精华 |
您所在的位置:网站首页 › 名片印刷尺寸标准规范图片 › 精华 |
精华
|
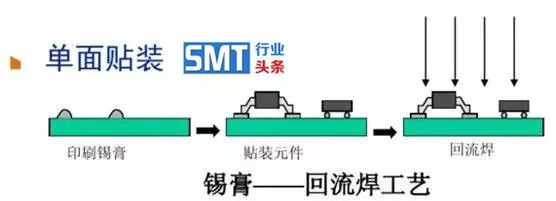
典型SMT贴装工艺三步: 一、添加锡膏; 二、元件贴装; 三、回流焊接;
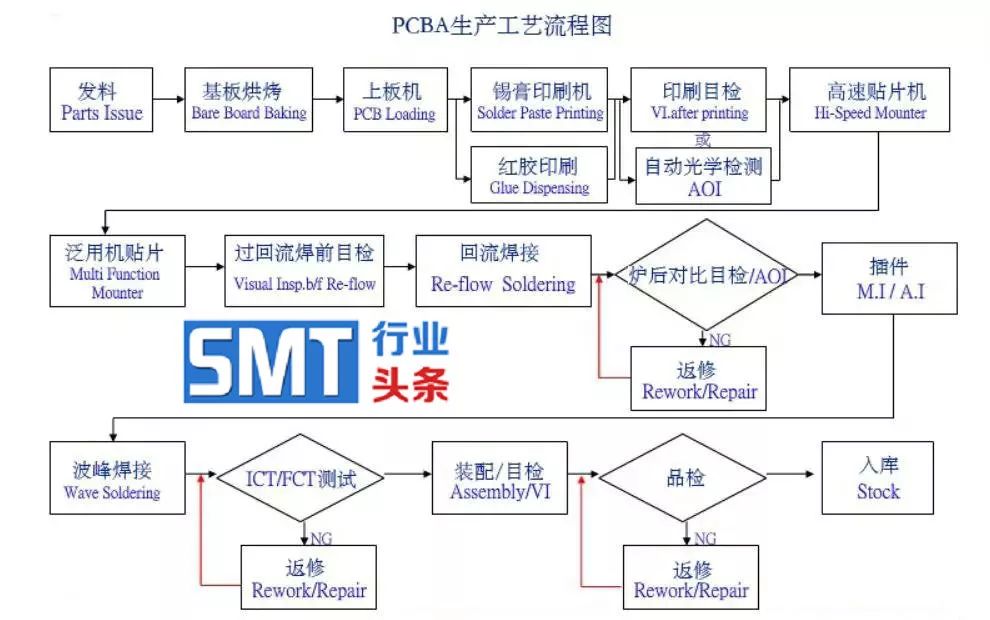
SMT整线工艺流程构成 : SMT首件检测仪——>印刷(红胶/锡膏)——>检测(可选3D-SPI全自动或人工检测)——>贴装(先贴小器件后贴大器件)——>检测(可选AOI 光学/目视检测)——>焊接(采用热风回流焊进行焊接)——>检测(选用AOI 光学检测外观及功能性测试检测)——>维修(使用工具;焊台及热风拆焊台等)——>PCBA分板(手工或者全自动分板机进行切板)
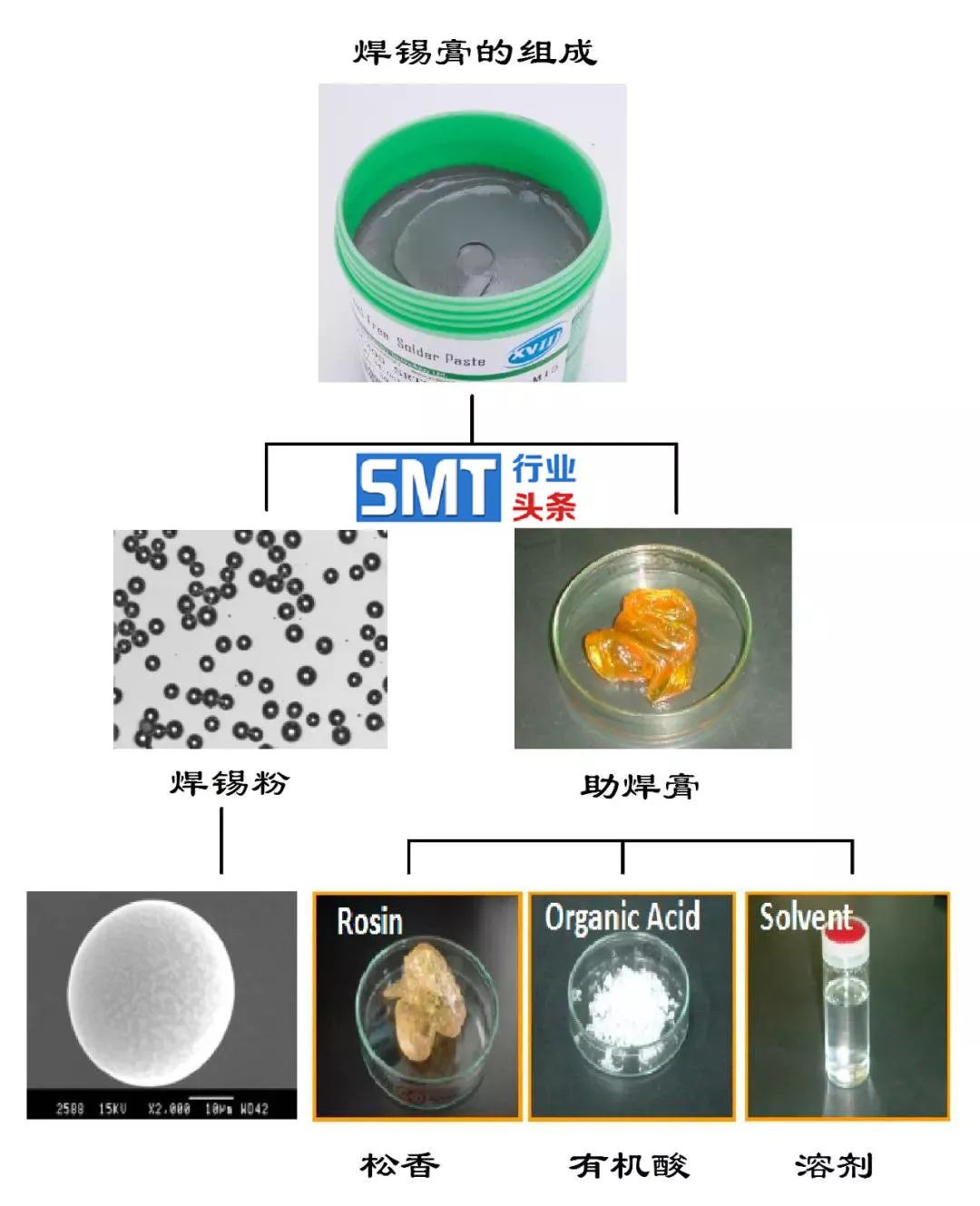
第一步:添加锡膏 目的是将适量的锡膏均匀的施加在PCB指定的焊盘上,以保证贴片元件与PCB相对应的焊盘在回流焊接时,达到良好的连接效果并具有足够的焊接强度。电子行业中,焊锡膏用于SMT组装、半导体封装等领域,通过不同的涂覆和焊接工艺形成的焊点起到机械连接、电导通、热传导的作用。
锡膏是由多种金属粉末、糊状焊机和一些助焊剂混合而成的,具有一定黏性的膏状体。常温下,由于锡膏具有一定的黏性,可将电子元器件黏贴在PCB相应的焊盘上,在倾斜角度不是太大,也没有外力碰撞的情况下,一般元件是不会移动的,当锡膏加热到一定温度时,锡膏中的助焊剂得到挥发带走焊盘和元件金属部分的杂质和氧化物,且金属粉末溶化转换成锡浆再流动,且锡浆浸润元器件的焊端与PCB焊盘,冷却后元器件的焊端与焊盘被焊料连结在一起,形成电气与机械相连接的焊点。在冷却时需要急速冷却,避免锡浆与空气中的氧气结合产生氧化,影响焊接强度和电气效果。 锡膏是由专用设备施加在焊盘上,目前施加锡膏的设备有:全自动锡膏印刷机、半自动印刷机、手动印刷台等。
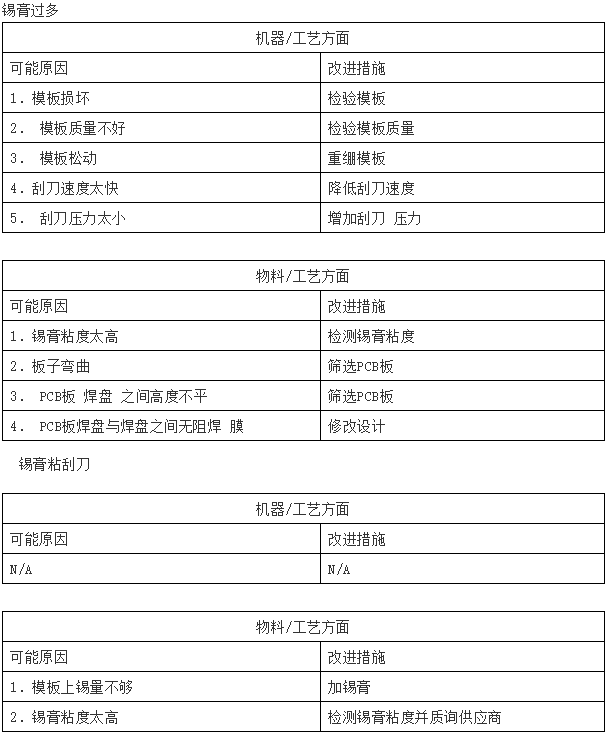
锡膏在印刷过程中,由于刮刀的推力作用,其粘度和流变性会发生变化,当到达钢网开孔位置时,其粘度会降低,通过网孔的渗漏作用顺利沉降到PCB焊盘上,此时锡膏会有轻微的塌落和漫流,随后粘度在淬变剂作用下会迅速回升,并形成与网孔对应的形状,从而得到良好的印刷效果。 下图为锡膏印刷示意图:
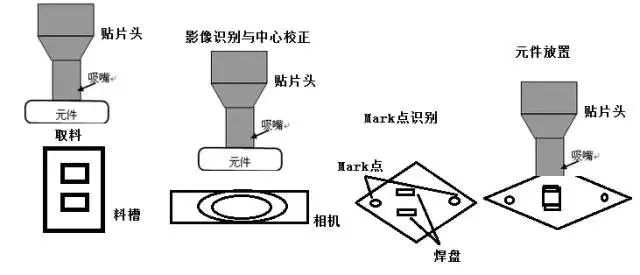
第二步:元件贴装
本工序是用贴片机或手工将片式元器件准确的贴装到印好锡膏或贴片胶的PCB表面相对应的位置。
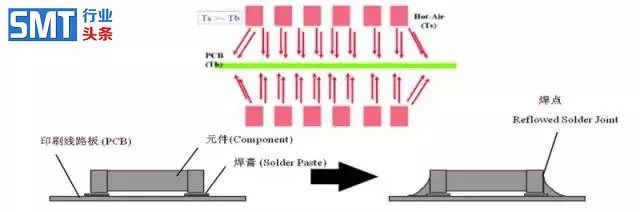
人工手动贴装主要工具有:真空吸笔、镊子、IC吸放对准器、放大镜等。 第三步:回流焊接 由于回流焊接工艺有“再流动”及“自定位”等特点,使回流焊接工艺对贴装精度要求相对比较宽松,比较容易实现焊接的高度自动化与高速度。同时也正因为再流动及自动定位效应的特点,回流焊接工艺对钢网网孔设计、焊盘设计、元器件标准化、元器件端头与印制板质量以及工艺参数的设置有更严格的要求 。
图片来源,曼联电子
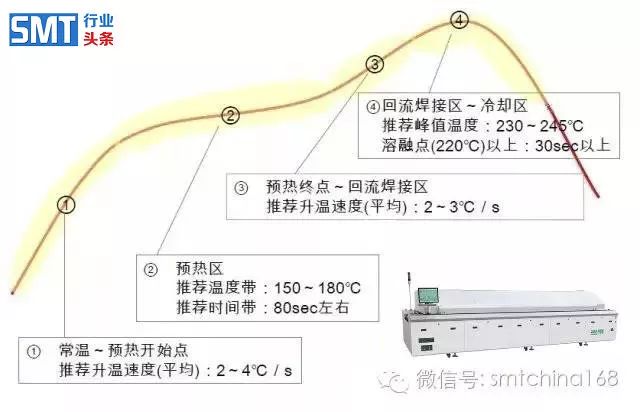
回流焊接作为SMT生产中的关键工序,合理的温度曲线设置是保证回流焊接质量的关键。不恰当的温度曲线会使PCB板出现焊接不全、虚焊、立碑、空洞等焊接缺陷,影响产品质量。
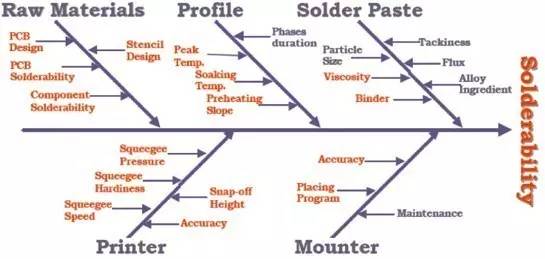
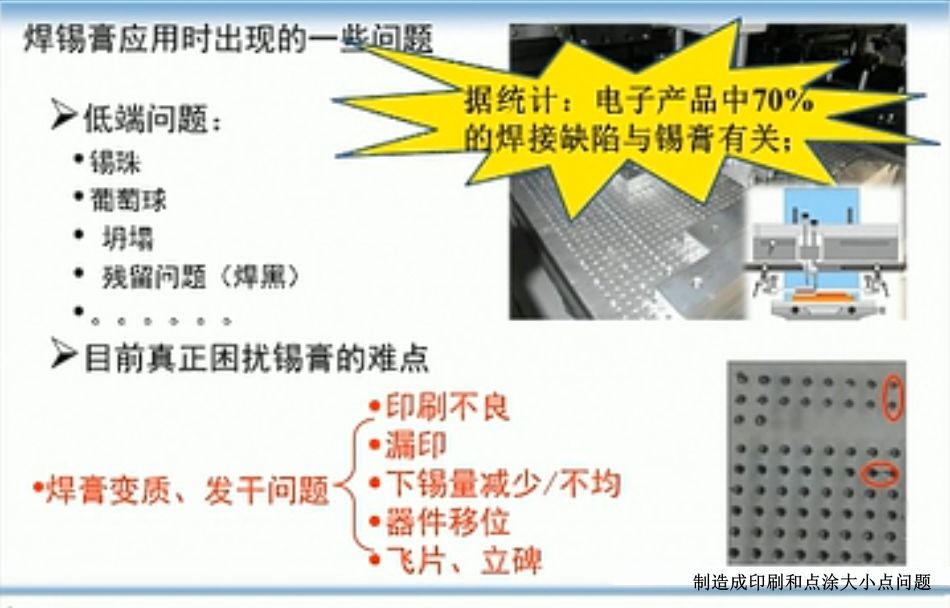
SMT焊接品质之比重分析图
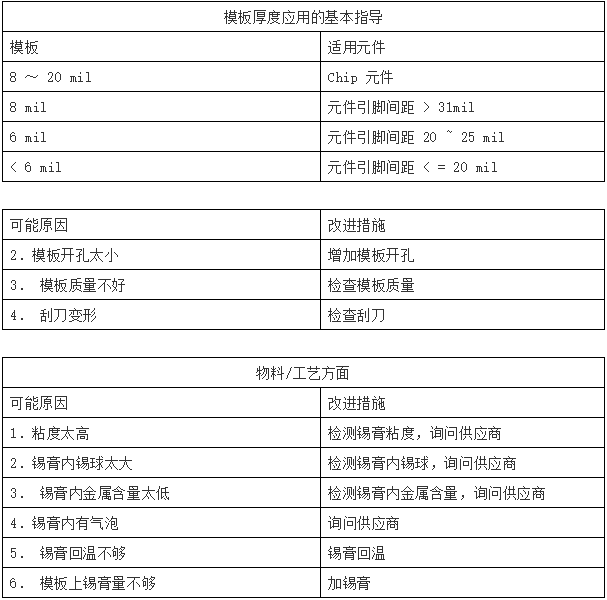
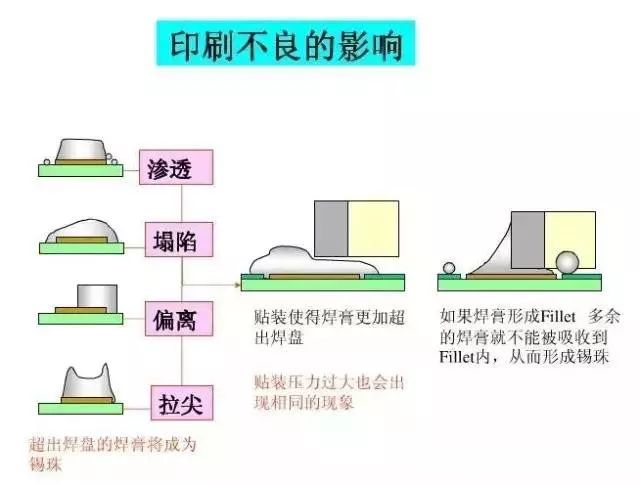
锡膏印刷不良示意图 SMT锡膏印刷标准参数 1,CHIP元件印刷标准 1.锡膏无偏移; 2.锡膏量,厚度符合要求; 3.锡膏成型佳.无崩塌断裂; 4.锡膏覆盖焊盘90%以上。 2,CHIP元件印刷允许 1.钢网的开孔有缩孔,但锡膏仍有85%覆盖焊盘; 2.锡膏量均匀; 3.锡膏厚度在要求规格内 4.印刷偏移量少于15% 3,CHIP元件印刷拒收 1.锡膏量不足. 2.两点锡膏量不均. 3.锡膏印刷偏移超过15%焊盘 4,SOT 元件锡膏印刷标准 1.锡膏无偏移; 2.锡膏完全覆盖焊盘; 3.三点锡膏均匀; 4.锡膏厚度满足测试要求。 5,SOT 元件锡膏印刷允许 1.锡膏量均匀且成形佳; 2.有85%以上锡膏覆盖焊盘; 3.印刷偏移量少于15%; 4.锡膏厚度符合规格要求 6,SOT 元件锡膏印刷拒收 1.锡膏85%以上未覆盖焊盘; 2.有严重缺锡 7,二极管、电容锡膏印刷标准 1.锡膏印刷成形佳; 2. 锡膏印刷无偏移; 3.锡膏厚度测试符合要求; 8,二极管、电容锡膏印刷允许 1.锡膏量足; 2。锡膏覆盖焊盘有85%以上; 3.锡膏成形佳; 4.印刷偏移量少于15%。 9,二极管、电容锡膏印刷拒收 1.焊盘15%以上锡膏未完全覆盖; 2. 锡膏偏移超过15%焊盘 10, 焊盘间距=1.25- 0.7MM 锡膏印刷标准 1.各锡膏100%覆盖各焊盘; 2.锡膏量均匀,厚度在测试范围内; 3.锡膏成型佳,无缺锡、崩塌; 4.无偏移现象。 11 焊盘间距=1.25-0.7MM 锡膏印刷允许 1.锡膏成形佳,元件焊脚锡饱满,无崩塌、无桥接; 2.有偏移,但未超过15%焊盘; 3.锡膏厚度测试合乎要求; 4.炉后焊接无缺陷。 12,焊盘间距=1.25-0.7MM 锡膏印刷拒收 1.锡膏超过15%未覆盖焊盘; 2.偏移超过15%; 3.锡膏几乎覆盖两条焊盘,炉后易造成短路; 4.锡膏印刷形成桥连。 13,焊盘间距=0.65MM 锡膏印刷标准 1.各焊盘锡膏印刷均100%覆盖焊盘上; 2.锡膏成形佳,无崩塌、无偏移、无桥接现象; 3.锡膏厚度符合要求。 14,焊盘间距=0.65MM 锡膏印刷允收 1.锡膏成形佳,无桥接、无崩塌现象; 2.锡膏厚度测试在规格内; 3.各点锡膏偏移量小于10%焊盘。 4.炉后焊接无缺陷。 15,焊盘间距=0.65MM 锡膏印刷拒收 1.锡膏超过10%未覆盖焊盘; 2.偏移超过10%; 3.锡膏几乎覆盖两条焊盘,炉后易造成短路; 16,焊盘间距≤0.5MM 锡膏印刷标准 1.各焊盘锡膏印刷均100%覆盖焊盘上; 2. 锡膏成形佳,无崩塌现象; 3.锡膏厚度符合要求 17,焊盘间距≤0.5MM 锡膏印刷允收 1.锡膏成形虽略微不佳,但锡膏厚度测试在规格内; 2.各点锡膏无偏移、无桥接、无崩塌; 3.炉后无少锡 假焊现象。 18,焊盘间距≤0.5MM 锡膏印刷拒收 1.锡膏成型不良,且断裂; 2.锡膏塌陷、桥接; 3.锡膏覆盖明显不足。
作者: SMT行业头条网 来源:SMT設備與工藝技術論壇 【免责声明】文章为作者独立观点,不代表旺材锡加工立场。如因作品内容、版权等存在问题,请于本文刊发30日内联系旺材锡加工进行删除或洽谈版权使用事宜。返回搜狐,查看更多 |







【本文地址】
今日新闻 |
推荐新闻 |