工厂实践 |
您所在的位置:网站首页 › 原色手绘厂 › 工厂实践 |
工厂实践
|
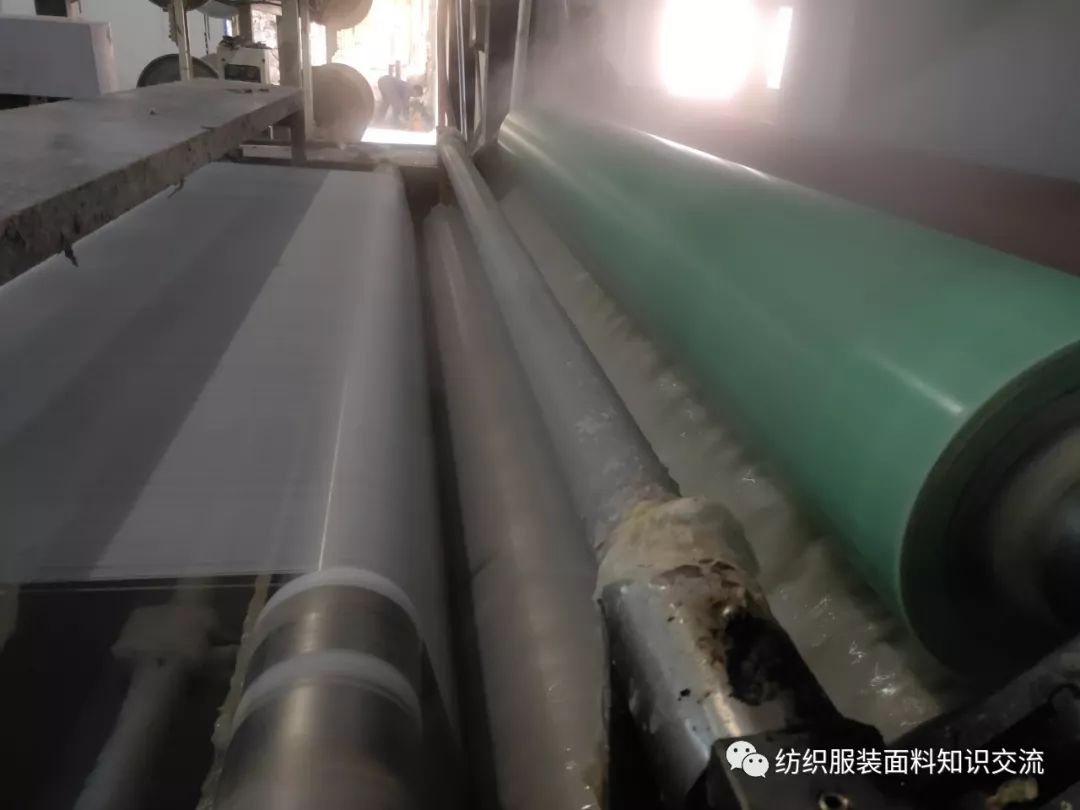
下图中一个个在筒子架上的筒纱为什么会有那么多?可能很多人会有这个疑问,其实很多年前,我刚进入车间了解生产情况的时候也有这个疑问,现在终于搞清楚了,为什么说我们特殊产品坯布定织需要收取放样费,其实一部分就是体现在这里。 假如一个面料成品门幅57"(两个布边以内部分),经密为120根/英寸,那么整个门幅里经纱的根数为57*120=6840根,也就是我们下面看到的架子上需要的一部分筒子,才能构成一部分经纱;下图一个大筒子上面的纱线长度应该是上千数量级的吧?如果假设每个筒子上的纱线一样长,那么起码成品出来数量可以达到好几千米,当然还要考虑到织缩还有染缩。 如果你要放样50米或者100米坯布,那么一般的做法纺织厂会把大筒倒成小筒,比如一个大筒是1000米长,那么可以倒成若干个一定长度的小筒,这样可以减少纱线的浪费,当然这么一个大筒实际远不止1000米。
上面图片中就是我们经常提到的经轴,也就是绕着经纱的一根轴,这一根轴就是几千米甚至上万米长度,具体要看经纱的粗细,纱越粗这根轴的总米数就越短,纱越细,这根轴的总米数越长; 上图中宽度窄的那根轴是160CM,纬向是不带弹力的,坯布下机再经过染色整理后成品门幅可以做到145CM左右;宽度宽一点的那根是180CM,纬向是带氨纶的弹力织物的经轴,下机后再经过染色整理后成品门幅也可以做到145CM左右。 【知识延伸】 整经:其目的是按工艺设计的要求将一定根数的经纱按规定长度平行地、均匀地卷绕在整经轴(或织轴)上。整经方法按照工艺特征可分为:分批整经、分条整经、分段整经和球经整经四种。 分批整经:将全幅织物所需的总经根数分成若干批,分别卷绕在几个经轴上,每个经轴上所卷绕的经纱根数,应尽可能相等。 然后再把几个经轴通过浆纱机进行浆纱或过水并合,并按规定长度卷绕在织轴上。适用于大批量原色织物或者单色织物的整经。(如下图)
分条整经:将全幅织物所需的总经根数,根据配列循环的要求和筒子架容量的多少,将其分为若干条带,每个条带的经纱根数尽可能相等,再把这些条带按照规定的幅宽和长度依次平行地卷绕于整经滚筒上。 然后再将全部经纱条带从滚筒上退绕到织轴上。对一般不需要浆纱或并轴的品种可以用分条整经方式直接获得织轴。对于径向多色或者不同经纱捻向的经纱需要这种整经方式。需要的筒子架容量需要很大,一次整经的根数就是整门幅里面全部经纱的总数。(如下图)
分段整经:经纱平行卷绕在狭幅的小经轴上,再把若干只狭幅小经轴并列穿在芯轴上组装成织轴。一般用于对称花型织物和经编产品如蕾丝类。
球经整经:先将全幅总经根数,按照筒子架容量分成若干条纱束,分别卷绕成具有网眼结构的圆柱球经,经绳状染色机染色后再在整经机上卷绕成经轴,以供上浆并绕成织轴。适用于劳动布及牛仔布等织物懂得生产。 3、浆纱的目的主要是为了提高经纱的可织性,一般浆纱针对的是经纱,浆后经纱织造时能承受反复摩擦及各机构运动所施予的拉伸、弯曲和冲击等外力作用而不会轻易断头,提高织机效率。 浆纱一般在浆纱机上进行,使经纱通过特制的浆液,一部分浆液渗透到纤维之间,使其相互粘连而增加抱合力,另外一部分浆液黏附在经纱表面,烘燥后形成浆膜,能把毛羽封起来,从而减少摩擦系数,保持较好的弹性。
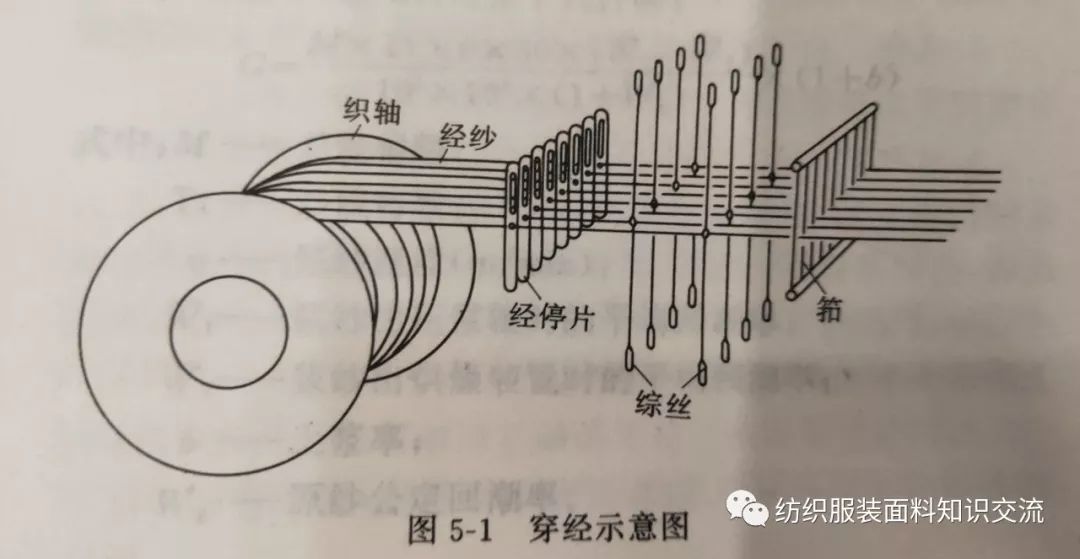
一般单纱必须要上浆,股线如具有较大的强力可不上浆。所以对于我们面料开发来说,经纱能用股线的就不用单纱,但是针对某些特殊布面风格和手感的样品来说,也是没有办法,所以这个时候开发一个径向单纱(短纤维单纱)的产品,费用高,时间周期长,如上图。 浆纱机器长度长,而且进纱经轴不是单根经轴,此处的经轴是经分批整经得来的经轴,比如成品密度要求150根/英寸,成品门幅57",那么经纱总根数为8550根,但是浆纱的时候这8550根不是通过一根经轴一起进浆纱机的,如果一次性通过一根经轴导入浆纱机,全部通过浆槽,这样会导致纱线上浆渗透不好,影响上浆效果,必须是经过分批整经得到的几根经轴,然后经过浆纱工艺把这几根经轴并卷成织轴。 上图应该就是轴经浆纱机,它从若干个经轴引出经纱并合成织物设计所确定的总经根数,然后进行上浆、烘燥、分纱,并卷绕成织轴。 4、穿结经:穿经、结经是经纱准备的最后一道工序,目的是将织轴卷绕的经纱按照工艺设计的要求,按一定的规律将经纱穿过综眼、筘齿,再在经纱上插放开口式经停片,以满足织造工程的需要。
结经的方法完全不同于穿经,它是用打结的方法,把织机上剩余的了机经纱同准备上机的织轴上的经纱逐根地连接起来,然后再把上机经纱全部拉过,穿过了机经纱上的经停片、综丝和筘,达到同穿经相同的目的。(如下图)
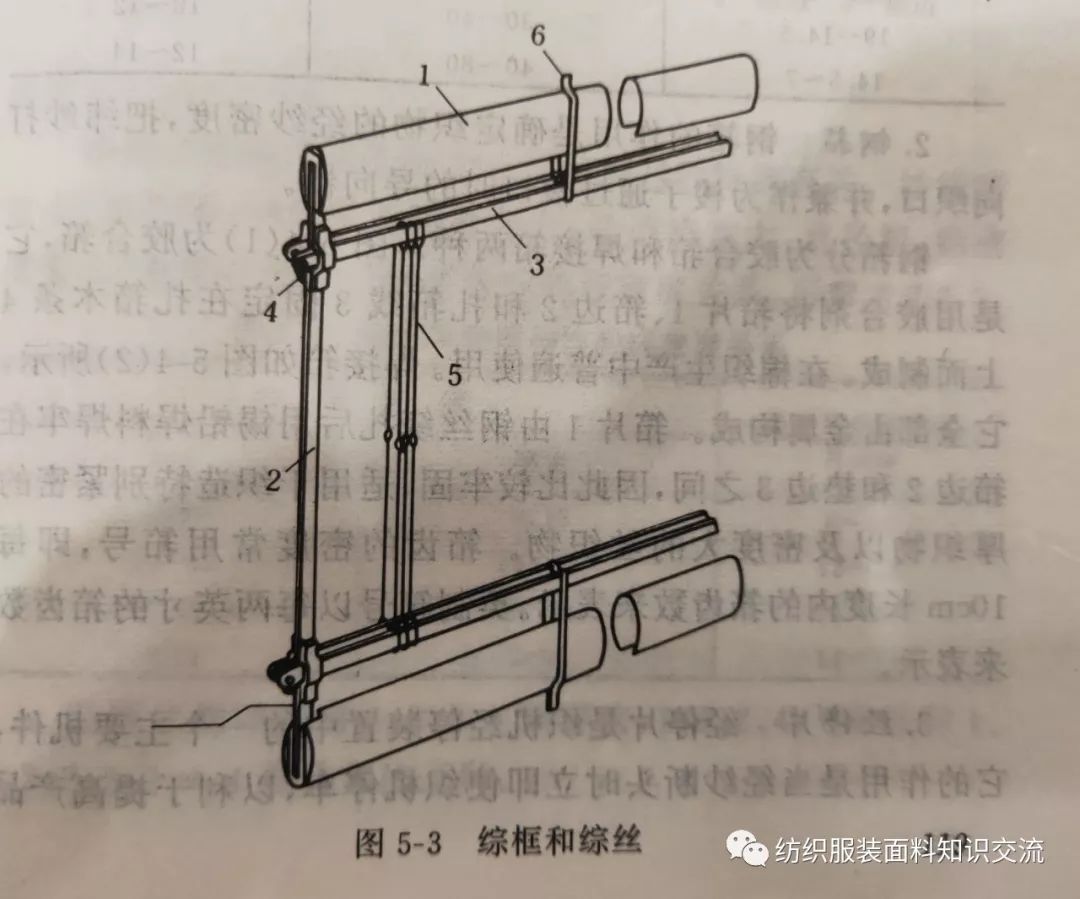
综框是由综丝、综框架及综丝杆组成。综框是织机中的一个重要部件,是一个由上下横梁和左右侧档连接的带有穿综杆和驱动件的框架。综框上配置片综后,将穿入片综的经纱集合成一体,随织机提综机构的运动,使综框按开口装置的程序上下运动,使经纱分层开口,供纬纱在经纱中穿梭,而交织成不同花纹的织物。 织物是由经纱和纬纱交织而成的。在织机上,经纱穿过综框中的综丝眼,按照织物组织要求,由综框有规律地升降,把经纱分成上下两层,形成一个菱形空间,即为梭口,将纬纱引入梭口交织成布。综框的升降运动称为开口运动,简称开口。(如下图)
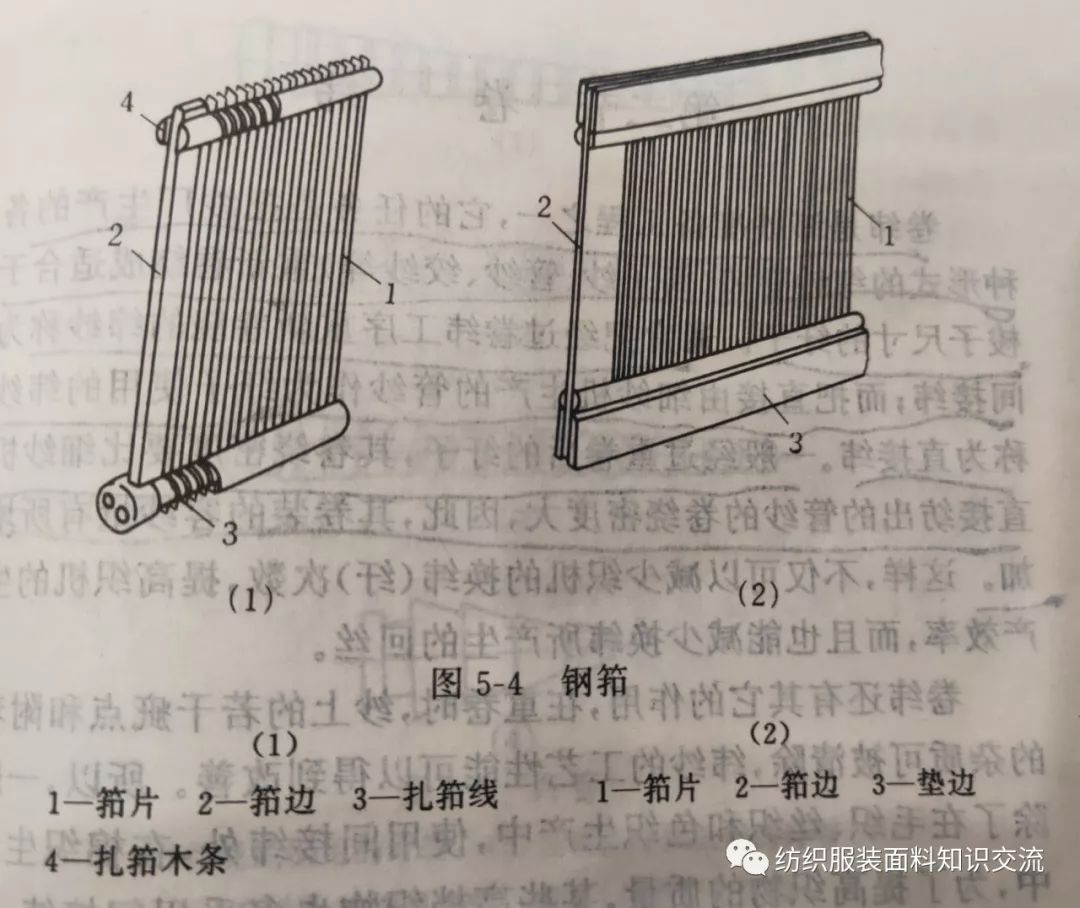
钢筘的作用是确定织物的经纱密度,把纬纱打向织口,并兼作为梭子通过梭口时的导向器。钢筘的密度常用筘号,即每10CM长度内的筘齿数来表示。英制筘号是以每两英寸的筘齿数来表示。如下(1)为胶合筘,(2)为焊接筘。(如下图)
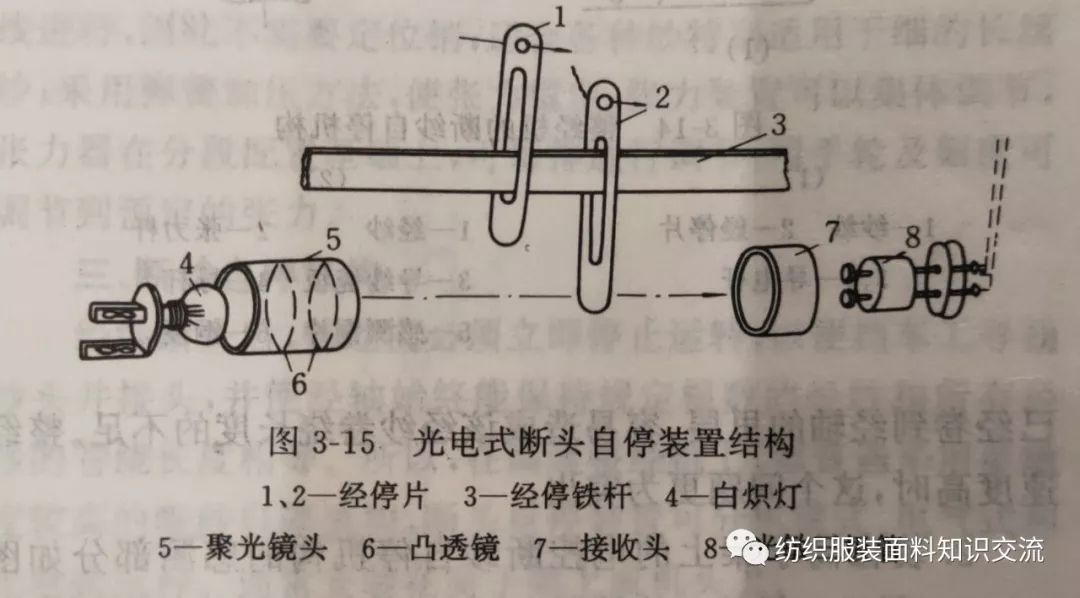
经停片是织机经停装置中的一个主要机件,它的主要作用是当经纱断头时立即使织机停车,以利于提高产品的质量和劳动生产率。(如下图)
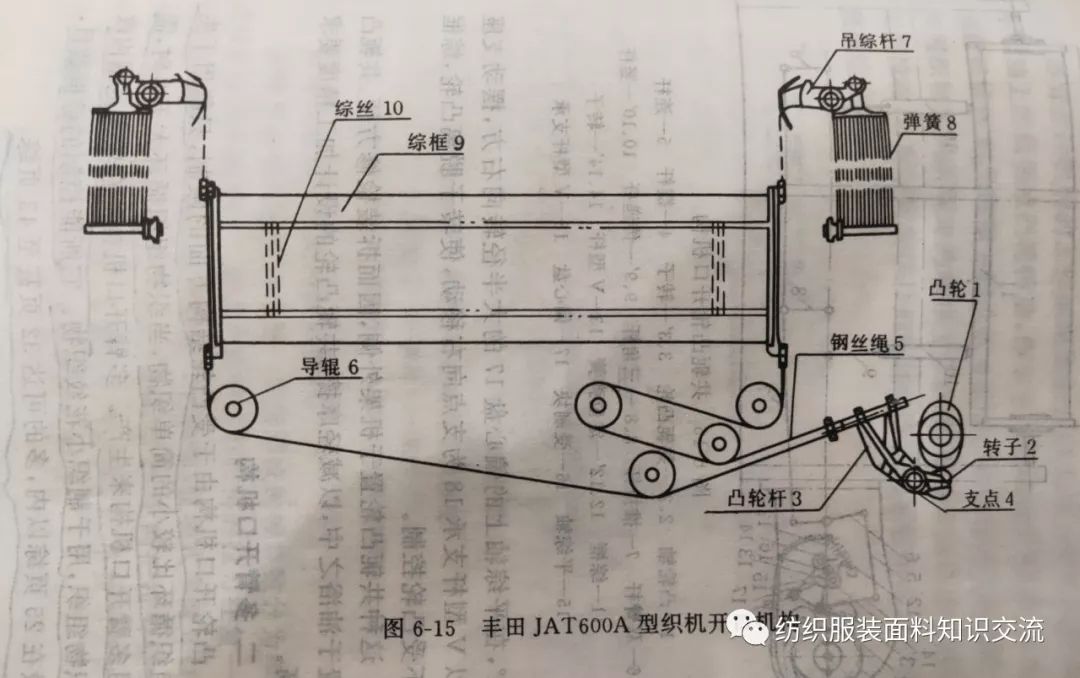
纬向的包括纬纱的准备和引纬、打纬这几个就不详述了,包括卷取与送经都不细说,大致介绍一个织布的流程。 接下来再简单介绍一下按照开口机构的不同把喷气织机分为以下几种,凸轮开口机构、多臂开口机构和提花开口机构。 A/凸轮开口机构是利用凸轮来控制综框的升降运动及升降次序,综框升降运动的规律由凸轮的外廓曲线所决定。它所控制的综框数目,一般在8片以内,通常用于制织平纹、斜纹和简单的缎纹织物。(如下图)
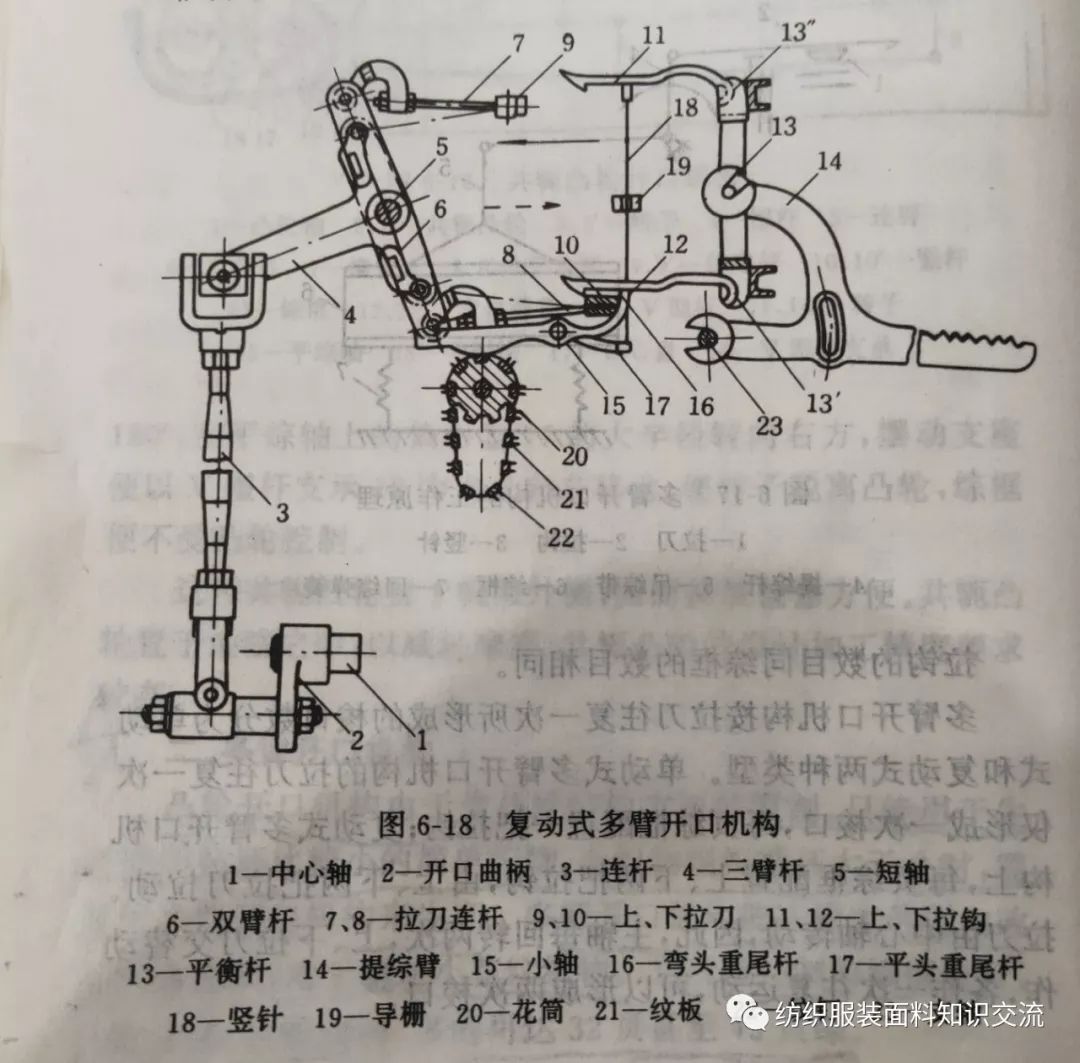
B/多臂开口机构是由于受凸轮机构方面的限制,只能用于生产组织循环比较小的简单织物,当织物组织循环大于8时,需要用多臂开口机构来生产。 多臂开口机构能在较大范围内改变织物组织,用于制织小花纹织物。它所能控制的综框数目,一般在25页综以内,多的可达32页甚至43页综。(如下图)
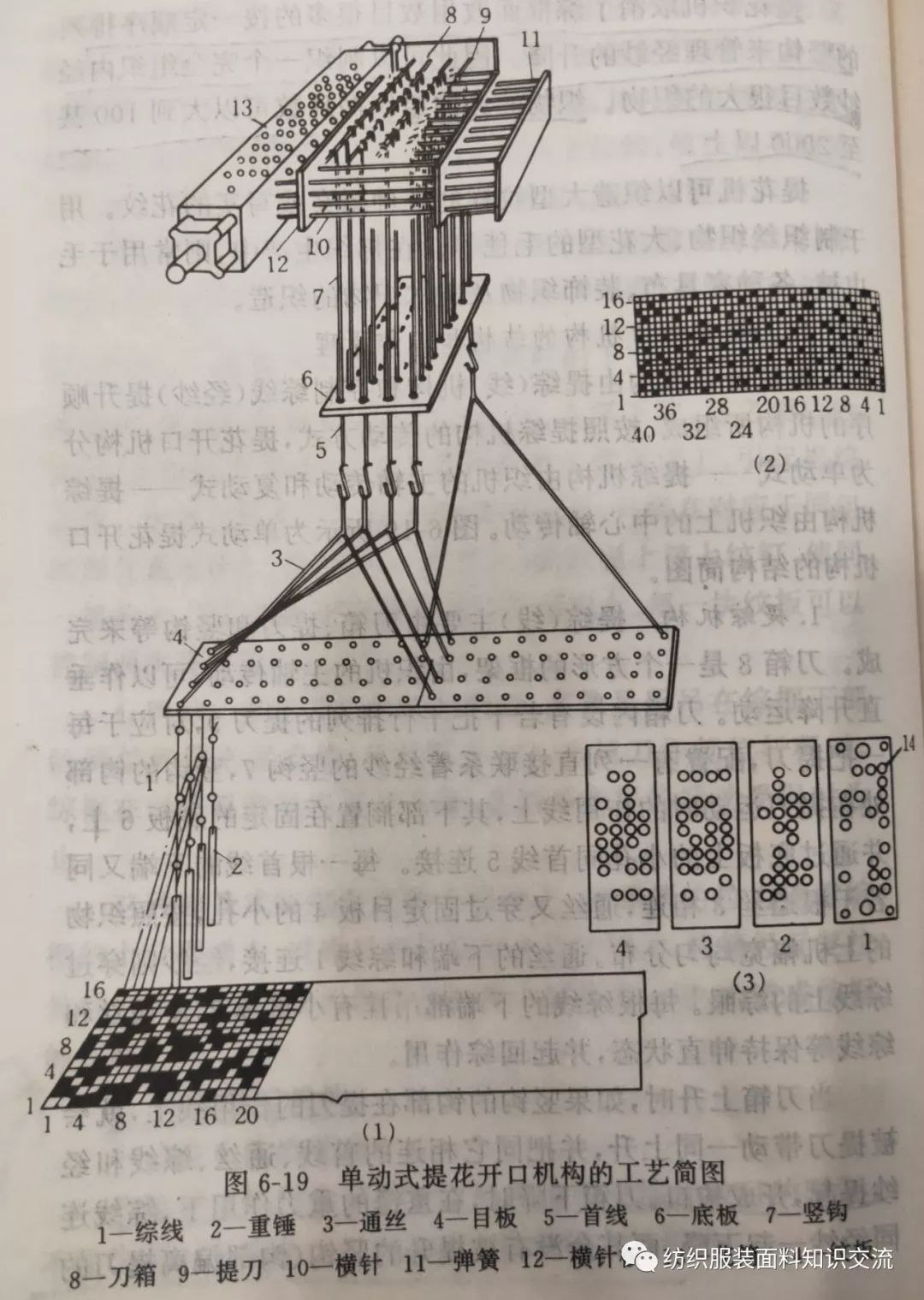
C/提花开口机构 凸轮开口机构和多臂开口机构由于受综片数目的限制,不能织造一个完全组织内经纬纱数目很大的织物。 提花织机取消了综框而改用数目很多的按一定顺序排列的竖钩来管理经纱的升降。因此可以制织一个完整组织内经纱数目很大的织物。织物的径向组织循环数可以大到100甚至2000以上。(如下图)
到这里基本把织造这块内容梳理了一遍,但是毕竟也是略懂皮毛,如果有专业人士看到哪里有不合适或者错误的地方欢迎下方留言。 来源:纺织服装面料知识交流 编辑:化纤头条,转载请注明出处返回搜狐,查看更多 |


















【本文地址】
今日新闻 |
推荐新闻 |