加工中心宏程序生成器 |
您所在的位置:网站首页 › 加工中心铣圆编程 › 加工中心宏程序生成器 |
加工中心宏程序生成器
|
使用平底铣刀, 以螺旋铣削方式在实体上粗、 精加工圆孔内型腔。 工件原点为圆孔中心上平面,绝对值编程。 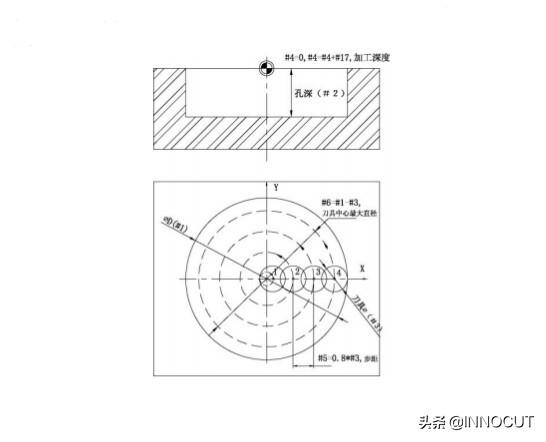
循环加工路线为: 根据圆孔直径、刀具直径及步距所计算的螺旋加工次数确定每次螺旋下刀坐标,每次从 1 处以开始螺旋铣削一周,每一周螺旋下刀进给一个深度,到达预定孔深度后, 刀具向中心移动 1mm 后快提刀, 再移到 2 处开始螺旋铣削, 依次类推,直到完成精加工。 O5018; G54; G00X0Y0Z10.; M03S800; #1=100; 圆孔直径 #2=15; 圆孔深度 #3=16; 刀具直径 #4=0; Z 向下刀起始点坐标 #17=2; 每次螺旋 Z 向切深,即层间距 #5=0.8*#3; 以刀具直径计算步距( 12.8) #6=#1-#3; 精加工时刀具中心回转直径(最大直径 84) #7=FIX[#6/#5]; 在 XY 平面内螺旋次数,刀具中心最大回转直径 #6除以步距 #5, 并上取整数( 84/12.8=6.5625,取整为 7) #8=FIX[#7/2]; 以半径计算坐标时的加工次数,取上整数( 7/2=3.5,取整为 4 次) WHILE[#8GE0]DO1; 判断加工次数是否 #8≥0,即还没完成精加工, 则循环 1 继 续,(在循环最后要对 #8进行递减, #8=#8-1) #10=#6/2-#8*#5; XY 平面内每次螺旋加工时在 X 向的起点坐标值(绝对值,分 别是 X3.6,X16.4,X29.2,X42,) G00X#10; 快速移到每次螺旋加 X 坐标起点 Z1.; 快速定位到工件上平面 1mm 处 G01Z0.F[#9*0.2]; 工进速度接近加工平面 #4=0; Z 向加工坐标初始值。一定要放在循环语句之前 WHILE[#4LT#2]DO2; 判断 Z 向坐值变量 #4 是否小于孔深 #2 的值,如还没到孔底 则循环 2 继续 #4=#4+#17; 依次递增 Z 向切深 #17的值,重新对 Z 向坐标赋值。 G03I-#10Z-#4F#9; 螺旋铣削程序段, G03逆时针螺旋加工至下一层 END2; 循环 2 结束,当螺旋加工到孔底时,继续执行该段后的程序 G03I-#10; 到达圆孔深度逆时针整圆铣削,平整加工孔底 G01X[#10-1.]; 沿 X 向圆孔中心移动 1mm G00Z30.; 快速提刀 #8=#8-1.; XY 平面内螺旋加工次数依次减至 0 END1; 循环 1 结束,加工次数依次减至 0 则加工完成 M30; |
【本文地址】
今日新闻 |
推荐新闻 |