵。 相反,拔模角度是成功設計零件的重要組成部分。 他們確保有效和高質量的生產過程。 忽視拔模角度會導致大量零件被拒收。 它還可能導致模具損壞。 最好始終了解注塑成型的最佳實踐。 其中之一是在註塑成型中加入拔模角。 在 RapidDirect,我們是注塑成型專家,隨時準備與您分享我們的專業知識。 我們的工程師對注塑成型的最佳實踐有著深刻的理解,我們將它們融入到我們的服務中。 我們的工程師可以充分評估您的設計並提供建議。 我們提供免費的 DfM,以確保您從零件設計中獲得最佳結果。  我們廣泛的製造服務包括強大的 注塑服務. 如果您不確定您的拔模角度是否足以滿足您的需求,我們可以進行設計討論。 此外,我們還提供零件的一般檢查,以確保它們為成型工藝做好準備。 所有這些服務都以具有競爭力的價格提供。 在此處上傳您的設計文件常問問題 - 注塑成型的拔模角度聚乙烯材料的草案應該是什麼?每側 1 度的注塑脫模斜度將是有益的。 高度拋光的表面會導致 LDPE 粘附在型腔和型芯上。 因此,大約 1½ 度的氣流將有助於輕鬆釋放零件。 如何計算拔模角度?工程師將拔模角計算為度數。 在極少數情況下,角度計算為毫米或英寸測量值。 計算從模具的垂直軸開始。 它有助於解釋塑料材料的收縮。 |
【本文地址】
今日新闻 |
推荐新闻 |