劳保挂胶手套工艺流程:创美劳保手套浸胶机生产线带你了解 |
您所在的位置:网站首页 › 劳保手套机器视频 › 劳保挂胶手套工艺流程:创美劳保手套浸胶机生产线带你了解 |
劳保挂胶手套工艺流程:创美劳保手套浸胶机生产线带你了解
|
原标题:劳保挂胶手套工艺流程:创美劳保手套浸胶机生产线带你了解
劳保挂胶手套是怎么生产出来的呢,今天泉州创美手套设备公司带你了解劳保手套浸胶机生产线具体工艺流程 1、预热:经干燥烘箱,将磨具预热至30℃-40℃。 2、入模:人工套入棉布内里(模具手指向上)。 3、冷却:运行1分钟,表面温度30℃。 4、反架:进入反架机构,自动反架(模具手指向下)
5、浸渍:进入丁晴胶浸缸,全浸浸架垂直下行,半浸成45度,时间5秒。 6、吊滴:浸胶后进入吊滴槽吊滴,为确保产品厚薄,重量均匀,吊滴段设有自动振动装置,时间20秒。整段吊滴时间:①根据产品厚薄,重量,要求:②当日天气温度:③胶浆粘度,等因素设定(用变速器控制运行锟道链条速度) 展开全文7、干躁:进入干燥箱(硫化),采用生物植物燃烧器加热,干燥箱内用风机做热风循环,温度可自动控制。 低温段:温度62℃-98℃ 时间:15分钟 , 中温段:温度92℃-113℃ 时间:20分钟 , 高温段:温度102℃-168℃ 时间:15分钟, 总加热时间:50分钟。
8. 冷却:产品经硫化干燥成型后出干燥箱,进入成品冷却段,时间8分钟。 9. 脱模:人工脱出成品手套。 10. 冷却:脱模后,模具进入冷却段(风冷),时间0.5分钟,模具温度30-35℃. 生产线循环运行一周结束(全程约需80-90分钟),重新进入循环。返回搜狐,查看更多 责任编辑: |
 手套浸胶生产线
手套浸胶生产线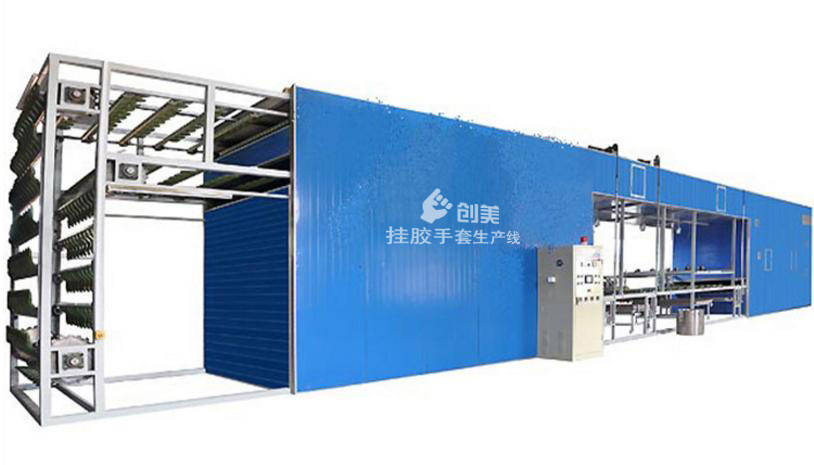 手套浸胶生产线
手套浸胶生产线 手套模具
手套模具【本文地址】
今日新闻 |
推荐新闻 |