等了一年,师傅终于教我怎么焊薄不锈钢了! |
您所在的位置:网站首页 › 不锈钢管冷焊怎么焊接 › 等了一年,师傅终于教我怎么焊薄不锈钢了! |
等了一年,师傅终于教我怎么焊薄不锈钢了!
|
原标题:等了一年,师傅终于教我怎么焊薄不锈钢了! 薄不锈钢焊接最棘手的问题就是焊穿、变形。不锈钢薄板拘束度较小‚在焊接过程中受到局部加热、冷却作用‚形成了不均匀的加热、冷却‚焊件会产生不均匀的应力和应变。 焊缝的纵向缩短对薄板边缘的压力超过一定值时‚即会产生较严重的波浪式变形‚影响工件的外形质量。
想要解决不锈钢薄板焊接时烧穿、变形最主要的措施就是严格控制焊接接头上的热输入量和选择合适的焊接方法。 众所周知,常用的焊接方法有手工焊、氩弧焊和埋弧焊等。 焊工兄弟们肯定都知道手工焊需要经常更换焊条,每当焊条用到不足50mm时,必须熄弧,更换焊条,非常影响生产效率; 氩弧焊因为热影响区域大,工件在修补后常常会造成变形、硬度较低、开裂等问题,更重要的是氩弧焊对于身体伤害要更严重一些。 而埋弧焊在操作的过程中,有较高的焊接速度和高熔敷率,不受限制的对接、角接和搭接接头;在焊丝的熔化过程中不会产生任何的飞溅,焊后无需修磨焊缝表面,焊接效率非常高。
肯定有很多焊工兄弟想问 埋弧焊优点这么多,可是它不能焊薄板啊 今天小编就来给大家推荐一款可以 焊薄板的埋弧焊!
一诺千金,体验匠心 国内首创粗丝细丝机头可选—— 诺贝龙CC/CV-1000/1250 精细埋弧焊
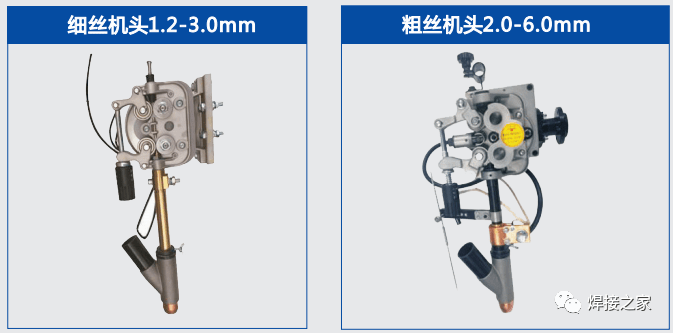
特点: 1. 多功能埋弧焊接电源,集埋弧焊,MIG焊,药芯焊,碳弧气刨于一体。 2. 弧压传感控制技术,焊接过程恒熔深,等弧长。 3. 恒流/恒压(CC/CV)双特性输出,可满足各种焊接工艺需求。 4. 1000A@100% 暂载率,最大输出电流可达1500A。适合大功率长时间焊接。 5. 热影响区域小,工件变形少,特别适合医疗,食品级不锈钢焊接以及高合金钢焊接。 6. 高熔敷效率,比普通埋弧焊约高出35%。 7. 可选粗丝和细丝机头。细丝机头1.2-3.0mm。 粗丝机头: 2.0-6.0mm, 国内首创。
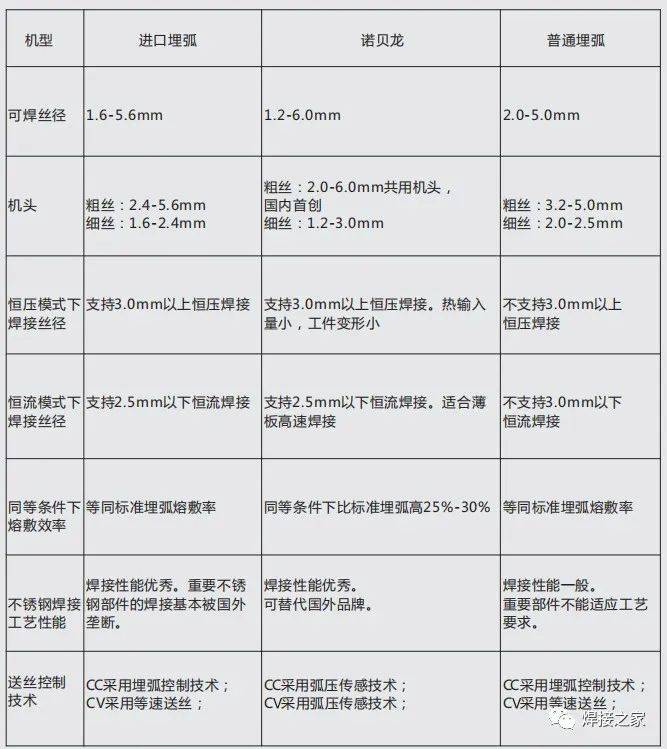
不怕优点多,就怕和同类产品对比之后, 还是它优点多—— CC/CV-1000/1250精细埋弧焊同国内外埋弧对比
国产设备的价格,进口设备的性能 兄弟,动心了没?
责任编辑: |







 返回搜狐,查看更多
返回搜狐,查看更多【本文地址】
今日新闻 |
推荐新闻 |