焊缝冷却方式最快的是水冷,对不? |
您所在的位置:网站首页 › 不锈钢管冷接 › 焊缝冷却方式最快的是水冷,对不? |
焊缝冷却方式最快的是水冷,对不?
|
图1 试验发现,对焊缝采用吹风冷却,效果并不理想,焊缝冷却速度缓慢,每道焊缝焊接完成后,需20min以上,焊缝温度才能降至40℃左右(手摸不烫)。 2焊缝背面浸水冷却
先将焊接试板对接坡口一面打底焊好,背面清根,打磨清理干净,PT检测确认无缺陷后,将试板厚度方向一半浸在水中(打底焊好的一面浸在水中)。然后再焊接余下的焊缝,使焊缝的背面浸在水中以达到冷却焊缝的目的。由于316L不锈钢的导热性较差,采用焊缝背面浸水的冷却方式,焊缝冷却速度也不理想,每道焊缝焊接完成后,需要15min以上,焊缝温度才能降至40℃左右(手摸不烫)。 3焊缝浇水冷却
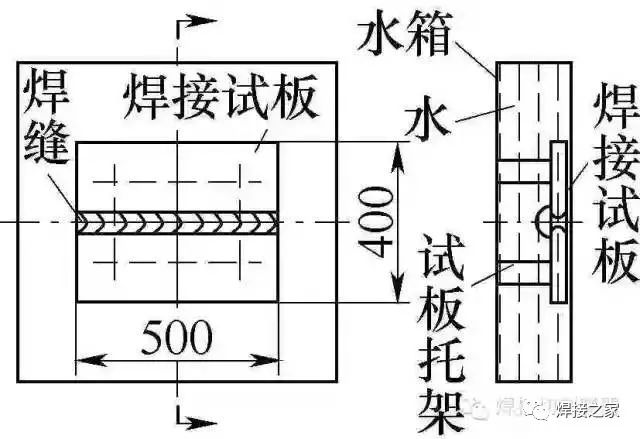
在第二种冷却方式的基础上,不仅将焊接试板浸在水中,而且每道焊缝焊接完成后,直接向焊道表面浇水来冷却焊缝。试验显示,采用焊缝浇水的冷却方式,焊缝冷却速度明显加快,每道焊缝焊接完成后,只需浇水冷却3min左右,焊缝温度即降至40℃左右(手摸不烫)。浇水冷却焊接如图2所示。
图2 我们对采用焊缝浇水冷却方式的316L不锈钢进行了焊接工艺评定,工艺评定使用的316L不锈钢试板,焊接参数等与焊接试验时相同。焊接试板打底焊完成后,将试板浸在水中,每道焊缝焊接完成后,直接向焊道表面浇水来冷却焊缝,待焊缝温度降至40℃左右,使用电吹风将焊缝及两侧50mm范围的水汽吹干,打磨清理干净后,再焊接下一焊道。 试板焊接完成24h后,检查结果均合格。并对焊接试板的对接接头进行了力学性能试验,均符合标准规定。焊接工艺评定合格。
结语 采用焊缝浇水冷却的方式焊接316L不锈钢是可行的,给实际生产带来效益。返回搜狐,查看更多 |

【本文地址】
今日新闻 |
推荐新闻 |