气动型无气喷涂机操作维护指南 |
您所在的位置:网站首页 › 喷涂机压力小的维修视频 › 气动型无气喷涂机操作维护指南 |
气动型无气喷涂机操作维护指南
|
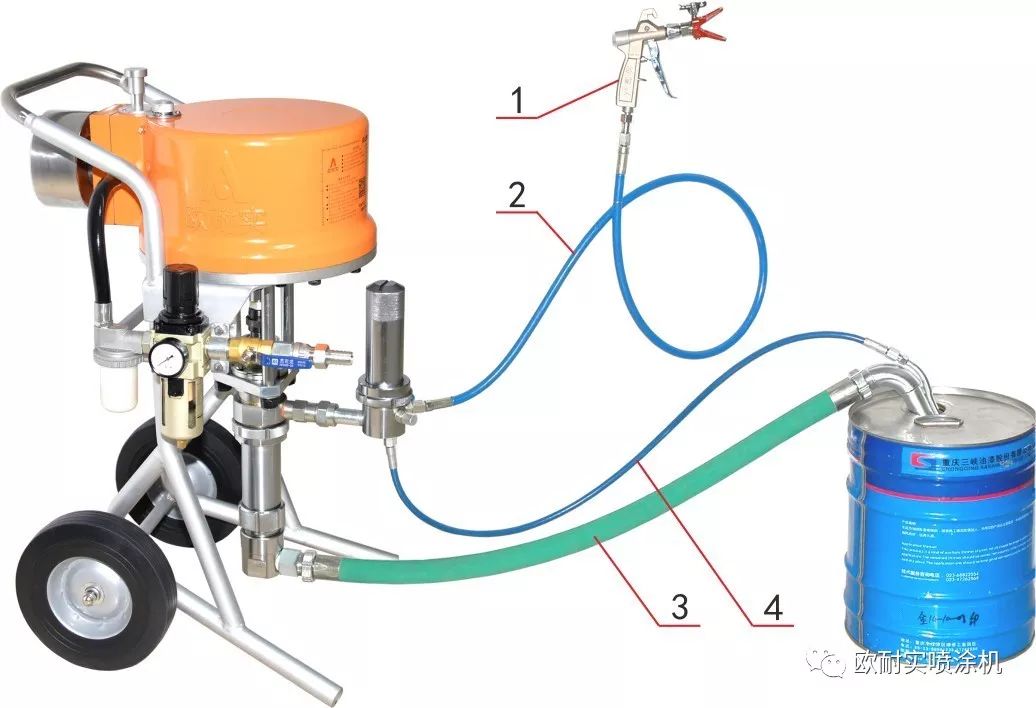
喷涂前必须仔细检查并拧紧所有的接头。 喷涂前必须仔细检查并确认高压软管完好无损,如有损伤必须整条更换。 喷涂前必须仔细检查并确认喷枪扳机保险能安全操作。 喷涂前必须了解涂料技术参数,确认涂料和溶剂对本设备是适合的。 喷涂时必须配戴符合安全卫生要求的护目镜、手套、防护服和防护口罩等。 严禁将喷枪对准任何人身体的任何部位或将手放到喷嘴前面。 严禁用手、身体、手套或抹布去堵渗漏处。 严禁拖拽高压软管经过狭窄地方、尖锐边缘、灼热表面或被任何物体碾压。 严禁扭绞高压软管、过度弯曲高压软管或用高压软管去拖拉设备。 确保进气压力表显示正确,经过减压阀后进气压力不得超过0.6MPa。 停止喷涂时必须锁住喷枪扳机,并打开喷涂机放泄阀。 严禁在进气阀开启和未卸压力的情况下,松动涂料泵、高压软管及喷枪等连接部位。 喷涂完工后必须及时清洗并仔细检查喷涂机,发现问题应立即维修。 一、开箱组装 1.首先检查包装箱是否完好无损,如有破损必须拍照留存。 2.开箱后对照发货单清点零部件是否有缺失和损伤。 3.按下图所示将压力表(7)安装到调压阀上。 4.安装吸入软管(3)和放泄软管(4)。 5.高压软管(2)先接8mm的,再接6mm的,最后接喷枪(1)。(注意:先不要安装喷嘴) 6.再检查一遍各管路接头、螺栓、螺母等是否拧紧
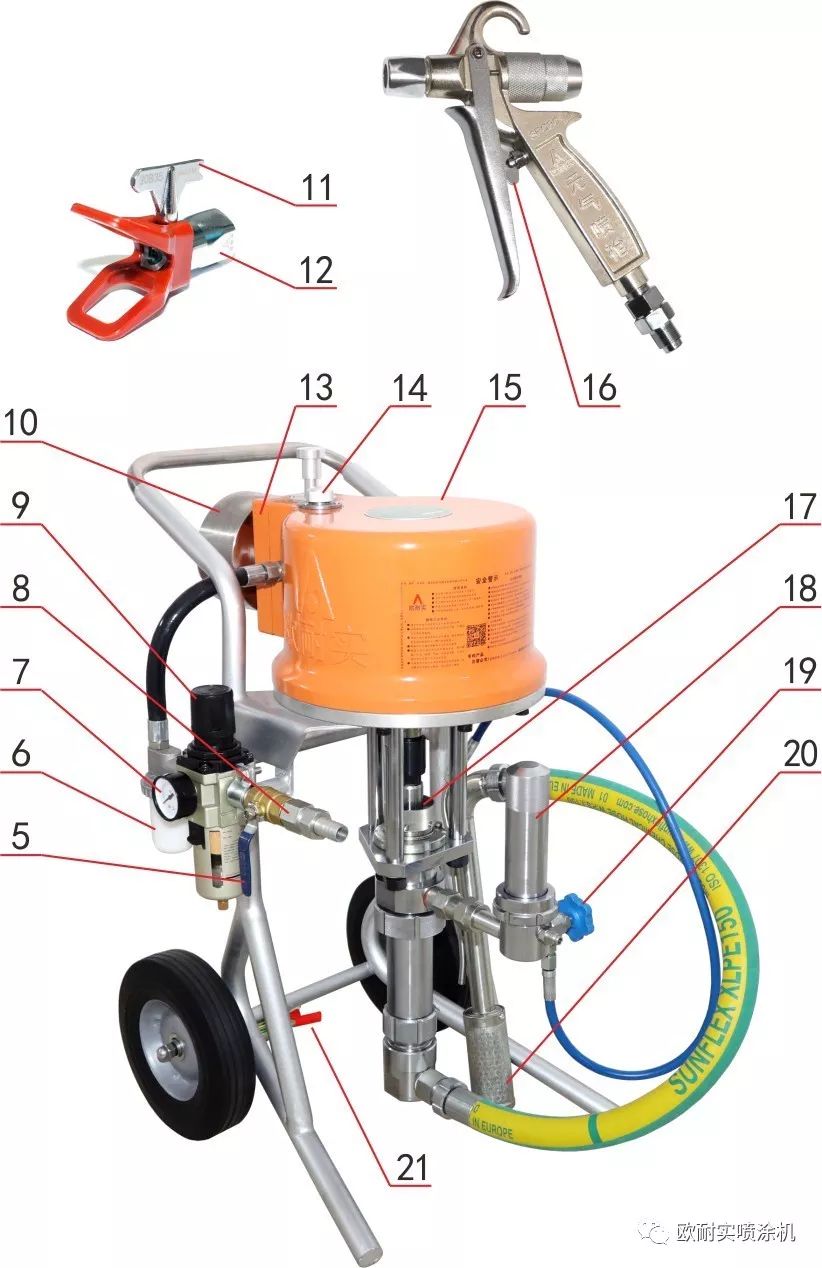
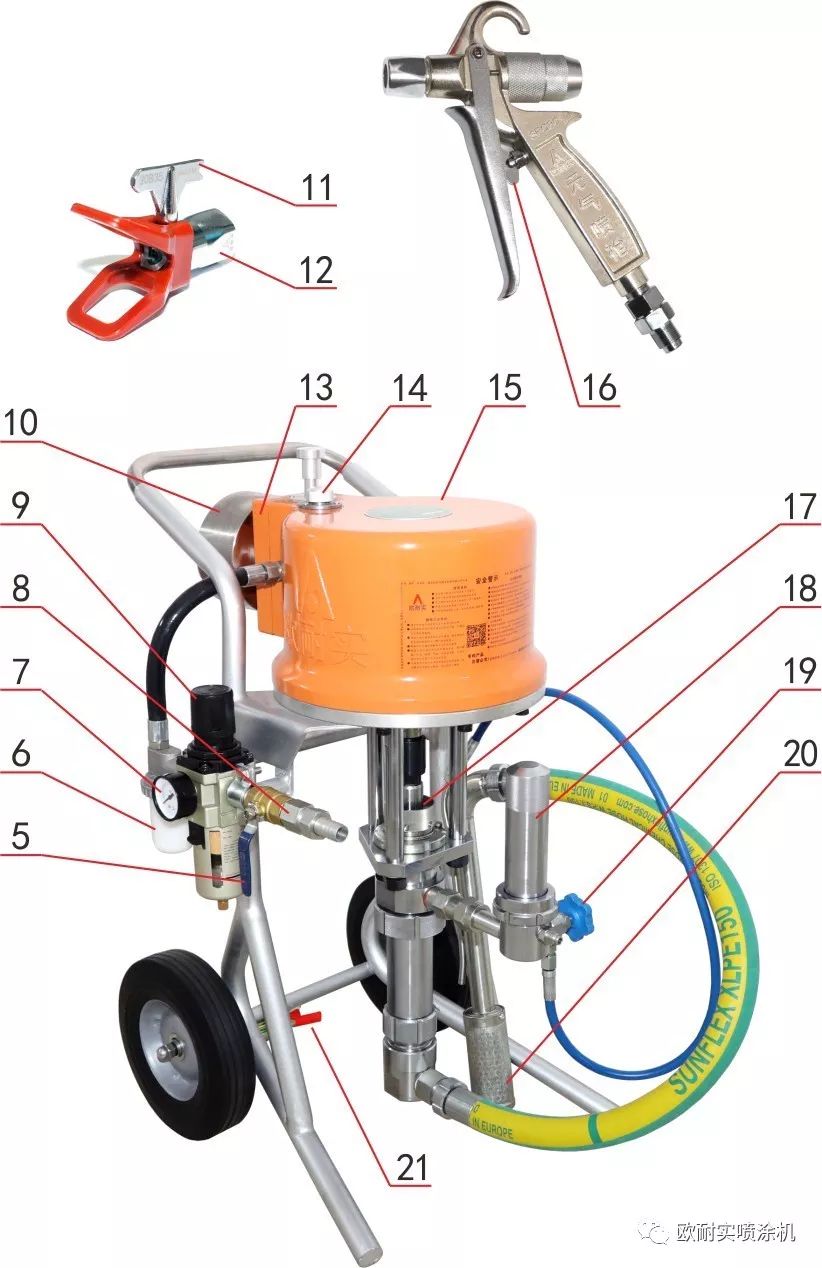
二、检查和熟悉喷涂机 1.将喷涂机接地线夹(21)可靠接地,以免产生静电引发事故。 2.检查油雾器油杯(6)并添加清洁的10号润滑油。在寒冷季节消音器(10)“积霜”严重,影响喷涂机正常工作时,可将消音器卸掉。同时将油杯中润滑油改为“防冻液”并建议安装空气加热器。 3.给泵座油杯(17)内添加润滑油,以免涂料渗漏固化后拉伤柱塞杆。 4.熟悉放泄阀(19)和进气阀(5)的开关方向,熟悉调压阀(9)的操作方法(先上拉解锁,顺旋增压,逆旋减压,再下压锁定)。
三、接通气源 1.接通气源,空压机排量不小于1.5立方米/分钟,压力不低于0.6MPa。 2.压缩空气管路及接头的通径不小于6分(约19mm)。如果气源离喷涂机较远,通径应尽可能大,以减小管路损失。 3.压缩空气应洁净干燥,最好配备分水过滤器和空气干燥器。 四、试运行和清洗喷涂机 1.准备好与涂料相匹配的稀释剂,用错稀释剂可能后果很严重。 2.缓慢打开进气阀(5)不超过1/3,让喷涂机缓慢运行,往复低于20次/分钟。将吸入管插入装有少量稀释剂的桶中,打开放泄阀(19),排完泵体内的空气后关闭放泄阀,此时喷涂机应静止不动。 3.将喷枪前端插入稀释剂桶中,打开喷枪清洗高压软管和喷枪。清洗完毕后关闭进气阀。 4.换干净稀释剂再洗一遍,新泵内残存机油会影响涂膜附着力。 五、开始喷涂作业 1.将喷嘴装到喷枪上,注意喷嘴与喷枪出口处要装密封垫。 2.将吸料管插入涂料桶,打开放泄阀,慢慢打开进气阀不要超过1/3,缓慢运行喷涂机,排完泵体内的空气后关闭放泄阀,此时喷涂机应静止不动。 3.将进气阀全打开,试喷几枪观察涂料雾化及飞溅情况,调节进气压力(不超0.6MPa)。只要涂料雾化良好,进气压力越低越好。 4.喷涂时,手持喷枪方向应与被涂工件垂直或稍微倾斜,移动方向应与被涂表面平行,快慢均匀且以不产生流挂为妥。 5.喷涂过程中暂停喷涂时,应将喷枪板机保险(16)锁住。任何情况下枪口都不能朝向自己或他人,以免误压扳机伤人。如果保险锁住后,仍能打开喷枪,应调节枪针尾部的小螺母或夹套。 6.喷涂时回转喷嘴轻微堵塞时,可转动手柄(11)180度,扣动喷枪扳机,借助涂料压力将堵塞物吹出。如完全堵塞,须松开喷嘴连接螺母(12),卸压后才能转动手柄,强行扳动易损坏喷嘴。 六、完工清洗 1.喷涂结束后,必须及时清洗干净喷涂机。不及时清洗或清洗不彻底,涂料结块后会加剧涂料缸、柱塞杆、密封圈等零件的磨损。涂料结块固化会阻塞涂料系统通道,使喷涂机无法正常工作。 2.对环氧富锌、无机锌等容易沉淀的涂料,在喷涂过程中必须连续不停的搅拌。发现喷涂机运行不大正常时,必须及时清洗检修喷涂机后再继续喷涂。吸入滤网(20)应及时清洗。 3.清洗时,先将涂料泵、高压软管和喷枪内剩余涂料排出,然后用稀释剂空载循环,将涂料泵、放泄阀、高压软管、喷枪、喷嘴等全部涂料回路清洗干净。换干净的稀释剂再清洗一遍。清洗时打开进气阀不要超过1/3,缓慢运行喷涂机,往复低于20次/分钟。 4.每周清洗一次涂料过滤器(18)和气滤外套(8)内的滤网滤芯。(参见后面第4页故障现象2)。 七、维护保养 1.未经培训的人员不要随意拆卸整机。尤其是气动马达及配气换向装置,不要轻易拆卸,以免不慎损坏影响正常使用。如确实已磨损,必须保养或更换易损件时,应由经培训的人员进行。要小心谨慎,切勿碰坏、划伤、错装或漏装。配气块(13)及滑块的工作面应平整,如工作面已严重磨损,影响配气换向时,可以用金相砂纸仔细修研。如维修有困难,可寄回我公司维修。 2.换向滑块背部的R通槽和两端部,与换向活塞是间隙配合。滑块在换向活塞中的轴向和径向滑动应灵活。如因变形造成配合太紧或“卡死”,可用砂布仔细砂磨滑块,直至配合灵活自如。 3.保养维修时,气缸(15)及配气块,不准用苯类、酮类等强溶剂擦洗,更不准浸泡在强溶剂里,以免脱胶窜气,造成配气换向气路紊乱,影响气动马达正常工作。喷涂机中所有O型圈等橡胶密封件,也不准用强溶剂擦洗和浸泡,只能用汽油或非溶剂性清洗剂清洗。 4.气缸、配气换向系统、先导阀(14)、油雾器、调压阀等气路各零部件,清洗保养组装时,切忌进入铁锈、砂粒等脏物。 5.装拆设备应注意各零件的位置、顺序和方向,不随意增减泵座内V型密封圈(22)和柱塞阀体上V型密封圈(23)的数量。组装时,各紧固螺钉、螺栓、螺母必须拧紧,以免发生意外。特别是活塞杆与柱塞阀体之间必须拧紧,并将锁紧螺母锁紧,以防螺纹松脱后冲顶气缸,发生危险。 6.气动马达与分体式泵体连接的三根螺栓必须拧紧,以保证气动马达和涂料泵的同轴度。 7.喷砂机与喷涂机在同一场地进行喷砂作业时,必须注意喷涂机的防护,以免喷砂时磨料进入喷涂机,损坏或加剧喷涂机的磨损。 8.对堵塞的标准喷嘴,必须先用溶剂浸泡后再清洗,或用毛刷仔细剔除脏物,勿用硬物乱拨,以免损伤喷嘴。 9.维修保养时需要更换的各种零部件,应使用我公司提供的产品。使用非我公司提供的零部件而造成的质量、设备或人身事故,不属我公司责任范围。 八、常见故障与排除方法 气动喷涂机的故障大体可以分为两类:涂料系统故障和气路系统故障。出现故障时切忌盲目拆卸,应按下述方法逐步进行分析和排除。 提示:排除故障前必须先关闭进气球阀(5),并打开放泄阀(19)卸压。
故障现象1:气动马达能正常换向,但往复运动不匀速,喷涂时量小无力,且关枪后喷涂机不能自行静止。 1.放泄阀(19)关闭不严。判断方法:放泄管有涂料流出。 2.查看吸入滤网(20)是否堵塞。 3.吸入软管(3)两端接口密封不好,漏气,造成涂料吸不进去。判断方法:拆掉吸入软管,将吸入弯头直接插入小桶涂料或稀释剂中,则故障现象消除。 4.吸入阀(28)关闭不严。阀口有异物堵塞、大阀球(27)复位不及时、阀球或阀口气蚀。判断方法:开启放泄阀,在活塞杆下行时突然关闭放泄阀,活塞杆不能立即停止。 5.柱塞阀(26)关闭不严,异物堵塞、弹簧(24)折断、小阀球(25)或阀口气蚀。判断方法:开启放泄阀,在活塞杆上行时突然关闭放泄阀,活塞杆不能立即停止。 6.柱塞阀体上V型圈(23)磨损内漏。判断方法:开启放泄阀,在活塞杆上行时突然关闭放泄阀,活塞杆不能立即停止。 7.泵座内V型圈(22)磨损泄漏。判断方法:泵座油杯或观察孔有涂料漏出。
故障现象2:气动马达往复运动正常,但喷涂时压力明显不足,雾化不好,关枪后喷涂机能自行静止。 1.查看涂料类型及粘度,看所选喷涂机压力比是否合适,喷嘴流量是否太大。 2.高压软管是否接的太长,喷枪与喷涂机是否有很大的高度差。 3.气源是否达到压力0.6MPa,流量1.5立方米/分钟的要求。判断方法:喷枪关闭时压力表显示有0.6MPa,但开枪后掉到了0.4MPa以下,说明进气量不够。可能进气滤芯(29)堵塞、快插接头或管路通径不足、空压机流量太小、接头漏气、各处阀门没有完全打开等等。 4.涂料过滤器中滤网(30)堵塞。
故障现象3:气动马达停机,不能正常换向,上观察螺丝或者下盖排气孔一直排气。如上端排气就检查上先导阀,如下盖排气就检查先导阀,如果上下都排气,则上下先导阀体都要检查。 1.先导阀弹簧(31)失效,导致先导阀芯(32)不能复位。 2.先导阀关闭不严,可能先导阀内黑色平垫(33)漏气。 3.先导阀内O型密封圈(34)失效漏气。 4.先导阀内O型密封圈(35)磨损漏气。 5.换向活塞上Y型密封圈(36)磨损漏气。
故障现象4:气动马达停机,不能正常换向,且没有任何地方漏气。 1.换向滑块(37)正好停在中间“死点”位置。 2.先导阀内黑色平垫(33)松动失效。活塞杆在上端时停机就是上先导阀,反之就是下先导阀。 故障现象5:气动马达往复运动正常,但喷涂时压力不足,雾化不好,且关枪后消音器一直有气往外漏。 1.换向滑块(37)与配气块(13)密封不好。 2.气缸内活塞上的大O型密封圈(38)磨损,密封不好。 3.配气块滑板粘接处窜气。 总之,故障的排除应一步一步进行,先将故障现象仔细观察清楚,再对照检查,如没有问题,再检查另一部分,直到将故障排除为止。 如果按照上述方法仍然不能排除故障,或者出现其他故障现象,请拨打服务热线:400-600-1968。返回搜狐,查看更多 |




【本文地址】
今日新闻 |
推荐新闻 |