PVC树脂质量检测方法探讨 |
您所在的位置:网站首页 › pvc板材检测报告书 › PVC树脂质量检测方法探讨 |
PVC树脂质量检测方法探讨
|
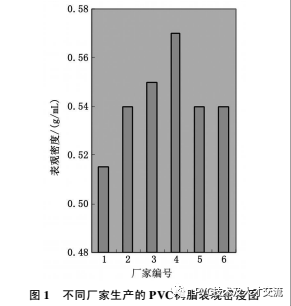
以6家PVC树脂生产企业生产的PVC树脂粉体表观密度为例进行讨论。将3家采用电石法氯乙烯单体生产PVC树脂的企业编号为1、2、4号厂家;3 家采用乙烯法氯乙烯单体生产PVC 树脂的企业编号为3、5、6号厂家。图1是不同厂家生产的PVC 树脂粉体表观密度的对比图。
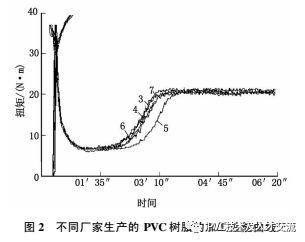
从图1可以看出, 4号厂家生产的树脂表观密度最高, 1号厂家生产的PVC树脂的表观密度最低, 2、5、6号厂家生产的PVC树脂表观密度比较接近。4号厂家生产的PVC树脂表观密度大于0. 55g/mL, 显然与PVC 颗粒状态、聚集状态有关, 说明树脂中含有一定量的紧密型树脂颗粒。2、5、6号厂家生产的PVC树脂表观密度在0. 55 g/mL左右,对于型材生产来说,疏松型树脂有利于各种助剂的充分分散,保证型材内部原材料颗粒的均匀分布,因为疏松型树脂的比表面积比紧密型高 10倍,其吸收各种助剂的能力大,加工性能好。1号厂家生产的PVC 树脂表观密度小于0. 55 g/mL, 说明PVC 颗粒相对其他厂家树脂粉体的颗粒大且过分疏松,将影响到PVC型材的产品质量。 因此,虽然按照国家标准5悬浮法通用型聚氯乙烯树脂6, 6家PVC树脂生产企业的PVC树脂粉体表观密度都符合要求,但型材生产企业应该从型材的加工性能、力学性能、生产工艺与设备等方面考虑,确定适合企业的PVC树脂表观密度指标控制范围。 3 PVC 干混料的加工性能 PVC 干混料的加工性能检测是将PVC 树脂按照一定的生产配方进行热混合后制成干混合料,通过转矩流变仪对干混合料进行捏合并且以曲线形式反映PVC树脂的加工性能。以5家PVC树脂生产企业(编号为3、4、5、6、7号厂家)为例进行讨论。在相同配方条件下,将3、4、5、6、7号厂家生产的PVC树脂分别制成PVC干混料,使用转矩流变仪在特定的温度、特定的转子转速下进行试验,产生加工扭矩随加工时间变化的加工曲线(见图2) ,比较它们的加工性能。在一定条件下,如果某个PVC干混料加工时间短、加工扭矩却变化快,说明该PVC树脂加工性能好,反之,说明该PVC树脂加工性能较差。由图2可以看出, 5号厂家生产的PVC树脂塑化速度稍慢些,而3、4、6、7号厂家生产的PVC树脂流变加工性能基本相同,对于型材生产有利。
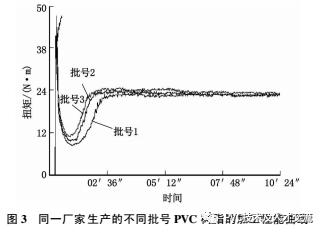
另外,同一厂家生产的PVC树脂,生产批号不同,亦会影响PVC树脂的流变加工性能,表现为流变曲线不同。图3是同一厂家生产的3个批号的PVC 树脂加工曲线图, 批号2、批号3 PVC 树脂的流变曲线接近,批号1 PVC树脂的流变曲线不同,反映出 PVC树脂生产工艺控制不同对 PVC干混料的加工性能有影响。因此,考察 PVC干混料的加工性能,就是考察 PVC树脂质量的稳定性能,进而为选择适合企业生产与质量要求的 PVC树脂和调整生产配方提供方案。
4 粉体白度 以 7 家PVC 树脂生产企业( 编号为1、2、3、4、5、6、7 号厂家) 为例进行讨论, 其中1 号厂家采用乙烯法氯乙烯单体生产 PVC树脂,其他厂家采用电石法氯乙烯单体生产 PVC树脂。用白度计对 7个厂家生产的 PVC树脂进行粉体白度(用 Wr值表示)检测,图 4是 7个厂家生产的 PVC树脂的白度对比图。从图 4中可知,不同厂家生产的 PVC树脂白度是不同的。1号厂家生产的 PVC树脂 Wr值最高,说明采用乙烯法生产的氯乙烯单体聚合的 PVC树脂白度最好; 1、2、3、7号厂家生产的 PVC树脂白度比较接近,型材加工过程不需要调整颜色,而 4、5、6号厂家生产的 PVC树脂白度都较低,特别是 5号厂家生产的 PVC树脂白度最低。粉体白度低与氯乙烯单体质量、聚合工艺及控制过程有关系,会给型材生产带来一定的麻烦,需要在加工过程中调整颜色。所以,对于型材生产企业来说,生产过程中不能简单地进行 PVC树脂替换,而要根据 PVC树脂的粉体白度进行颜色调整,以保证型材表面颜色一致。另外, PVC树脂干混料粉体白度的检测从一个侧面也反映了树脂的热稳定性能。将 3、4、5、6、7号厂家生产的 PVC树脂分别热混合制成 PVC干混料后进行白度检测,结果见图 5。从图 5中可以看出,纯 PVC树脂的白度值大小顺序是: 3、7、4、6、5号厂家; PVC干混料的白度值大小顺序是: 4、5、7、3、6号厂家, 4号厂家生产的 PVC树脂白度下降 7. 6% , 5号厂家生产的 PVC树脂白度下降6. 9% , 7号厂家生产的 PVC 树脂白度下降10% , 3 号厂家生产的PVC 树脂白度下降11% , 6号厂家生产的 PVC树脂白度下降 9. 3%。可以看出,与 PVC树脂原来的 Wr值比较, PVC树脂经过高热混合后,每个 PVC干混料的 W r值都降低, 而且树脂之间的W r值差别与干混料W r值差别不一样。所以, 在调整型材颜色时, 不但要看 PVC树脂的白度,更要看干混料的白度,即不同 PVC树脂经过热混合后的颜色变化是不同的。有的 PVC树脂生产厂家为了提高树脂颗粒表面白度,加入荧光增白剂,结果 PVC树脂制成干混料后白度下降值较大。所以,加入荧光增白剂是不可取的,因为荧光增白剂中往往含有双键,容易引发树脂中形成不稳定分子链结构,导致树脂老化加快,使型材老化性能降低。
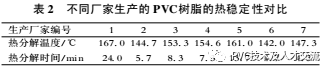
5 PVC 树脂热稳定性检测 热稳定性检测是考察PVC树脂的热状态及老化性能。检测包括PVC树脂在140e下的分解时间、分解温度和PVC干混料在195e下的分解时间。PVC型材通常选用平均聚合度为1 000(K值为66~ 68)左右的疏松型悬浮法PVC树脂。纯的PVC 树脂对热极为敏感, 当加热温度达到90 e 以上时就会发生轻微的热分解反应,当温度升到120e 后分解反应加剧, 在150 e 下受热10 min, 由原来的白色逐步变为黄色红色棕色黑色。PVC树脂分解过程是由于脱HCl反应引起的一系列连锁反应,最后导致大分子链断裂。产生这些连锁反应是源于PVC树脂中存在不稳定结构分子链。在单体聚合过程中容易产生一些不稳定分子链结构(基团) ,主要有 3种结构:¹双键附近活泼氯,º烯丙基氯,»叔氯结构。3种不稳定结构的共同特点是在热、光等作用下,氯原子容易发生脱氯化氢反应,结果是分子链有双键产生,当双键的数量达到 7个的时候, PVC树脂就会表现出变色。 因此,不同PVC树脂生产厂家由于聚合工艺控制、原材料指标控制等不同,因而所生产的树脂中这3 种不稳定结构的比例是不同的, 表现出PVC 树脂颗粒表面颜色不同及材料老化性能不同。对于PVC 树脂而言, 如果热分解温度低或热分解时间短,为了保证在热混合、加工过程中不发生分解,需要增加稳定剂的用量;如果热分解温度高或热分解时间长,可以减少稳定剂的用量。仍以7家PVC树脂生产企业(编号为1、2、3、4、5、6、7号)为例进行讨论,其中1号厂家为采用乙烯法氯乙烯单体生产PVC 树脂, 其他厂家采用电石法氯乙烯单体生产PVC 树脂。采用刚果红检测方法, 对不同厂家生产的PVC树脂的热稳定时间、热分解温度进行检测,结果见表2。
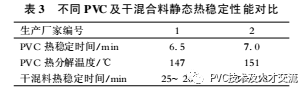
由表2中PVC树脂热稳定性检测结果看, 1号厂家生产的PVC树脂由于采用乙烯法氯乙烯单体聚合而成,所以热分解温度最高,热分解时间最长。其他树脂虽然均采用电石法氯乙烯单体生产,但热稳定性也不一样, 5号厂家PVC树脂最好, 6号厂家PVC 树脂最差。因此, PVC 树脂热分解温度低、热分解时间短与树脂中不稳定基团含量多有关。 此外,不但要注意PVC树脂的热分解时间,还要注意PVC干混料的热稳定时间。因为有的PVC树脂虽然热分解温度高,但经过热混合后热分解温度却降低了。表3是对两个厂家生产的PVC树脂进行的对比,虽然1号厂家PVC树脂比2号厂家PVC树脂热分解温度低4e,但是1号厂家PVC干混料比2号厂家PVC 干混料热稳定时间提高44% ~ 56% 。说明1 号厂家PVC树脂中不稳定基团少,经过了热混合,其干混料热稳定时间却较长,而2号厂家PVC树脂中不稳定结构较多,经过热混合后其干混料热稳定时间就缩短了。所以,PVC树脂的热稳定性并不能如实反映PVC干混料的热稳定性。
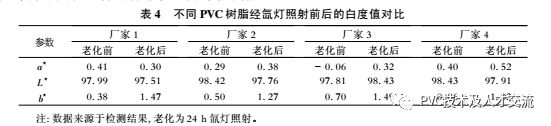
6 人工光老化考察PVC 脂的光作用影响 PVC 树脂光老化性能与PVC 树脂的分子质量分布有密切关系, PVC树脂的分子质量分布影响到成型加工和制品质量的均一性,通常以窄分布或双峰分布为好。分子质量分布太宽表明聚合物中存在着一定数量的偏低或偏高的分子质量部分。前者的存在(双键结构等大多集中在低分子质量)将显著降低其热稳定性、耐热变形温度、电气绝缘性、力学强度和耐老化性;后者的存在往往会使其在通常的加工条件下不易塑化均匀,同样会造成制品内在质量,尤其是外观质量的下降,严重的时候会在制品表面出现/鱼眼0一样的未塑化颗粒。由于测试仪器昂贵,一般厂家都不具备这样的分子质量分布检测能 力,因此,人工光老化是考察PVC树脂光作用影响的一个方法。选取4个厂家生产的PVC树脂进行光老化试验,采用氙灯对这些PVC树脂样品进行照射,照射一定时间后检测树脂样品的b*值变化情况,结果见表4。老化前各树脂的b*值大小顺序是:厂家4、厂家3、厂家2、厂家1;老化后各树脂的b*值大小顺序是: 厂家3、厂家1、厂家2、厂家4, 说明1号厂家生产的PVC树脂经过24 h的氙灯照射后,b*值变化较大。由于b*值反映了树脂黄相指标,虽然1号、3号厂家生产的PVC树脂初始b*值比其他厂家的PVC树脂低或相近,但是,在光作用下老化性能表现却不如其他厂家生产的PVC树脂,说明1号、3号厂家生产的PVC树脂光老化性能不好,这与树脂中不稳定基团含量较多有关。
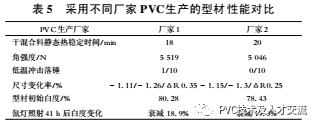
另外,研究了PVC干混料热稳定性能与PVC型材力学性能的关系。采用两个厂家生产的PVC树脂进行型材生产试验对比,结果见表5。
由表5可以看出:虽然两个厂家生产的PVC树脂混合后所得干混料的静态热稳定时间相差不大,但是采用1号厂家生产的PVC树脂生产的型材角强度却比采用2号厂家生产的PVC树脂的型材提高9% ,白度也有提高,型材经过人工氙灯照射后白度衰减较慢,说明采用1号厂家生产的PVC树脂生产的型材光老化性能好。分析原因可能是2号厂家生产的树脂在生产过程中的单体质量、微量元素含量以及聚合工艺控制与1号厂家生产的树脂有所不同。说明PVC干混料静态热稳定性能好,不等于采用该PVC干混料生产的型材的耐老化性能好,因为PVC 干混料经过高温剪切和挤出加工, 其动态热稳定性能发生了变化,动态热稳定时间降低,从而影响到型材的耐老化性能。所以,考察PVC树脂的光作用影响,不但需要考察PVC干混料的热稳定性能, 更需要考察采用PVC树脂生产的型材的光稳定性和力学性能。 7 结语 通过对以上PVC树脂质量检测内容的探讨可以看出, PVC树脂的表观密度影响各种助剂与其分散的程度及效果,影响到型材的加工性能与力学性能; PVC树脂的白度影响到型材颜色的调整及老化性能; PVC树脂的热分解温度影响到稳定剂的用量及老化性能; PVC干混料流变转矩曲线反映PVC树脂的加工性能; PVC型材热稳定性、老化性能与PVC 树脂热稳定性和光稳定性的关系不大。当然,对于PVC树脂质量的检测,肉眼观察仍然是第一关,不能忽视。 总之,真正影响PVC树脂加工及制品性能和质量的核心是PVC树脂的分子结构、颗粒形态以及残留杂质的成分。这些项目检测困难,不宜应用。因此,型材生产企业检测PVC树脂质量的实用内容应该是表观密度、白度、流变加工性、热稳定性、人工光老化性。同时,型材生产企业应将不同厂家生产的PVC 树脂的表观密度、白度、流变加工性、热稳定性、人工老化性等指标分别存档,作为下个批次检测PVC 树脂质量的参考依据。 声明:本文来自网络,只为学习交流,无商业目的 因为有你,我们将更加精彩!返回搜狐,查看更多 |

【本文地址】