纯干货:海洋钢结构T、Y、K型管节点焊缝尺寸控制 |
您所在的位置:网站首页 › 坡口怎么量 › 纯干货:海洋钢结构T、Y、K型管节点焊缝尺寸控制 |
纯干货:海洋钢结构T、Y、K型管节点焊缝尺寸控制
|
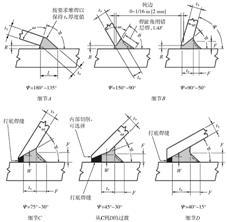
如图1所示,T、Y、K管节点在接头处连接形成一条曲线,在该曲线上的任一点作一条切线,沿此切线的两个方向作垂线,两条垂线的夹角即为T、Y、K管节点二面角 ψ。根据ψ的大小,可以将T、Y、K管节点分为图1中的A,B,C,D四个区域。
与这四个区域相对应的二面角范围如表1所示。在各细节区的二面角是有重叠的,这意味着接头几何形状并不是从一个细节区突然变为下一个细节区,而是连续变化的。 使用二面角测量工具沿T、Y、K管节点表面依次进行测量,根据表1中的二面角区域划分,用记号笔在接头表面标记出这四个区域,如图2所示。
组对检验 组对检验T、Y、K管节点接头。分别测量接头的根部间隙R和坡口角度φ,如图3、图4所示。
根部间隙和坡口角度是接头重要的参数指标。根部间隙过大,容易产生烧穿和焊瘤;根部间隙过小,焊条伸不进去,根部不易焊透。坡口角度过大,会增加焊材填充量和焊接时间,效率低下,并造成热输入过大,降低焊缝组织性能;坡口角度过小,则根部不易焊透,会造成接头强度不够[3]。根部间隙R和坡口角度φ范围如表2、表3所示。
C区、D区的测量和标记与A区和B区类似,略有不同。与根部间隙不同的是有一个“W”尺寸。良好的焊缝金属必须在这个坡口宽度上开始。超出W尺寸,如深入到坡口里面,焊缝金属(AWS图3.8中的“背部焊道”)不需要被探测[4],也避免了不存在焊缝金属的情况。如果两个构件的C区和D区的组对间隙大于等于W,焊道必然会渗透到支管的坡口面(就像A区和B区一样)。测量这些区域最小焊喉即计算W最简单的方法,就是拿一根一定长度的尺子,在端部做个斜切,使剩余宽度等于W。将这个工具插入坡口内,直到接触到斜边,就可直接读出焊喉尺寸。
计算焊缝尺寸tw和L,做参考标记系统 利用表4中的公式计算焊缝尺寸tw和L。以70°二面角、支撑管壁厚tb=25 mm为例,则最小焊喉tw=tb/sin70°=25/sin70°=26.6 mm。计算出结果后,在接头表面标记出长度。需要注意的是,该点焊接完成后,坡口被焊道覆盖,无法在接头内部测量此处的有效焊喉tw,因此需要标记一个参考点,该参考点距离接头100 mm,即参考点就是距离接头根部126.6 mm(26.6 mm的最小焊喉加上100 mm)的点。连接这些参考点,就形成一条关于该接头最小焊喉尺寸的参考线。
焊道尺寸检验 焊接作业完成后,根据AWS D1.1/D1.1M-2010外观检验接收标准[2]检验T、Y、K型管节点焊道截面和尺寸。结果表明,焊道外观尺寸满足要求。
结 论 (1)进行组对检验时,需确保T、Y、K型管节点坡口角度、根部间隙和钝边情况满足WPS等要求。 (2)测量T、Y、K型管节点4个区域(A、B、C、D)的二面角,做好关于所需最小焊喉和焊角尺寸的参考标记系统。 (3)本套参考标记系统为焊工、焊接检验员和UT技术人员能够准确判断T、Y、K型管节点焊缝尺寸提供了有效参考,提高了检验合格率。 本文编辑:糖糖 来源:《电焊机》杂志2017年第六期 作者:张欢欢 ◎本文由焊割在线整理发布,转载请注明 ❤ 第二步: ❤ ❤返回搜狐,查看更多 |










【本文地址】
今日新闻 |
推荐新闻 |