聚玻大课堂丨影响光伏玻璃压延成型质量的因素 |
您所在的位置:网站首页 › 压花辊生产厂家电话 › 聚玻大课堂丨影响光伏玻璃压延成型质量的因素 |
聚玻大课堂丨影响光伏玻璃压延成型质量的因素
|
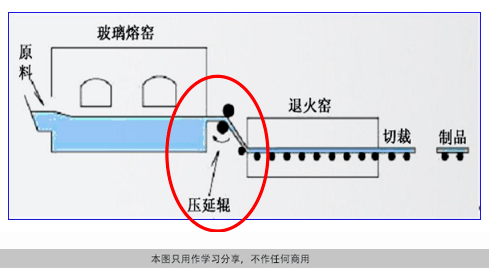
1、压延辊的温度和转速 在成型的过程中,玻璃压延成型主要依靠压延辊直接成型,压延辊表面温度是影响压延过程的重要因素。压延辊表面温度由压延辊内的冷却系统控制,主要受压延辊冷却腔的结构、冷却水温度和速度的影响。压延辊温度过高会发生粘辊,造成光伏玻璃压延变形以及玻璃表面花纹不清晰;压延辊温度过低,又会导致玻璃平板表面出现冷纹。 压延辊表面温度与压延辊转速之间需要相互协调、配合调节。如果在压延辊高速运行条件下,压延辊表面温度就要低一些,否则玻璃液压延时间的缩短会引起玻璃液温度上升以及压延辊粘附力减小,从而导致玻璃粘辊或玻璃制品偏厚。反之,如果在压延辊低速运行条件下,压延辊表面温度则要高些,否则会使玻璃因粘附力增大厚度而变薄,玻璃液热量不足也会导致表面毛糙、有气泡、花纹变形,甚至出现空洞。
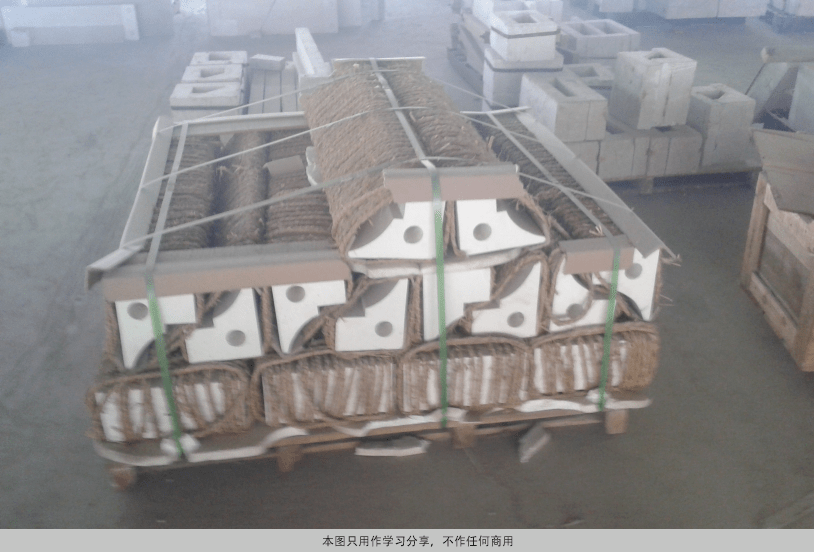
2、辊距及辊间隙入料量 调节两个压延辊之间的距离是为了适应不同厚度产品的要求,压延辊的辊距与所需产品的厚度大致相同。压延辊的辊间隙入料量直接影响平板玻璃的质量。入料量过多,玻璃表面易出现云纹和毛糙并容易产生气泡,同时还会使玻璃与压延辊粘附力减小。而入料太少,玻璃平板会因压力不足出现表面粗糙。 除此之外,光伏玻璃的精度还受退火炉辊子牵引张力的大小影响,过度的牵引力会导致光伏玻璃应力松弛,使玻璃平板产生较多收缩及难以摊平,而若牵引张力过小,因经过压延的玻璃熔体还没有完全固化,支撑和牵引张力不足易使平板玻璃压皱。 三、生产条件对玻璃压延的影响 唇砖位于压延辊前端,与高温玻璃液直接接触,是压延成型过程中影响玻璃板的关键设备。唇砖材质质量或安装若出现问题可能会导致平板玻璃出现隐线、气泡、流筋等瑕疵,对光伏玻璃的产品质量有很大影响。
唇砖材料尽量采用较低膨胀系数、气孔率低的耐火材料,如玉砖和硅线石材料。刚玉砖和硅线石比一般唇砖材料在和玻璃液接触时透出气泡率会大幅降低。 生产线使用的唇砖,有整体的、有分体拼接而成的,若成型过程中使用整块唇砖,其生产和更换过程中易出现裂纹;会导致出现气泡率增加。若成型过程中使用由砖块拼接而成的唇砖,由于唇砖的热胀冷缩会导致砖块的接缝变化,接缝变化可能会造成玻璃出现纵向线道。当成型过程中使用由多块砖拼接成的唇砖时,必须关注唇砖接缝,力求无缝拼接,过渡要圆滑,避免拼装的砖块受到温差影响造成光伏玻璃出现隐线缺陷。唇砖使用的材料易受侵蚀,在使用过程中如果控制不当,会因玻璃液温度变化而长期受侵蚀产生裂纹造成玻璃节瘤。 结 语 光伏压延玻璃质量问题的产生与其成型工艺过程紧密相关,影响压延成型件质量的因素包括从压延过程中的玻璃熔体温度、压延辊的表面温度、压延辊转速、压延辊间隙及入料、工作条件等,玻璃生产情况会随以上因素变化而产生相应的变化,对于玻璃压延成型过程造成的玻璃缺陷可以通过调整生产参数或采取相应措施得到改善或消除。 来源:建筑玻璃与工业玻璃 河南工业大学先进材料成型与控制实验室 盛洁 等 往期相关回顾 浮法玻璃几种成型缺陷及其形成原理! 聚玻大课堂 | 光伏玻璃的生产制造 聚玻大课堂 | 光伏玻璃的品质要求与生产注意要点 聚玻大课堂丨光伏压延玻璃厚度极差问题及解决措施 END返回搜狐,查看更多 |

【本文地址】