黄工数控编程:编程中T型刀的参数设置方法 |
您所在的位置:网站首页 › t型刀加工 › 黄工数控编程:编程中T型刀的参数设置方法 |
黄工数控编程:编程中T型刀的参数设置方法
|
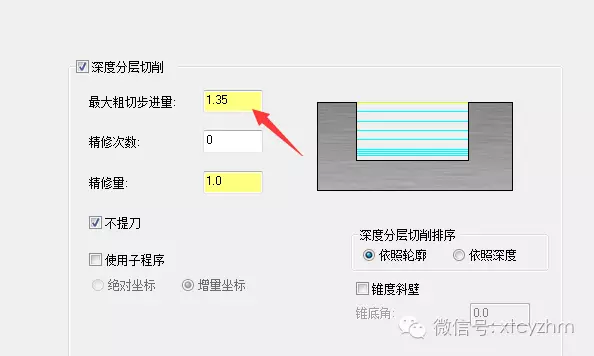
下面是我给的深度分层量控制
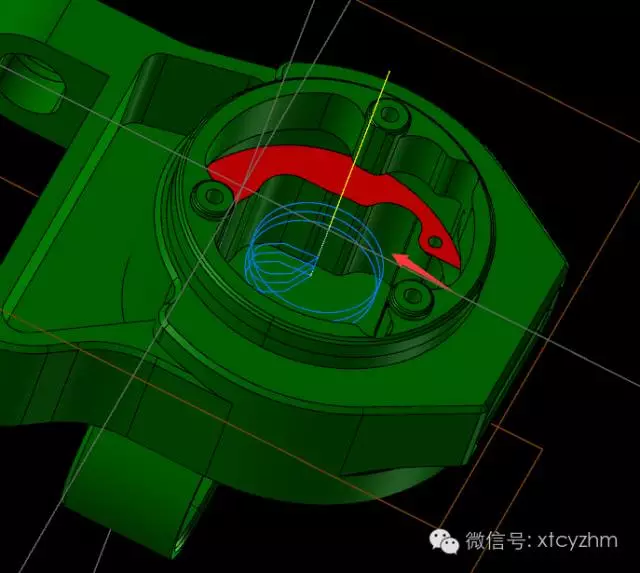
可能有很多朋友会问,这样给的依据是什么,是不是每次都准确。 我来给大家详细分析,为什么要样给。讲一个工件表面深度设置的原理:因为工件上壁Z值是-6.4,刀厚度为2,所以第一刀下的位置要到-8.4才是正确的,不会导致上壁过切或欠切。也许大家会有疑问为什么不直接给-8.4,却偏偏要给-7.05呢?这里就涉及到深度分层量,不能乱给,需要我们计算出来,设置的是多少,我们出来的程序就必须走多少。如果随便给数的话,是不准确的,软件里面给的是最大粗切深度,没有经过我们计算,它会按照软件自动计算出来。 示例中的1.35=(11.1-8.4)/2;-7.05=6.4(上壁的Z方向坐标值)-2(刀厚度)+1.35(层切量)。这样的设置,出来的才是3刀到位,如果开始高度设置成-8.4,则只有2刀。下面是成功刀路效果图。
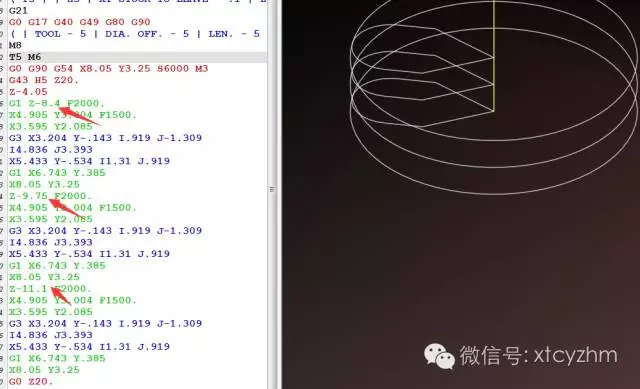
再看看NC程序里面Z方向下刀位置。
这样就没问题了。另外给大家留个小小的作业,如果是槽的上壁和下壁要留量做精加工,又应该怎样做呢? 可能大家会比较关心,我这段时间都在干什么,也很少有分享。我感觉自己是一个顾家的人,我把大部分精力放在家庭小孩身上,还有VIP会员兄弟遇到的一些问题需要解决回复,虽说比在外工作辛苦,但这个过程是幸福的。钱是赚不完的,有些事情一旦错过将不再。在外打工的兄弟们,大家常回家看看,毕竟你的根在那里。也非常感谢大家一直对我的关注和支持,我也会给大家带来更精彩的知识! 原创作品欢迎大家指正,不足之处还请大家多多包涵。我是黄工,零件产品编程专家,黄工数控编程创始人,如果你对本文有什么问题或质疑,请留言或加我微信&QQ(15628050)探讨。黄工这边承接MASTERCAM各类后处理定制,加工方案解决。返回搜狐,查看更多 |
【本文地址】
今日新闻 |
推荐新闻 |