UG后处理:三菱法兰克三轴带刀库备刀通用后处理功能详解及完整文件提供 |
您所在的位置:网站首页 › uG法兰克后处理器安装 › UG后处理:三菱法兰克三轴带刀库备刀通用后处理功能详解及完整文件提供 |
UG后处理:三菱法兰克三轴带刀库备刀通用后处理功能详解及完整文件提供
|
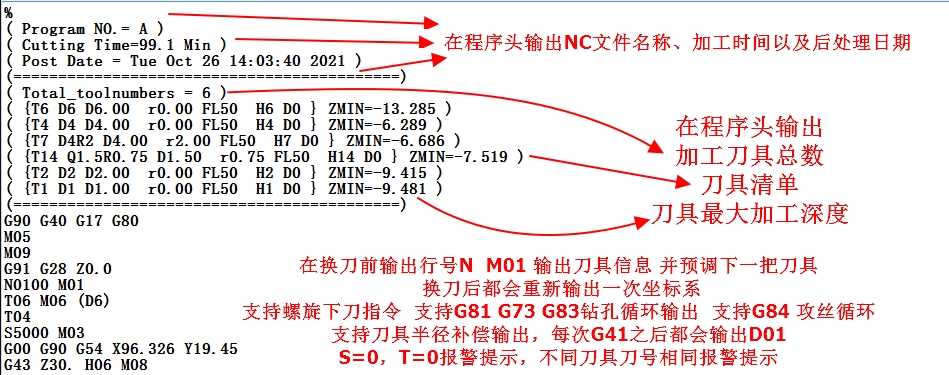
UG后处理 三菱 法兰克三轴带刀库备刀通用后处理 ====================== 功能说明: 1、在程序头输出NC文件名称、加工时间、后处理日期 2、在程序头输出加工刀具总数、刀具清单、刀具最大加工深度 3、在换刀前输出行号,输出刀具信息,并预调下一把刀具 4、可选择输出G54到G59坐标系, 通过编程坐标里面的“装夹偏置”号来实现。 0为G54,1为G55 5、支持螺旋下刀I J指令,提高机床效率,精简程序 6、支持刀具半径补偿输出,每次G41之后都会输出补偿号D值 7、支持G81、 G73、G83钻孔循环输出 8、支持/M29 G84 G95模式攻丝循环,并可通过编程的暂停“秒”参数实现Q输出 9、S=0,T=0报警提示,不同刀具刀号相同报警提示 10、上机验证后处理,安全可靠有保证!![棒] ====================== 本后处理为完整版本 .def .pui .tcl三个文件全部提供 ====================== .pui文件仅供参考后处理构成,请勿修改!!谢谢[送花] ID:8316659578712867 悟了个空 UG后处理是一种用于三菱和法兰克三轴带刀库备刀的通用后处理方法。本文将针对UG后处理的功能进行详细说明,并介绍如何使用该方法来实现各种技术需求。 程序头信息输出:在进行后处理时,我们可以在程序头输出NC文件的名称、加工时间和后处理日期。这样可以方便查看和管理加工过程。 刀具信息输出:在程序头中,可以输出加工刀具的总数、刀具清单和刀具的最大加工深度。这对于工艺的评估和优化非常有帮助。 换刀前的输出:在进行换刀操作之前,我们可以输出当前行号和刀具信息,并预调下一把刀具。这样可以实现自动化的换刀操作,提高生产效率。 G54到G59坐标系的输出:在后处理中,可以选择输出G54到G59坐标系。通过编程坐标中的“装夹偏置”号来实现。例如,0表示G54,1表示G55。这可以方便地切换不同的坐标系,适应不同的加工需求。 螺旋下刀指令的支持:为了提高机床的效率和程序的简洁性,UG后处理支持螺旋下刀的I和J指令。这样可以在加工过程中实现快速下刀,减少空程时间。 刀具半径补偿输出:UG后处理支持刀具半径补偿的输出。每次使用G41指令后,都会输出补偿号D值。这样可以实现精确的刀具半径补偿,提高加工精度。 钻孔循环输出:UG后处理支持G81、G73和G83钻孔循环的输出。这些循环可以简化钻孔操作,提高钻孔的效率。 模式攻丝循环输出:UG后处理支持M29、G84和G95模式攻丝循环的输出。可以通过编程的暂停“秒”参数实现Q输出。这样可以方便地进行攻丝操作。 报警提示功能:UG后处理还具有一些报警提示功能。当S=0或T=0时,会进行相应的报警提示。当不同刀具的刀号相同时,也会进行报警提示。这样可以及时发现并解决问题,保证加工的安全性和可靠性。 上机验证和完整版本提供:为了保证后处理的安全可靠性,本文提供的UG后处理方法已进行上机验证。同时,我们还提供了完整的.def、.pui和.tcl三个文件,以供参考和使用。 通过以上功能说明,可以看出UG后处理是一种功能强大且稳定可靠的后处理方法。它可以满足各种复杂的加工需求,并提供方便的编程和管理功能。无论是钻孔、攻丝还是刀具补偿,UG后处理都能够提供高效、精准的解决方案。希望本文的介绍能够帮助读者更好地理解和应用UG后处理方法。谢谢! 以上相关代码,程序地址:http://matup.cn/659578712867.html |
【本文地址】
今日新闻 |
推荐新闻 |