【塑料模具课程设计 3000字】范文118 |
您所在的位置:网站首页 › 合成长视频用什么软件做 › 【塑料模具课程设计 3000字】范文118 |
【塑料模具课程设计 3000字】范文118
 塑料模具课程设计9000字
塑料模具课程设计5600字
塑料模具课程设计5600字
塑料模具课程设计4400字
模具课程设计小结4300字
塑料模课程设计说明书2400字
塑料模具课程设计9000字
塑料模具课程设计5600字
塑料模具课程设计5600字
塑料模具课程设计4400字
模具课程设计小结4300字
塑料模课程设计说明书2400字
塑料模具课程设计 题目:垫块注射模 设计人:陈瑜泉 学号:0806070129 指导老师:陈咏梅 塑料模具课程设计 目录 一、 任务书 二、 工艺设计说明书 三、 模具设计说明书 四、 模具图纸 塑料模具课程设计 任务书 一、题目:垫块注塑模 二、零件图:材料:ABS 批量:8万件 时间:十天
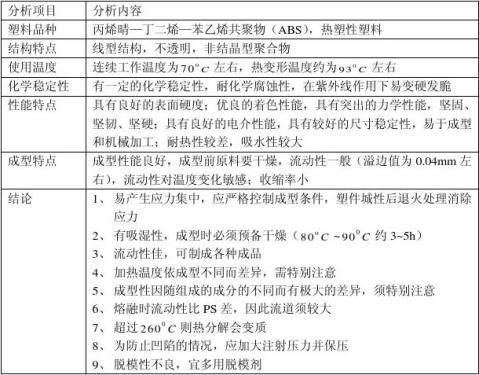
三、任务内容: 1、垫块的工艺分析 ①、垫块的原料分析 ②、垫块的尺寸精度分析 ③、垫块的表面质量分析 ④、垫块的结构工艺性分析 2、确定成型设备选择与相关工艺参数 ①、计算垫块的体积 ②、计算垫块体积 ③、垫块模塑成型工艺参数的确定 ④、填写模塑成型工艺卡 3、注射模的结构设计 ①、分型面的选择 ②、型腔数目的确定及型腔的排列 ③、浇注系统的设计 ④、型芯、型腔结构的确定 ⑤、推出方式的选择 ⑥、侧抽芯机构设计 ⑦、标准模架的选择 4、注射模设计的尺寸计算 ①、成型零件尺寸计算 ②、确定抽芯机构零件尺寸计算 ③、注射模零件设计 5、注射机有关参数的校核 ①、模具闭合高度的确定和校核 ②、模具安装部分的校核 一、垫块的工艺分析 零件名称:垫块 生产批量:8万件 材料:ABS 塑料模具课程设计 说明书 1、垫块的原料分析
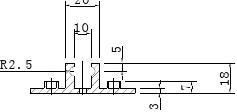
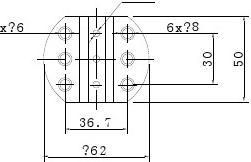
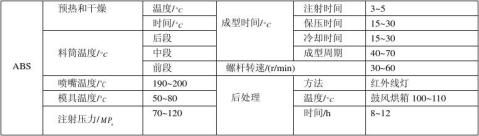
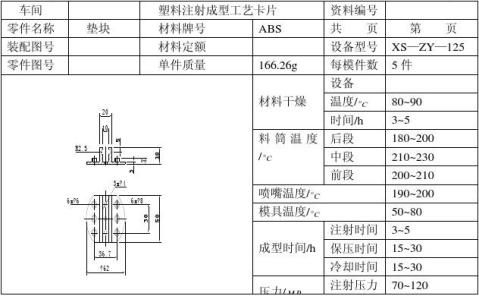
2、垫块的尺寸精度分析 该垫块选择MT3级精度,为一般精度,通过查表,其主要尺寸公差标注如下: 外形尺寸:20?0.24、5?0.14、3?0.14、7?0.16、18?0.24、50?0.40、?62?0.40 内形尺寸:R2.50 孔尺寸:?80?0.16?0.120000000、100?0.14?0.18 ?0.16、?40、?60 孔间中心距尺寸:36.7?0.28、30?0.28 3、垫块的表面质量分析 该垫块要求坚固,有突出的力学性能,没有较高的表面粗糙度要求。 4、垫块的结构工艺性分析 ① 该垫块外形对称,壁厚均匀且符合最小壁厚要求。 ② 该垫块有尺寸不等的孔,如?8、?4,均符合最小孔径要求。 ③ 垫块内壁有两条半径为2.5的半圆形凹槽,因此成型后垫块不易取出,需考虑侧抽芯装置。 结论:综上所述,该垫块可采用注射成型加工。 二、确定成型设备选择与相关工艺参数 1、计算垫块的体积:V?16300mm 2、计算垫块体积:据手册查得??1.02~1.05kg/dm 33 ?3 w?v??1630?1.0?210? 16g 6.26 据垫块形状和大小,采用一模四腔的模具结构,使用两套模具,初选螺旋式注射机为XS―ZY―125。 3、垫块模塑成型工艺参数的确定
4、填写模塑成型工艺:
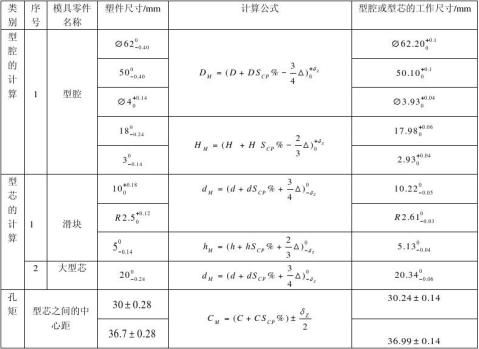
三、注射模的结构设计 1、分型面的选择 该塑件为垫块,表面质量无特殊要求。在选择分型面时,根据分型面的选择原则,考虑不影响塑件的外观、质量以及成型后能顺利取出塑件,选塑件小端底平面作为分型面,采用这种方案,侧抽芯机构设在动模部分,模具结构较为简单。 2、型腔数目的确定及型腔的排列 由于该塑件采用是是一模四腔成型,所以,型腔平行布置在同一直线上。 3、浇注系统的设计 ⑴ 主流道设计 根据手册查得XS―ZY―125型注射机喷嘴的有关尺寸 喷嘴球半径:R0=12mm 喷嘴孔直径:d0=4mm 根据模具主流道与喷嘴的关系:R=R0+(2~3)mm, d=d0+1mm 取主流道球面半径:R=15mm 取主流道小端直径:d=5mm 取主流道球面深度:h=(1/3~2/5)R=5~6mm,取5mm 为了能让主流道凝料能顺利地从浇口套拔出,主流道应设计成圆锥形,其锥角为20~6,主流道长度设为60mm,经换算得主流道大端直径D=?7mm。同时为了使熔料顺利进入分流道,在主流道出料端设计r=5mm的圆弧过渡。 ⑵ 分流道的设计 分流道的形状及尺寸与塑件的体积、壁厚、形状的复杂程度、注射速率等因素有关。该塑件的体积比较大,但形状不算太复杂,从便于加工方面考虑,采用截面形状为半圆形的分流道。查有关手册得R=6mm。 ⑶ 浇口设计 ① 根据对该塑件结构的分析及已确定的分型面位置,综合对塑料成型性能、浇口和模具结构的分析比较,确定 成型该塑件的模具采用点浇口形式。 ② 进料位置的确定 根据塑件外观质量的要求及型腔的安放方式,进料位置设计在塑件大端上平面。 4、型芯、型腔结构的确定 由于该塑件尺寸中等,且形状简单,故采用整体式型腔。考虑模具温度调节,型芯采用整体式结构。 5、推出方式的选择 0 根据塑件的形状特点,模具型腔在动模部分。开模后,塑件留在型芯。其推出机构可采用推板推出机构或推杆推出机构。其中,推杆推出结构简单,推出平稳可靠。因此该塑件采用推杆推出机构。 6、侧抽芯机构设计 该塑件上有内凹机构,它垂直于脱模方向,阻碍成型后塑件从模具中脱出。因此,成型内凹部分的零件必须做成活动的型芯,即设置抽芯结构。根据塑件结构采用斜导杆导滑的斜滑块外侧抽芯机构。 7、标准模架的选择 塑件采用点浇口注射成型,根据其结构形式,选择A3型模架。 四、注射模设计的尺寸计算 1、成型零件尺寸计算 ⑴ 该塑件的成型零件尺寸均按平均值法计算。根据技术要求ABS的收缩率为Q=0.8%,即平均收缩率SCP为0.8%,根据塑件尺寸公差要求,模具的制造公差取?z??/4。成型零件尺寸计算见表:
⑵ 型腔壁厚和地板厚度的计算 根据型腔壁厚的刚度公式可得到型腔最小壁厚
h? ?7mm 根据地板厚度的刚度公式可得到底板最小厚度
H?2、确定抽芯机构零件尺寸计算 ⑴ 抽芯距的计算 3m)? S抽?h/2?(2~m 2?5?2m2m 7 ?7mm 其中:h为内凹部分长度,(2~3)mm为抽芯安全系数。 ⑵ 滑块倾角的确定 斜滑块倾角是抽芯机构的主要技术数据之一,它与塑件成型后能否顺利取出以及推出力、推出距离有直接关系。抽芯距较大,经计算选择?=70。 3、注射模零件设计 注射模零件设计图如图 ~ 所示 五、注射机有关参数的校核 1、模具闭合高度的确定和校核 根据标准模架各模板尺寸及模具设计的其他零件尺寸:定模座板H定=45mm。 定模板H定=40mm,动模板H动=50mm,支承板H支=45mm,垫块H垫=100mm,动模座板H动=30mm 模具闭合高度: H闭=H定+H定+H动+H支+H垫+H动=45mm+40mm+50mm+45mm+100mm+30mm =310mm 2、模具安装部分的校核 该模的外形尺寸为400mm?400mm,XS―ZY―125型注射机模板最大安装尺寸为428mm?458mm,故能满足模具安装要求。 由于XS―ZY―125型注射机所允许模具的最小厚度为200mm,最大厚度为300mm,即模具闭合高度满足安装条件。 经查资料注射机XS―ZY―125型的最大开模行程S=300mm满足下式计算所需的出件要求 S>H1+H2+(5~10)=15+86+7=108mm 故,XS―ZY―12型注射机满足,可采用。 六、绘制模具总装图和非标准零件图 七、参考文献 1、塑料成型工艺与模具设计(第二版) 2、塑料模具设计师手册 3、塑料模具课程设计与指导 1 2 3 4 5第二篇:塑料模具毕业设计开题报告 100字 福建工程学院 毕业设计(论文)开题报告 系 设计题目脚踏玩具承载底座左盖塑件注射成型工艺与模具设计 学生姓名 学号 报告提交日期 设计地点 福州大学 指导教师 20xx年 3 月 18 日
说明:开题报告作为毕业设计(论文)答辩委员会对学生答辩资格审查的依据材料之一, 此报告应在导师指导下,由学生填写,经导师签署意见及系审查后生效。 + 更多类似范文┣ 模具设计心得体会 1200字┣ 注塑模具毕业设计开题报告 3100字┣ 毕业设计――塑料模具设计开题报告 500字┣ 罩壳塑料模具毕业设计开题报告 300字┣ 更多塑料模具课程设计总结┗ 搜索类似范文 |


【本文地址】