【测量工具】百分尺、千分尺竟然有这么多种,涨见识了 |
您所在的位置:网站首页 › 内径千分尺的工作原理 › 【测量工具】百分尺、千分尺竟然有这么多种,涨见识了 |
【测量工具】百分尺、千分尺竟然有这么多种,涨见识了
|
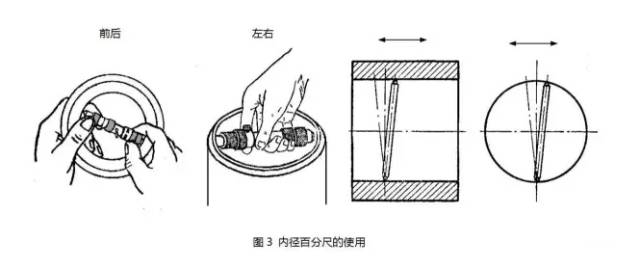
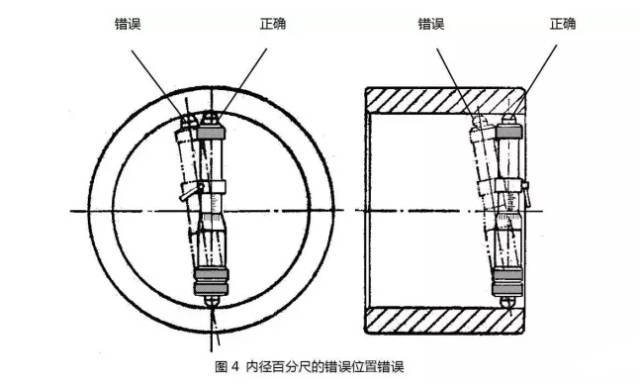
内径百分尺上,没有测力装置,测量压力的大小完全靠手中的感觉。 测量时,是把它调整到所测量的尺寸后(图3),轻轻放入孔内试测其接触的松紧程度是否合适。一端不动,另一端作左、右、前、后摆动。左右摆动,必须细心地放在被测孔的直径方向,以点接触,即测量孔径的最大尺寸处(最大读数处),要防止如图4所示的错误位置。 前后摆动应在测量孔径的最小尺寸处(即最小读数处)。按照这两个要求与孔壁轻轻接触,才能读出直径的正确数值。测量时,用力把内径百分尺压过孔径是错误的。这样做不但使测量面过早磨损,且由于细长的测量杆弯曲变形后,既损伤量具精度,又使测量结果不准确。
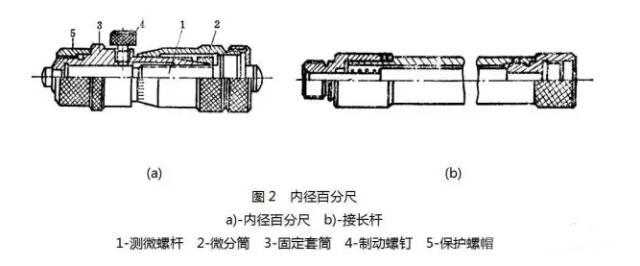
内径百分尺的示值误差比较大,如测0~600mm的内径百分尺,示值误差就有±0.01~0.02mm。 因此,在测量精度较高的内径时,应把内径百分尺调整到测量尺寸后,放在由量块组成的相等尺寸上进行校准,或把测量内尺寸时的松紧程度与测量量块组尺寸时的松紧程度进行比较,克服其示值误差较大的缺点。 内径百分尺,除可用来测量内径外,也可用来测量槽宽和机体两个内端面之间的距离等内尺寸。但50mm以下的尺寸不能测量,需用内测百分尺。
三、内测百分尺 内测百分尺如图5所示,是测量小尺寸内径和内侧面槽的宽度。其特点是容易找正内孔直径,测量方便。国产内测百分尺的读数值为0.01mm,测量范围有5~30和25~50mm的两种,图5所示的是5~30mm的内测百分尺。内测百分尺的读数方法与外径百分尺相同,只是套筒上的刻线尺寸与外径百分尺相反,另外它的测量方向和读数方向也都与外径百分尺相反。
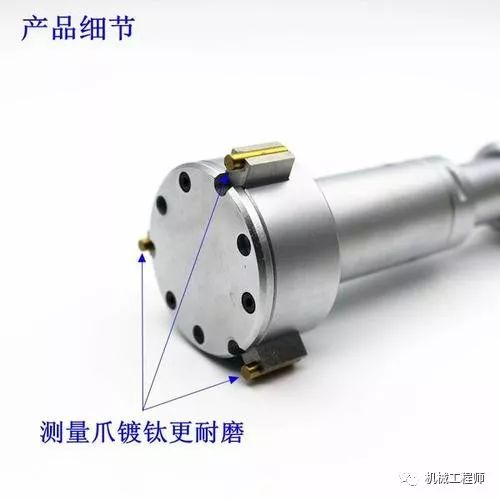
四、三爪内径千分尺 三爪内径千分尺,适用于测量中小直径的精密内孔,尤其适于测量深孔的直径。测量范围(mm):6~8,8~10,10~12,11~14,14~17,17~20,20~25,25~30,30~35,35~40,40~50,50~60,60~70,70~80,80~90,90~100。三爪内径千分尺的零位,必须在标准孔内进行校对。
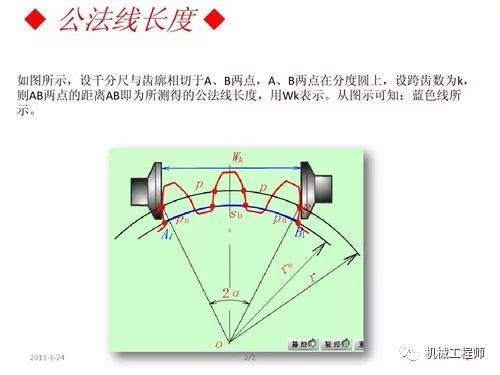
三爪内径千分尺的工作原理,图6为测量范围11~14mm的三爪内径千分尺,当顺时针旋转测力装置6时,就带动测微螺杆3旋转,并使它沿着螺纹轴套4的螺旋线方向移动,于是测微螺杆端部的方形圆锥螺纹就推动三个测量爪1作径向移动。扭簧2的弹力使测量爪紧紧地贴合在方形圆锥螺纹上,并随着测微螺杆的进退而伸缩。 三爪内径千分尺的方形圆锥螺纹的径向螺距为0.25mm。即当测力装置顺时针旋转一周时测量爪1就向外移动(半径方向)0.25mm,三个测量爪组成的圆周直径就要增加0.5mm。即微分筒旋转一周时,测量直径增大0.5mm而微分筒的圆周上刻着100个等分格,所以它的读数值为0.5mm÷100=0.005mm。 五、公法线长度千分尺 公法线长度千分尺如图7所示。主要用于测量外啮合圆柱齿轮的两个不同齿面公法线长度,也可以在检验切齿机床精度时,按被切齿轮的公法线检查其原始外形尺寸。它的结构与外径百分尺相同,所不同的是在测量面上装有两个带精确平面的量钳(测量面)来代替原来的测砧面。
测量范围(mm):0~25,25~50,50~75,75~100,100~125,125~150。读数值(mm)0.01。测量模数m(mm)≥1。 六、壁厚千分尺 壁厚千分尺如图8所示。主要用于测量精密管形零件的壁厚。壁厚千分尺的测量面镶有硬质合金,以提高使用寿命。
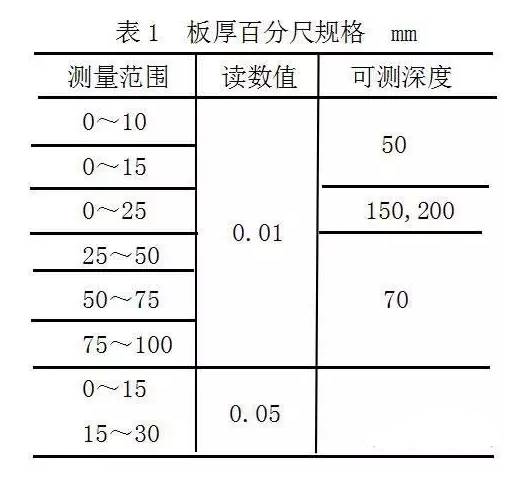
测量范围(mm):0~10,0~15,0~25,25~50,50~75,75~100。读数值(mm)0.01。 七、板厚百分尺 板厚百分尺如图9所示。主要适用于测量板料的厚度尺寸。其规格见表1。
八、尖头千分尺 尖头千分尺如图10所示,主要用来测量零件的厚度、长度、直径及小沟槽。如钻头和偶数槽丝锥的沟槽直径等。 测量范围(mm) :0~25,25~50,50~75,75~100。读数值(mm)0.01。
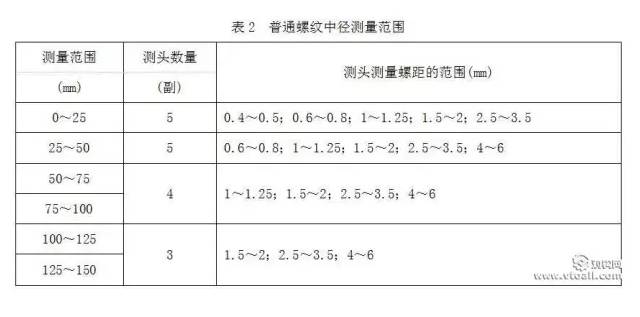
九、螺纹千分尺 螺纹千分尺如图11所示。主要用于测量普通螺纹的中径。 螺纹千分尺的结构与外径百分尺相似,所不同的是它有两个特殊的可调换的量头1和2,其角度与螺纹牙形角相同的。 测量范围与测量螺距的范围见表2。
十、深度百分尺 深度百分尺如图12所示,用以测量孔深、槽深和台阶高度等。它的结构,除用基座代替尺架和测砧外,与外径百分尺没有什么区别。 深度百分尺的读数范围(mm):0~25,25~100,100~150, 读数值(mm)为0.01。
它的测量杆6制成可更换的形式, 更换后, 用锁紧装置4锁紧。 深度百分尺校对零位可在精密平面上进行。即当基座端面与测量杆端面位于同一平面时,微分筒的零线正好对准。当更换测量杆时,一般零位不会改变。 深度百分尺测量孔深时,应把基座5的测量面紧贴在被测孔的端面上。零件的这一端面应与孔的中心线垂直,且应当光洁平整,使深度百分尺的测量杆与被测孔的中心线平行,保证测量精度。此时,测量杆端面到基座端面的距离,就是孔的深度。 十一、数字外径百分尺 近来,我国有数字外径百分尺(图13),用数字表示读数,使用更为方便。还有在固定套筒上刻 有游标,利用游标可读出0.002或0.001mm的读数值。
免责声明:本文系网络转载,版权归原作者所有。如涉及版权,请联系删除!文中内容仅代表作者个人观点,转载不同于本平台认同或者持有相同观点。返回搜狐,查看更多 |








【本文地址】
今日新闻 |
推荐新闻 |