三菱PLC用定时器与计数器实现的时间控制编程实例 |
您所在的位置:网站首页 › 三菱时间计数器怎么设置 › 三菱PLC用定时器与计数器实现的时间控制编程实例 |
三菱PLC用定时器与计数器实现的时间控制编程实例
|
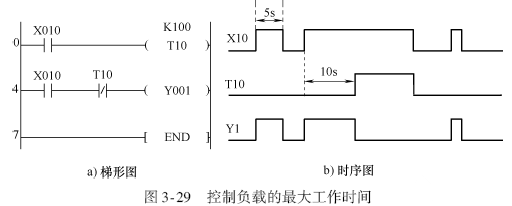
在实际工程中,常遇到将负载的工作时间限制在规定时间内的控制。这可以通过如图3-29所示的程序来实现,它所实现的控制功能是,控制负载的最大工作时间为l0s。
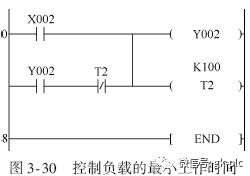
如图3-30所示的程序可以实现控制负载的最少工作时间。该程序实现的控制功能是,输出信号Y2的最少工作时间为10s。 4、长时间延时控制程序 在PLC中,定时器的定时时间是有限的,最大为3276.7s,还不到lh。要想获得较长时间的定时,可用两个或两个以上的定时器串级实现,或将定时器与计数器配合使用,也可以通过计数器与时钟脉冲配合使用来实现。
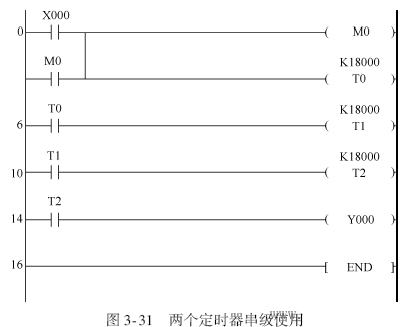
(1)定时器串级使用 定时器串级使用时,其总的定时时间为各个定时器设定时间之和。 图3-31是用两个定时器完成1.5h的定时,定时时间到,Y0得电。 (2)定时器和计数器组合使用
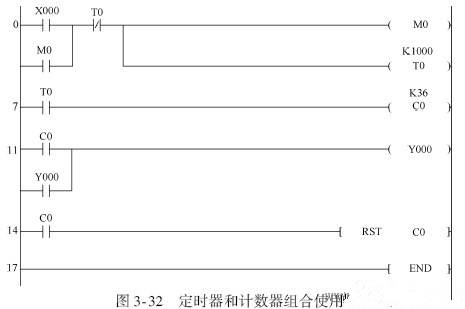
图3-32是用一个定时器和一个计数器完成1h的定时。 当X0接通时,M0得电并自锁,定时器T0依靠自身复位产生一个周期为100s的脉冲序列,作为计数器C0的计数脉冲。当计数器计满36个脉冲后,其常开触点闭合,使输出Y0接通。从X0接通到Y0接通,延时时间为100s x 36 = 3600s,即1h。
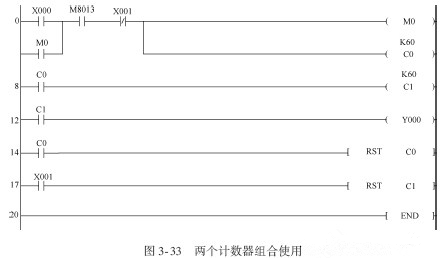
(3)两个计数器组合使用 图3-33是用两个计数器完成1h的定时。 以M8013 (1s的时钟脉冲)作为计数器C0的计数脉冲。当X0接通时,计数器C0开始计时。 计满60个脉冲(60s)后,其常开触点C0向计数器C1发出一个计数脉冲,同时使计数器c0复位。 计数器C1对c0脉冲进行计数,当计满60个脉冲后,C1的常开触点闭合,使输出Y0接通。从X0接通到Y0接通,定时时间为60s x 60 = 3600s,即1h。
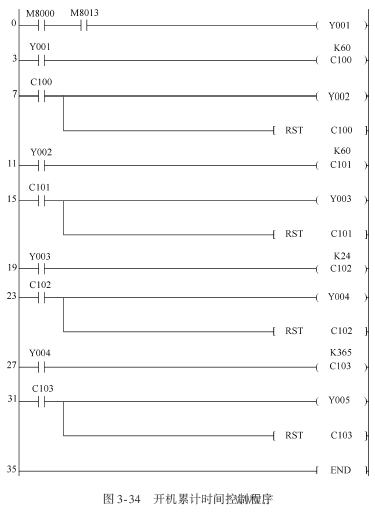
5、开机累计时间控制程序 PLC运行累计时间控制电路可以通过M8000, M8013和计数器等组合使用,编制秒、分、时、天、年的显示电路。在这里,需要使用断电保持型的计数器(C100~C199),这样才能保证每次开机的累计时间能计时,如图3-34所示。
-End- ▣来源:工控PLC网、如内容有侵权请联系删除 ▣ 声明:本文素材系网络收集,工控帮编辑整理。文中所用视频、图片、文字版权归原作者所有。如涉及作品版权问题,烦请及时联系15388920506(微信同号),我们将即刻确认版权并按国家相关规定支付稿酬!返回搜狐,查看更多 |
【本文地址】
今日新闻 |
推荐新闻 |