OSP表面处理PCB 焊接不良原因分析和改善对策 |
您所在的位置:网站首页 › pcb焊接不良是什么原因 › OSP表面处理PCB 焊接不良原因分析和改善对策 |
OSP表面处理PCB 焊接不良原因分析和改善对策
|
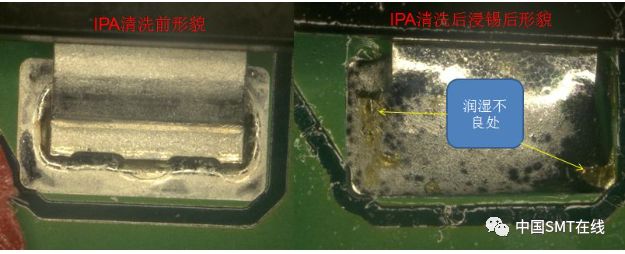
公司某OSP表面处理PCB产品在SMT生产第一面时元件焊盘上锡良好,在生产第二面时出现过炉后连接器及部分位置元件焊盘上锡不良,焊料在焊盘上出现一定的反湿润和拒焊问题,如下图1。本案例中的PCB是OSP表面处理方式,SMT制程是无铅工艺,根据基本焊接原理及实际工程经验分析,拒焊及反湿润出现与PCB表面焊盘的可焊性有直接的关系。因此,本案例的分析思路是首先通过外观检查,再分别使用异丙醇(清洗IPA)和盐酸清洗不良焊盘进行可焊性对比,再借助第三方实验室使用EDS进行成分分析等方法,找出OSP可焊性差的原因,并给出相应的改善对策。
图1 上锡不良图片 3.1 分析过程 a.使用显微镜观察不良品,发现PCBA上存在多处润湿不良,润湿不良焊盘上呈球状、不规则网状,PCB pad呈现明确的不可焊形貌如上图1。 b. 使用异丙醇(IPA)对润湿不良焊盘进行清洗,清洗后浸入255OC锡槽5秒钟。验证目的:如为异物污染导致的不润湿,IPA清洗后可以润湿上锡。结论:IPA清洗无助于焊盘上锡, 说明焊盘不上锡不是异物覆盖导致的[3],如图2。
图2 IPA清洗前后焊盘上锡对比 C.使用盐酸对润湿不良焊盘清洗,清洗后浸入255OC锡槽5秒钟。验证目的:如为焊盘氧化导致的不润湿,盐酸清洗后可以润湿上锡。结论:盐酸清洗后焊锡润湿良好,说明不润湿焊盘表面存在金属氧化物,导致焊接过程中焊锡无法润湿[3],如图3。
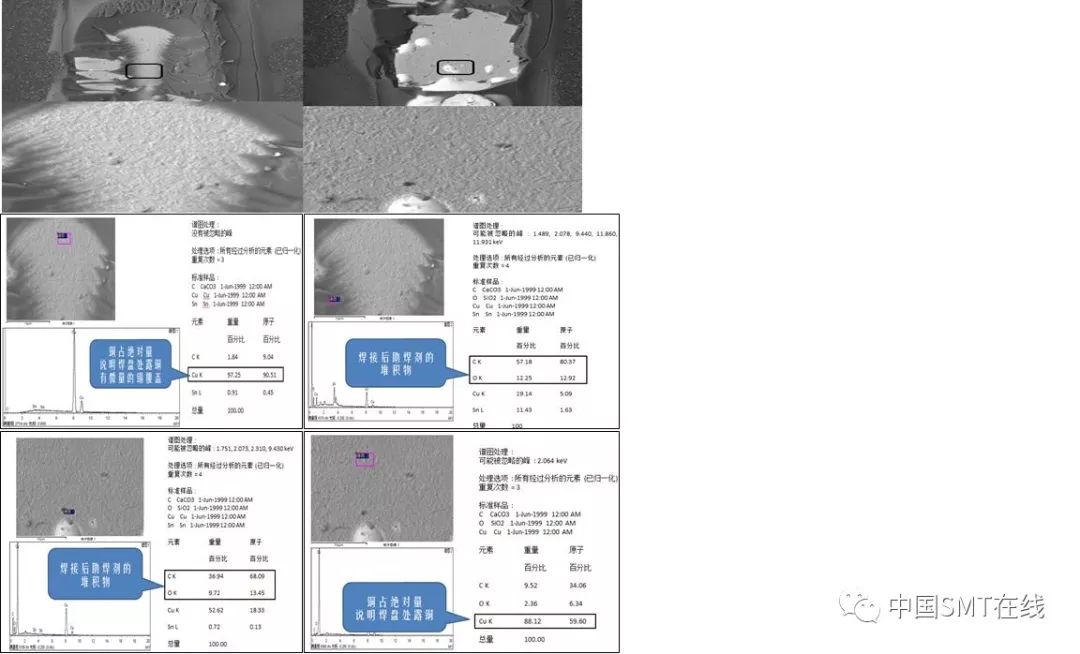
图3 盐酸清洗前后焊盘上锡对比 d.对拒焊位置做EDS分析。验证目的:对拒焊焊盘表面不良位置元素成分进行分析,确定导致上锡不良的根本原因。结论:不上锡焊盘区域铜占绝对优势,说明未被焊锡覆盖,无其它金属污染;拒焊区域焊锡边缘区域存在碳氧等元素,是焊接过程及空气中成分影响所致[3],如图4。
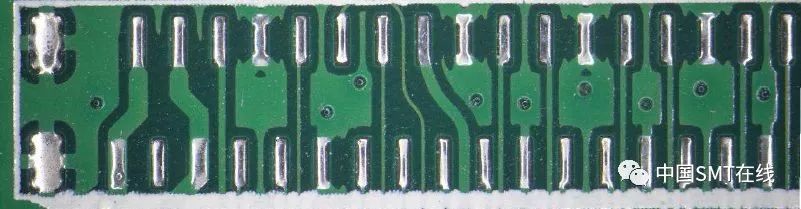
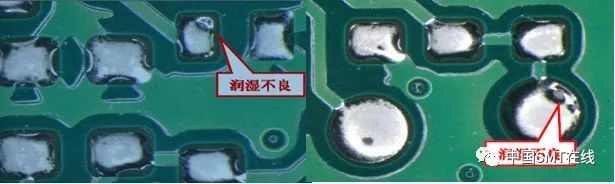
图4 不良位置EDS分析 e. PCB可焊性测试。依照IPC J-STD-003B中测试A1的方法,对同周期的PCB光板及光板模拟过一次回流焊后再进行可焊性测试。验证目的:对比光板和模拟过一次回流炉后PCB可焊性的差异。结论:同周期PCB光板,焊盘上锡良好,外观符合IPC要求,如图5;经过一次回流之后OSP膜劣化减薄,PCB可焊性变差,部分焊盘润湿不良,如图6。
图5 可焊性试验同周期光板
图6 可焊焊性试验光板模拟过一次回流焊 3.2综合分析结论 PCB板面存在多处拒焊现象,拒焊区域经异丙醇清洗无效,证明无异物覆盖焊盘;盐酸清洗后可以正常润湿,证明焊盘表面存在金属氧化物,该氧化层影响焊接效果;对焊盘拒焊区域做EDS成分分析,结果显示主要成分为铜、碳、氧, 证明拒焊焊盘表面存在金属氧化层,无其它金属污染物及其它覆盖物;对比模拟一次回流焊的光板作可焊性验证,发现部分焊盘可焊性变差,有润湿不良的现象。 经过上面的综合分析,此案例为OSP膜厚不够及不耐多次高温导致。新拆封的OSP板保护膜完好,未出现焊盘氧化现象,焊锡润湿性良好。经过一次回流高温后OSP膜受热分解减薄,部分区域OSP膜损耗殆尽,无法有效保护焊盘铜箔导致焊盘氧化,焊接时出现拒焊现象。需要PCB厂商加强OSP工艺过程控制,严格管控OSP膜的厚度及均匀性。 4.改进措施 4.1 选择合适的OSP药水 OSP 有三大类的材料:松香类(Rosin),活性树脂类(Active Resin)和唑类(Azole)。目前使用最广的是唑类OSP。唑类OSP已经经过了约6代的改善,现分解温度可高达354.9℃[4,5],适合无铅工艺和多次回流焊接。PCB在生产前需根据产品的生产工艺选择合适的药水。 4.2 PCB在生产过程中要严格控制OSP膜的厚度及均匀性 OSP工艺的关键是控制好保护膜的厚度。膜厚太薄,耐热冲击能力差,在回流焊接时,膜层耐不住高温,裂解变薄,容易造成焊盘氧化,影响可焊性;膜厚太厚,在焊接时,不能很好的被助焊剂所溶解和去除,也会导致焊接不良。 4.2.1 OSP板的生产工艺流程 放板→除油→水洗→微蚀→水洗→预浸→DI水洗→吸干→上保护膜(OSP)→吸干→DI水洗→吹干→烘干→吹干→烘干→收板 4.2.2 影响OSP膜厚的主要因素 a.除油。除油效果的好坏直接影响到成膜质量。除油不良,则成膜厚度不均匀。一方面,可以通过分析溶液,将浓度控制在工艺范围内。另一方面,要经常检查除油效果是否良好,若除油效果不好,则应及时更换除油液。 b. 微蚀。微蚀的目的是形成粗糙的铜面,便于成膜。微蚀的厚度直接影响到成膜速率,要形成稳定的膜厚,需要保持微蚀厚度的稳定。一般将微蚀厚度控制在1.0~1.5um 比较合适。每班生产前,需要测定微蚀速率,根据微蚀速率来确定微蚀时间。 c. 预浸。预浸可以防止氯离子等有害离子对OSP缸溶液的损害。OSP预浸缸的主要作用是加快OSP膜厚的形成和处理其它有害离子对OSP缸的影响。预浸剂溶液中有适量的铜离子,能促进络合物保护膜的生成,缩短浸涂时间。一般认为,由于铜离子的存在,在预焊剂溶液中烷基苯并咪唑与铜离子已有一定程度的络合。这种有一定程度聚集的络合物再沉积到铜表面形成络合膜时,能在较短的时间内形成较厚的保护层,因而起到络合促进剂的作用。如预浸剂中烷基苯并咪唑或类似成分(咪唑类)含量极少,当铜离子过量时,就会使预浸剂溶液过早老化, 需要更换。因此,需要重点管控预浸液的浓度和预浸时间。 d. OSP主要成分浓度。烷基苯并咪唑或类似成分(咪唑类)是OSP药液中的主成分,浓度高低是决定OSP膜厚的关键。在生产过程中需要重点监控OSP药水的浓度。 e. 溶液的PH值。PH值的稳定对成膜速率的影响较大,为了保持PH值的稳定,溶液槽中添加了一定量的缓冲剂。一般PH值控制在2.9~3.1,可得到致密、均匀厚度适中的OSP膜。当PH值偏高,PH>5时,烷基苯并咪唑的溶解度降低,有油状物析出;当PH值偏低,PH |


【本文地址】
今日新闻 |
推荐新闻 |