如何选购一台合格的PE全自动热熔焊机及故障维修 |
您所在的位置:网站首页 › 全自动热熔焊机多少钱一台 › 如何选购一台合格的PE全自动热熔焊机及故障维修 |
如何选购一台合格的PE全自动热熔焊机及故障维修
|
5. 设备的油缸截面积标识是否在机身上标明,或在使用说明书中找到,这是计算焊接压力是否与国标相符的重要参数,也是检验一个合格的生产商是否真正了解焊接工艺的真伪。 6. 全自动焊机的可更换的卡瓦数最多为3层,这也是国标要求,如果是多层卡瓦的组合就保证不了焊接的质量。卡瓦的层数越多造成的累积误差就越大,作用在焊口上的压力就损失越大。 7. 焊机是否具有温度补偿,在线实时监测输出压力,出现实际输出与参数不符的情况报警提示等功能。
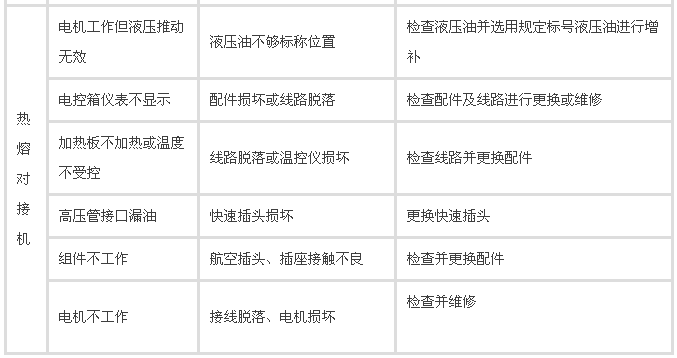
8. 一个合格焊口的外观要具有沿管材整个外圆周平滑对称的焊环,焊环应具有一定的对称性和对正性。燃气管道按照以下几何尺寸控制成环的大小,可以保证焊口的质量。 环的宽度=(0.35-0.45)*壁厚 环的高度=(0.2-0.25)*壁厚 环缝的高度=(0.1-0.2)*壁厚 9.设备的价格方面,现在有3万到十几万不等,产品价格上看差异很大。在选择什么价位的焊机时应把设备本身输出精度放在首位,如果参数不准的话就失去了用全自动焊机的意义了。然后再比较用料及液压阀门、传感器、控制系统的区别。例如:一台压力传感器的价格就从几百到几千不等。用料及标准件的选材上就直接影响到系统的稳定性、输出的精度及使用寿命。其次全自动的产品,程序化的产品一般出现故障,现场使用者都不能维修。故不能为了省点钱,而购买了质量不好,系统不稳定的机器,否则日后你花在维修与误工的损失肯定比差价大。目前多数用户还在使用液压热熔焊机,焊接的质量就完全靠机器的质量与操作工人的技术了。 10、热熔对接机故障维修:
11、PE全自动热熔焊机的工艺步骤: 材料准备:管道、管件应根据施工要求选用配套的等径、异径弯头和三通等管件。PE全自动热熔焊机宜采用同种牌号、材质的管件,对性能相似的不同牌号、材质的管件之间的焊接应先做试验。 夹紧管材:用干净的布清除两管端部的污物。将管材置于机架卡瓦内,根据所焊制的管件更换基本夹具,选择合适的卡瓦,使对接两端伸出的长度大致相等且在满足铣削和加热要求的情况下应尽可能缩短。管材在PE全自动热熔焊机架以外的部分用支撑架托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好。 切削:置入铣刀,然后缓慢合拢两管材焊接端,并加以适当的压力,直到两端面均有连续的切屑出现,撤掉压力,略等片刻,再退出活动架。切屑厚度应为0.5~1.0mm,确保切削所焊管段端面的杂质和氧化层,保证两对接端面平整、光洁。 对中:两对焊管段的错边应越小越好,如果错边大,会导致应力集中,错边不应超过壁厚的10%。 加热:加热板温度达到设定值后,放入机架,施加压力,直到两边最小卷边达到规定宽度时压力减小到规定值,进行吸热。保证有足够熔融料,以备熔融对接时分子相互扩散。 切换:从加热结束到熔融对接开始这段时间为切换周期,为保证熔融对接质量,切换周期越短越好。 熔融对接:是焊接的关键,熔融对接过程应始终处于熔融压力之下进行。 PE全自动热熔焊机冷却:由于塑料材料导热性差,冷却速度相应缓慢。焊缝材料的收缩、结构的形成过程在长时间内以缓慢的速度进行。因此,焊缝的冷却必须在一定的压力下进行。返回搜狐,查看更多 |

【本文地址】
今日新闻 |
推荐新闻 |