PE管热熔焊接工艺 |
您所在的位置:网站首页 › p5水管如何焊接 › PE管热熔焊接工艺 |
PE管热熔焊接工艺
|
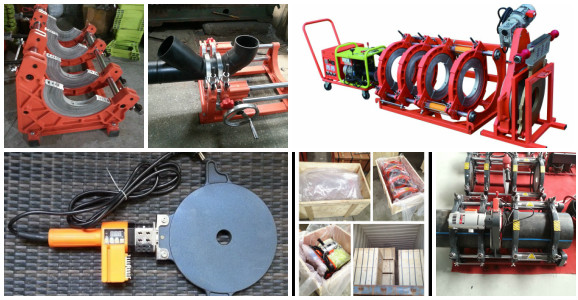
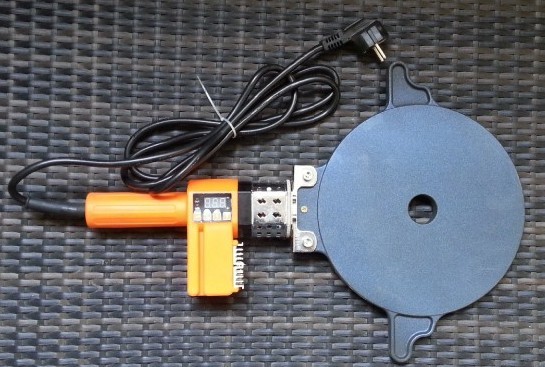
随着国家等重点工程相继启动,——PE (polyethylene)管道的应用日渐广泛,目前该产品已广泛应用于燃气、天然气、供水等领域。 PE管线具有易施工, 速度快, 耐腐蚀, 无污染,使用寿命长等特点。PE管道连接主要有两种方法: 热熔连接和电熔连接。目前主管道主要采用热熔连接。热熔连接原理是将两根PE管道的配合面紧贴在加热工具上来加热其平整的直至熔融, 移走加热工具后, 将两个熔融的端面紧靠在一起, 在压力的作用下保持到接头冷却, 使之成为一个整体。 一、 焊接准备。热熔焊接如下: ①将与规格一致的装入; ②准备足够的支撑物, 保证待焊接管材可与机架处于同一高度, 并能方便移动; ③设定温度200~230℃ (本数据以杭州德瑞宝管道科技有限公司供应的为参考,具体温度以厂家提供的数据为准) ; ④接通焊机电源, 打开加热板、和开关并试运行。 二、 焊接。焊接如下: 检查管材并清理管端→紧固管材→管端→检查管端错位和间隙→材并观察最小卷边高度→管材熔接并冷却至规定时间→取出管材。在焊接过程中, 操作人员应参照卡各项参数进行操作, 而且在必要时, 应根据天气、环境温度等变化对其进行适当调整: ①核对欲焊接管材规格、压力等级是否正确,检查其表面是否有磕、碰、划伤, 如伤痕深度超过管材壁厚的10% , 应进行局部切除后方可使用; ②用软纸或布蘸酒精清除两管端的油污或异物; ③将欲焊接的管材置于机架内, 使两端伸出的长度相当(在不影响和加热的情况下尽可能短,宜保持20~30mm) , 管材机架以外的部分用支撑物托起, 使管材与机架处于同一高度, 然后用卡瓦紧固好; ④置入铣刀, 先打开铣刀电源开关, 然后再合拢管材两端, 并加以适当的压力, 直到两端有连续的切屑出现后(切屑厚度为0.5~10mm, 通过调节铣刀片的高度可调节切屑厚度) , 撤掉压力, 略等片刻,再退开活动架, 关闭铣刀电源; ⑤取出铣刀, 合拢两管端, 检查情况(管材两端的错位量不能超过壁厚的10% , 通过材和松紧卡瓦予以改善; 管材两端面间的间隙也不能超过0.3mm(de225mm以下)、0.5mm(de225mm~400mm)、1mm(de400mm以上),如不满足要求,应在此,直到满足要求。 ⑥加热板温度达到设定值后,放入机架,施加规定的压力,直到两边最小卷边达到规定高度时,压力减小到规定值(管端两面与加热板之间刚好保持接触,进行吸热),时间达到后,松开活动架,迅速取出加热板,然后合拢两管端,其切换时间尽量缩短,冷却到规定时间后,卸压,松开卡瓦,取出连接完成的管材。 三、焊接与焊接直接有关的参数为:温度、时间、压力。艺曲线图表示为焊接过程压力与时间的关系图。 展开全文艺曲线图(略) 壁厚e/mm 加热时的卷边高度h/mm 温度(T):(210±10)℃吸热压力Pa1:0.15MPa 吸热时间ta2/S ta2=10×e 温度(T):(210±10)℃吸热压力Pa2:0.02MPa 允许最大切换时间tu/S 增压时间tf1/S 在保压状态下的冷却时间tf2/min Pf1=Pf2=0.15MPa <4.5 0.5 45 5 5 6 4.5~7 1.0 45~70 5~6 5~6 6~10 7~12 1.5 70~120 6~8 6~8 10~16 12~19 2.0 120~190 8~10 8~11 16~24 19~26 2.5 190~260 10~12 11~14 24~32 26~37 3.0 260~370 12~16 14~19 32~45 37~50 3.5 370~500 16~20 19~25 45~60 50~70 4.0 500~700 20~25 25~35 60~80 Pa1 加热压力 pa2 吸热压力 pf1 熔接压力 pf2 冷却压力 ta1 加热时间Tu 切换时间(包括加热板撤出时间) tf1 增压时间 tf2 冷却时间 四、实践证明,道最容易损坏和泄露的部位,就是管道接口。工程成功与失败的关键就是管道连接质量的好坏。所以严格的接口质量验收对地下燃气十分重要。道接口需做才能检查内部质量。 (1)道连接完后,应加强施工自检和第三方验收,并适当抽取一定比例的接口切开进行内部检查。 (2)检查全部焊接口的焊机焊接数据记录 (3)外观质量检查应100%进行。监理等验收单位应根据施工质量抽取一定比例焊口进行外观检查,数量不得少于焊口数的10%,且每个的焊口数不少于5个。 (4)每个工程均应做接口,对于热熔连接的接口应抽取3%焊口,建议不少于1个。可把焊口切成4条,检查内部熔合情况,未完全熔合视为不合格,也可做,看是否符合设计及规范要求。对于不合格的接口应对该的接口进行加倍抽检,如再发现不合格,则对该施工的接口全部进行返工。
责任编辑: |











 返回搜狐,查看更多
返回搜狐,查看更多【本文地址】
今日新闻 |
推荐新闻 |