机床的刀库真的是越多越好吗?采购机床时刀库该怎选? |
您所在的位置:网站首页 › 台湾加工中心是性价比最高的吗为什么 › 机床的刀库真的是越多越好吗?采购机床时刀库该怎选? |
机床的刀库真的是越多越好吗?采购机床时刀库该怎选?
|
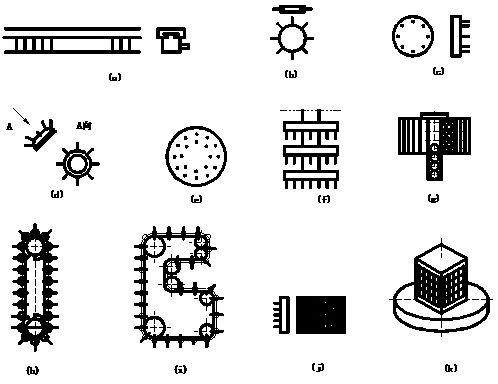
-刀具径向布局 ,如图b所示的刀库中,刀具径向布局,占有较大空间,刀库位置受限制,一般置于机床立柱上端,其换刀时间较短,使整个换刀装置较简单。
-刀具轴向布局, 如图c所示的刀库中,刀具轴向布局,常置于主轴侧面。刀库轴心线可垂直放置,也可以水平放置,。 目前我们使用最多的便是那这种类型的刀库,多用于小型的立式加工中心和卧式加工中心上。其主要特点是刀库容量不大,一般的刀库容量在20-30把刀之间,需搭配自动换刀机构ATC(Auto Tools Change)进行刀具交换。
(ATC自动换刀装置) -倾斜式布局 ,如图d所示的刀库中,刀具与刀库轴心线成一定角度(小于90°)呈伞状布置,这可根据机床的总体布局要求安排刀库的位置,多斜放于立柱上端,刀库容量不宜过大。 二、链式刀库
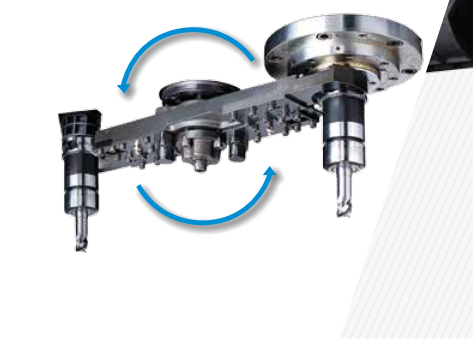
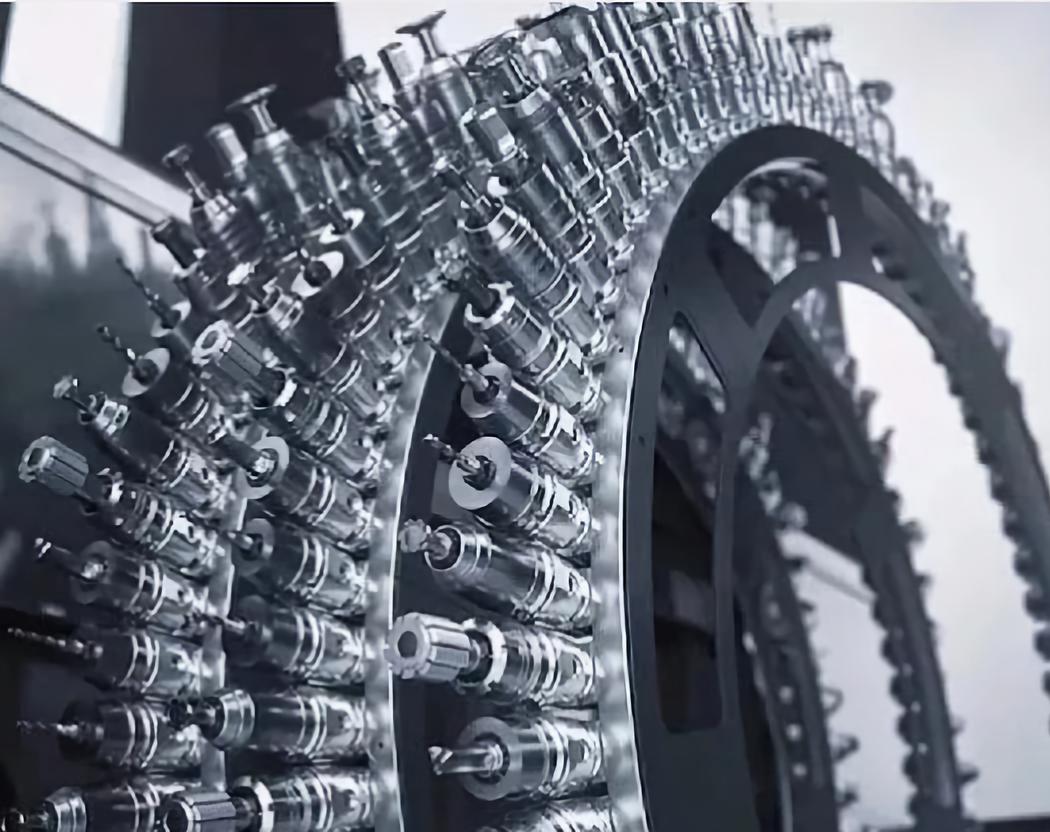
这种类型的刀库的使用范围更广泛一些,其特点是可储放较多数量之刀具,一般都在20把以上,有些可储放120把以上。 它是藉由链条将要换的刀具传到指定位置,由机械手将刀具装到主轴上,换刀动作均采用马达加机械凸轮的结构。 此设计之结构简单、动作快速、确实、可靠,但是价格相对较高,除了应用于立式加工中心和卧式加工中心外还广泛的应用于龙门加工中心等其它类型的机床。 三、斗笠式刀库
这种刀库存储量相对较小,一般在16-24之间。其实用的机型也较小,多适用于精雕加工中心,钻攻加工中心等。 斗笠式刀库在换刀时整个刀库向主轴移动。当主轴上的刀具进入刀库的卡槽时,主轴向上移动脱离刀具,这时刀库转动。当要换的刀具对正主轴正下方时主轴下移,使刀具进入主轴锥孔内,夹紧刀具后,刀库退回原来的位置,因此其加工的产品较为精确、稳定。 四、直线式刀库 刀具在刀库中是直线排列,其结构简单,刀库容量小,一般可容纳8~12把刀具,故较少使用。此形式多见于自动换刀数控车床,在数控钻床上也采用过此形式。 刀库 /选择 ——如何选择合适的刀库 刀库的形式还有多,刀库的装载能力越大,对系统的性能要求越高。对企业来说,则需要花费更多的采购成本。因此,刀库数量并不是越多越好,除了前期的采购成本增加之外,后期的维护成本也是一笔不小的费用。而且太大的容量会增加刀库的尺寸和占地面积,使选刀时间增长,并不利益一般企业加工。
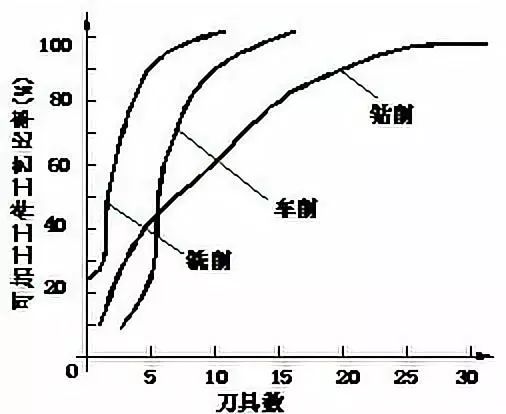
在选择,刀库的容量首先要考虑加工工艺的需要。根据以钻、铣为主的立式加工中心所需刀具数的统计,绘制下图所示的曲线。曲线表明,用10把孔加工刀具可完成70%的钻削工艺,四把铣刀可完成90%的铣削工艺。据此可以看出,用14把刀具就可以完成70%以上的钻铣加工。若是从完成对被加工工件的全部工序进行统计,得到的结果是,大部分(超过80%)的工件完成全部加工过程只需40把刀具就够了。
从使用角度出发,刀库的容量一般取为10~40把,盲目地加大刀库容量,将会使刀库的利用率降低,结构过于复杂,造成很大浪费。 *(部分图片来源于网络,如有侵权请联系后台删除)返回搜狐,查看更多 |


【本文地址】
今日新闻 |
推荐新闻 |