非标设计之螺纹选型一 |
您所在的位置:网站首页 › m10板牙的尺寸和标准 › 非标设计之螺纹选型一 |
非标设计之螺纹选型一
|
目录
一、螺纹种类二、 螺纹加工:第一大类:螺纹切削第二大类:螺纹滚压三、螺丝钻孔和选型:四、螺纹的常见画法五、拧螺丝的测力矩扳手和定力矩扳手
一、螺纹种类
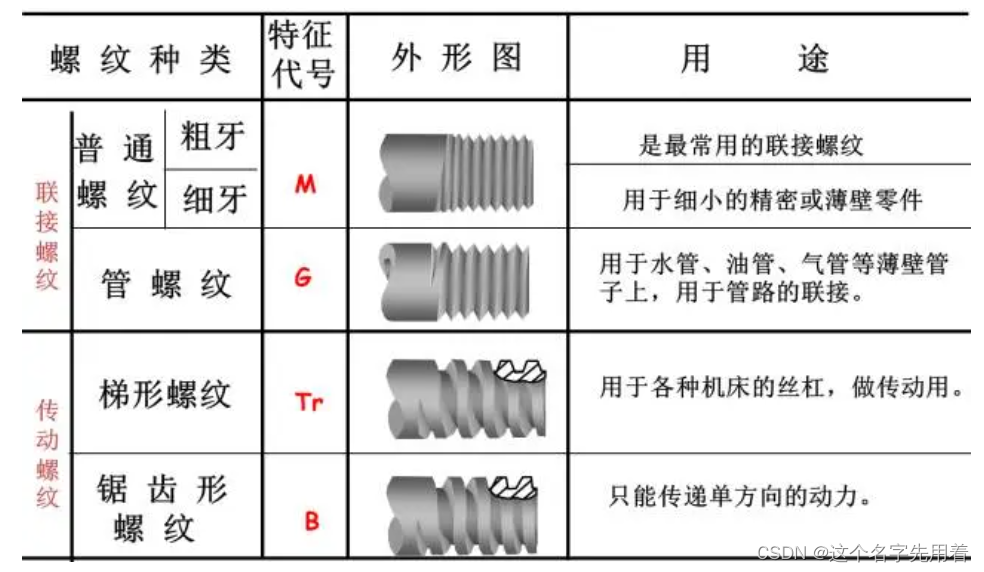
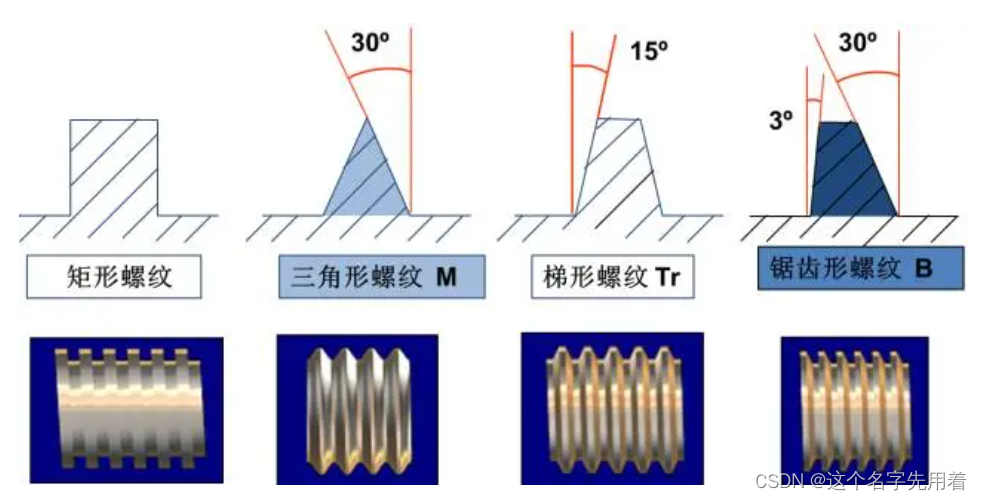
一、螺纹种类 按牙型可分为三角形、梯形、矩形、锯齿形和圆弧螺纹; 按螺纹旋向可分为左旋和右旋; 按螺旋线条数可分为单线和多线; 按螺纹母体形状分为圆柱和圆锥等。
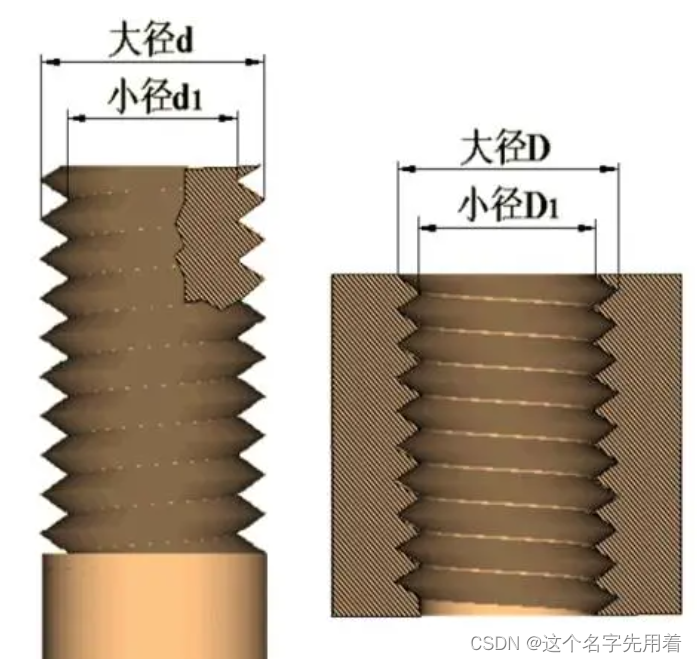
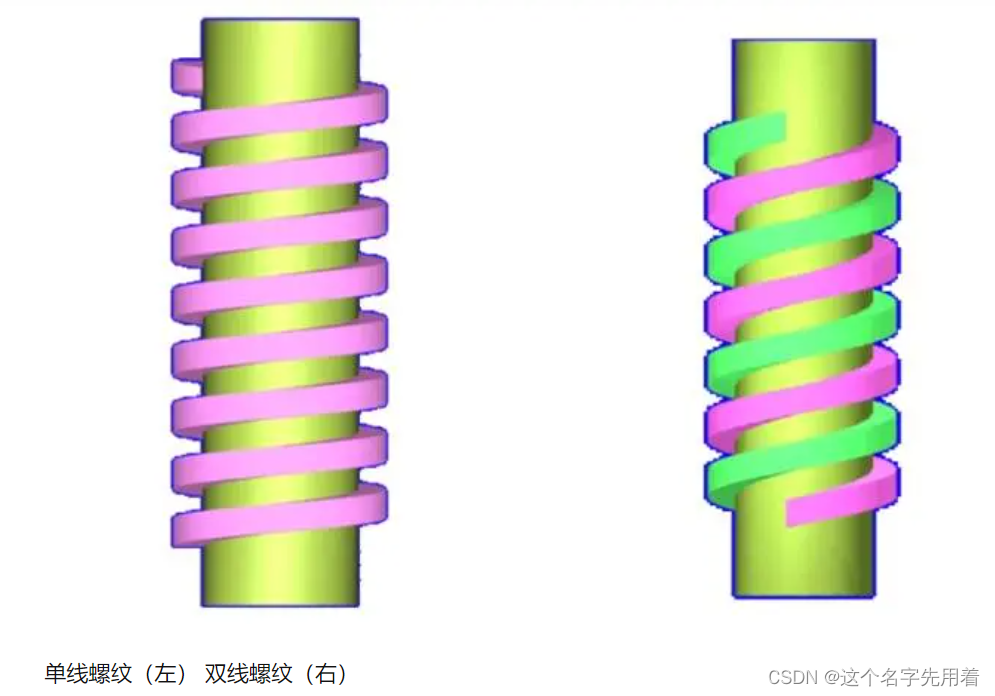
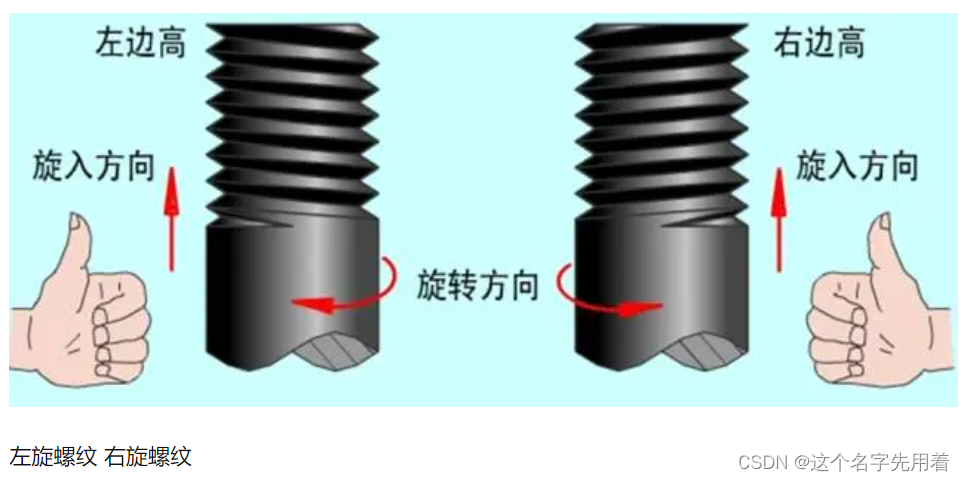
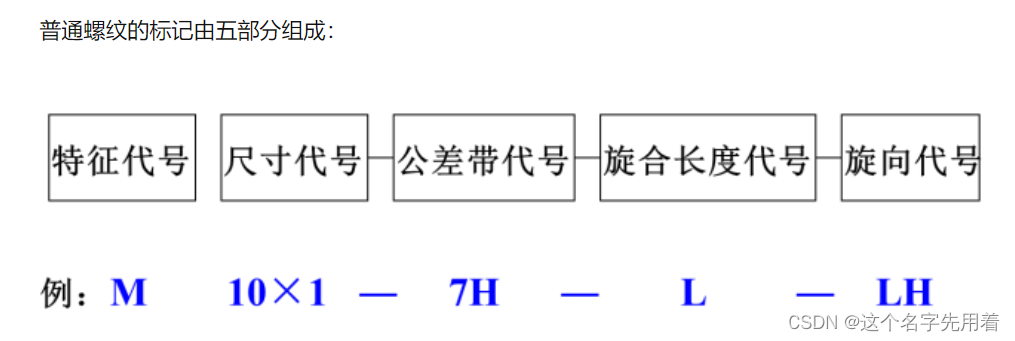
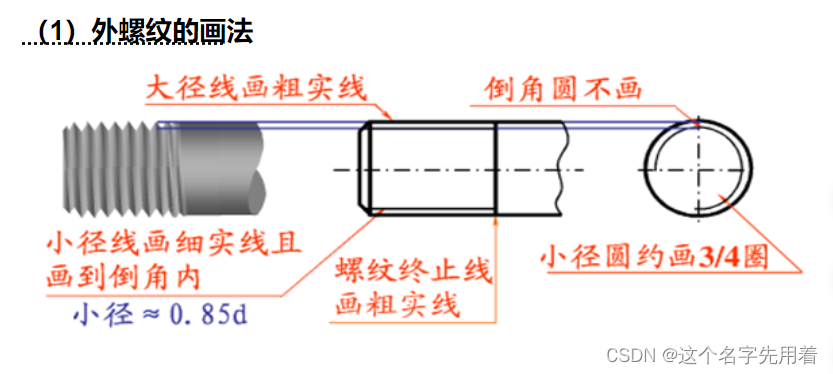
二、螺纹的要素 螺纹包括五个要素:牙型、公称直径、线数、螺距(或导程)、旋向。 牙型在通过螺纹轴线的剖面区域上,螺纹的轮廓形状称为牙型。有三角形、梯形、锯齿形、圆弧和矩形等牙型。 螺纹的牙型比较: 螺纹有大径(d、D)、中径(d2、D2)、小径(d1、D1),在表示螺纹时采用的是公称直径,公称直径是代表螺纹尺寸的直径。 普通螺纹的公称直径就是大径.对于内外螺纹,大径就是尺寸最大的直径。 外螺纹(左) 内螺纹(右) 线数沿一条螺旋线形成的螺纹称为单线螺纹,沿轴向等距分布的两条或两条以上的螺旋线形成的螺纹称为多线螺纹。 螺距(p)是相邻两牙在中径线上对应两点间的轴向距离。 导程(ph)是同一条螺旋线上的相邻两牙在中径线上对应两点间的轴向距离。 单线螺纹时,导程=螺距;多线螺纹时,导程=螺距×线数。 旋向顺时针旋转时旋入的螺纹称为右旋螺纹; 逆时针旋转时旋入的螺纹称为左旋螺纹。 三、螺纹的标记 (1)普通螺纹 普通螺纹用得最广泛,螺纹紧固件( 螺栓、螺柱、螺钉、螺母等零件)上的螺纹一般均为普通螺纹。 普通螺纹分粗牙普通螺纹和细牙普通螺纹。细牙普通螺纹多用于精密零件和薄壁零件上。 在螺纹的标记中,细牙普通螺纹的螺距必须注出,而粗牙普通螺纹的螺距一般不标注。 普通螺纹的标记由五部分组成:
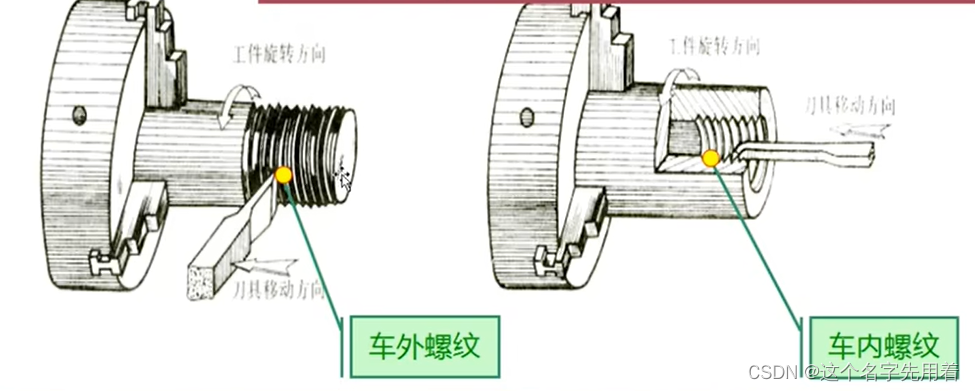
M (表示普通螺纹) 2)尺寸代号 M (表示普通螺纹) 普通螺纹的公称直径就是大径。 尺寸代号:公称直径×螺距(多线螺纹的导程和螺距均要注出,单线粗牙普通螺纹螺距不标注)。 “M10”表示公称直径为10 mm、螺距1.5 mm的单线粗牙普通螺纹。 “M10×1”表示公称直径为10mm、螺距为1 mm的单线细牙普通螺纹。 2)普通螺纹的公差带代号 由公差等级(数字)和基本偏差(外螺纹用小写字母、内螺纹用大写字母表示)所组成,例如5g6g、6g、6H、7H。 当螺纹中径公差带与顶径公差带代号不同时,需分别注出,如:M10-5g 6g 当中径与顶径公差带代号相同时,只注一个代号,如:M10×1-7H 公差带代号为 6g 或 6H(公称直径≥ 1.6mm)时不标注。 3)普通螺纹的旋合长度 有长、中、短三种,分别用代号L、N、S表示。 M10-5g6g-S 为短旋合长度的螺纹 M10-7H-L为长旋合长度的螺纹 当螺纹为中等旋合长度时,代号N不标注。 当特殊需要时,可注明旋合长度的数值。 M20×2-5g6g-40 4)旋向代号 左旋时标注LH,右旋时不标注。 M10-7H-L-LH为左旋螺纹 M10-7H-L为右旋螺纹 (2)管螺纹 管螺纹一般用于管路(水管、油管、煤气管等)的连接中。管螺纹的标记用指引的方法标注,指引线指到螺纹的大径上。 管螺纹的标记: 由螺纹特征代号、尺寸代号和旋向组成。尺寸代号不是螺纹大径的大小,而是管子的通径(英制)大小。标记中未注写旋向的均为右旋。 (3)梯形螺纹和锯齿形螺纹 梯形螺纹和锯齿形螺纹常用于传递运动和动力的丝杠上。梯形螺纹工作时牙的两侧均受力,而锯齿形螺纹在工作时是单侧面受力。 梯形螺纹和锯齿形螺纹的标记与普通螺纹类同。 梯形螺纹的标记示例: Tr40×7LH-7e, 梯形螺纹(螺纹特征代号为Tr), 公称直径φ40 ,单线,螺距7,左旋,中径公差带代号7e;中等旋合长度。注意: 只标注中径公差带代号,旋合长度只有两种(代号N和L),当中等旋合长度时,N省略不注。 当螺纹为多线螺纹时,标记为: Tr40×14(P7)-7e , 其中“14”为导程,“7”为螺距,双线螺纹。 梯形螺纹的螺纹副表示为:Tr40×7-7H/7c, 内螺纹的公差带在前,外螺纹的公差带在后,二者之间用“/”分开。 螺纹主要分连接螺纹和传动螺纹 对连接螺纹,其加工方法主要为:攻丝,套丝,车丝,滚丝,搓丝等。 对传动螺纹,其加工方法主要为:粗精车—磨,旋风铣—粗精车等。 二、 螺纹加工: 第一大类:螺纹切削 01螺纹车削 在车床上车削螺纹可采用成形车刀或螺纹梳刀。用成形车刀车削螺纹,由于刀具结构简单,是单件和小批生产螺纹工件的常用方法;用螺纹梳刀车削螺纹,生产效率高,但刀具结构复杂,只适于中、大批量生产中车削细牙的短螺纹工件。普通车床车削梯形螺纹的螺距精度一般只能达到8~9级(JB2886-81,下同);在专门化的螺纹车床上加工螺纹,生产率或精度可显著提高。
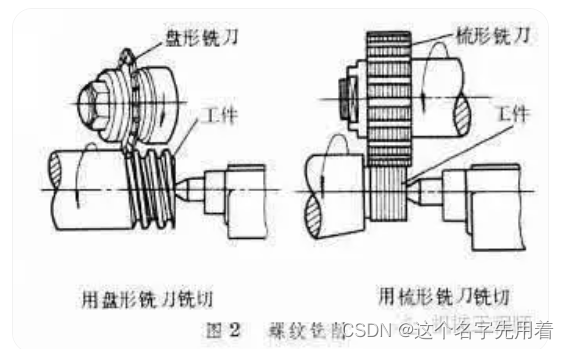
盘形铣刀主要用于铣削丝杆、蜗杆等工件上的梯形外螺纹。梳形铣刀用于铣削内、外普通螺纹和锥螺纹,由于是用多刃铣刀铣削、其工作部分的长度又大于被加工螺纹的长度,故工件只需要旋转1.25~1.5转就可加工完成,生产率很高。螺纹铣削的螺距精度一般能达 8~9级,表面粗糙度为R5~0.63微米。这种方法适用于成批生产一般精度的螺纹工件或磨削前的粗加工。
主要用于在螺纹磨床上加工淬硬工件的精密螺纹,按砂轮截面形状不同分单线砂轮和多线砂轮磨削两种。单线砂轮磨削能达到的螺距精度为5~6级,表面粗糙度为R1.25~0.08微米,砂轮修整较方便。这种方法适于磨削精密丝杠、螺纹量规、蜗杆、小批量的螺纹工件和铲磨精密滚刀。多线砂轮磨削又分纵磨法和切入磨法两种。纵磨法的砂轮宽度小于被磨螺纹长度,砂轮纵向移动一次或数次行程即可把螺纹磨到最后尺寸。切入磨法的砂轮宽度大于被磨螺纹长度,砂轮径向切入工件表面,工件约转1.25转就可磨好,生产率较高,但精度稍低,砂轮修整比较复杂。切入磨法适于铲磨批量较大的丝锥和磨削某些紧固用的螺纹。 04螺纹研磨(对已加工的螺纹存在螺距误差的部位进行正反向旋转研磨修正)用铸铁等较软材料制成螺母型或螺杆型的螺纹研具,对工件上已加工的螺纹存在螺距误差的部位进行正反向旋转研磨,以提高螺距精度。淬硬的内螺纹通常也用研磨的方法消除变形,提高精度。 05攻丝和套丝
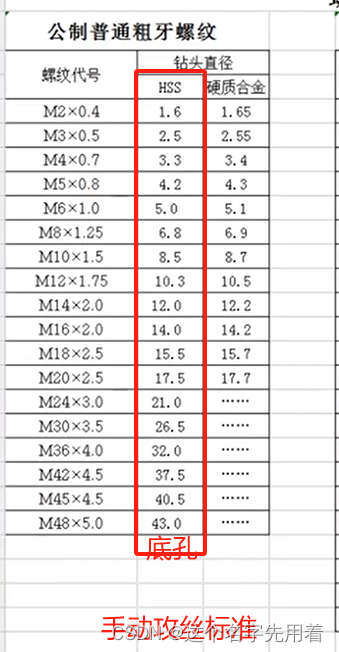
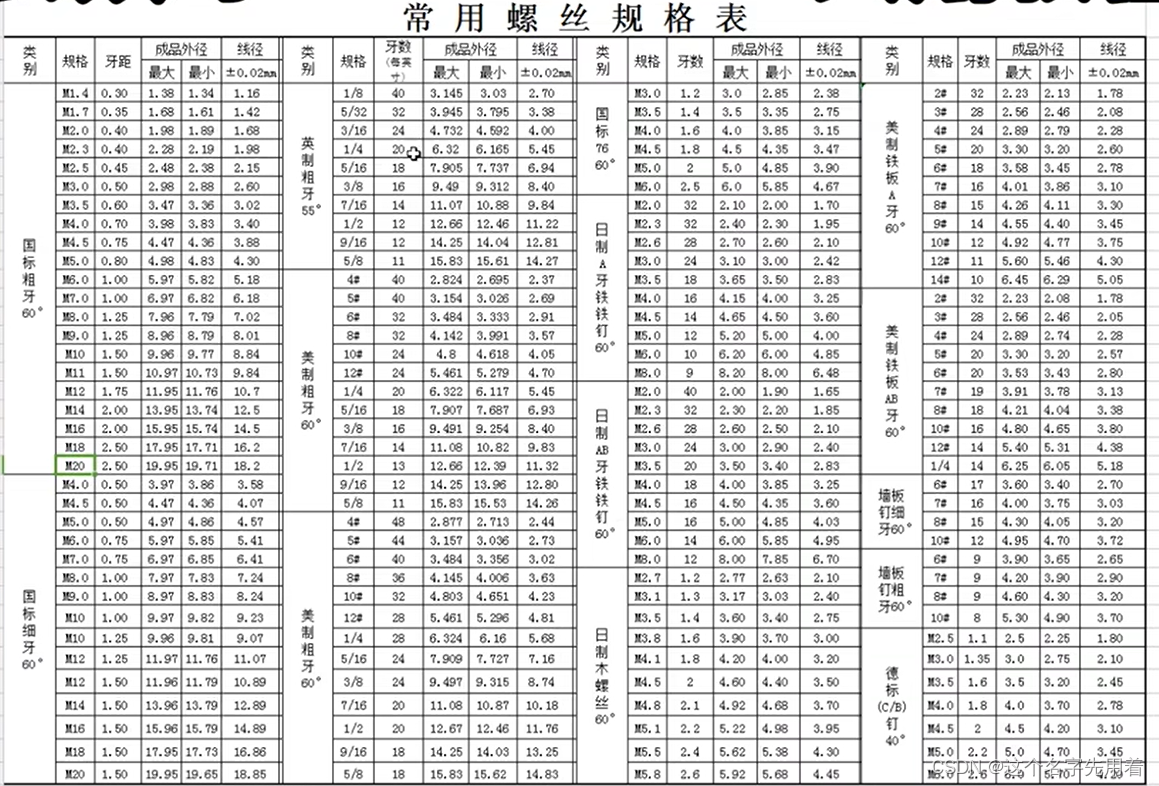
底孔直径的计算公式:根据材料的塑性大小来考虑。 对于钢件和塑性大的材料:D孔=D-P ; 攻丝底孔大小=即内螺纹大径-螺距 D孔:螺纹底孔钻头直径 D:内螺纹大径 P:螺距 例:我们要在钢件上攻M10螺纹计算底孔直径是多少? 根据公式D孔=D-P=10-1.5=8.5mm 例:我们要在铸铁上攻M10螺纹时的底孔直径是多少? 根据公式D孔=D-(1.05-1.1)×1.5=8.35~8.42mm 套螺纹: 用板牙在圆杆或管子上切削 出外螺纹的方法称为套螺纹。
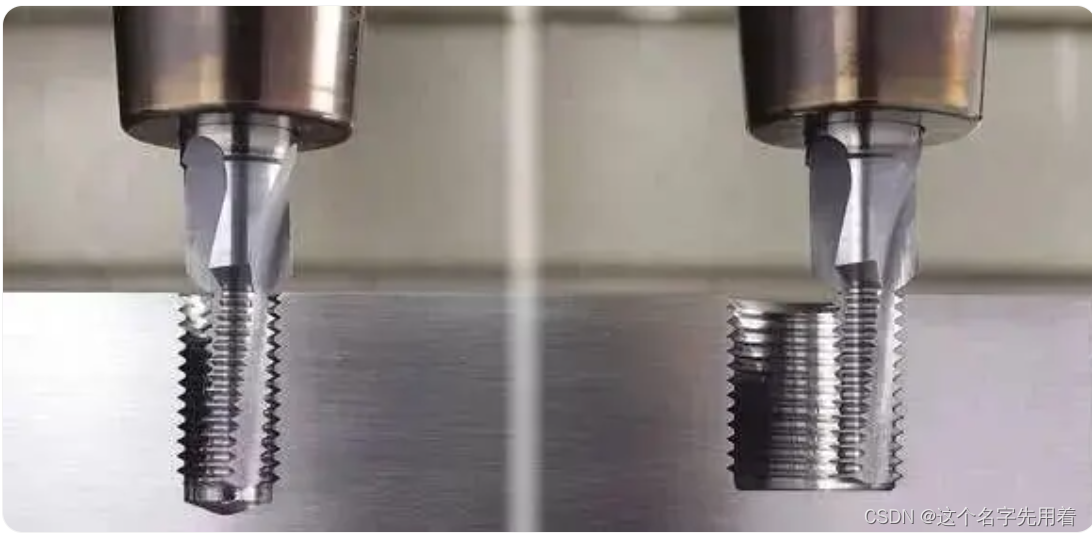
攻丝 攻丝是用一定的扭距将丝锥旋入工件上预钻的底孔中加工出内螺纹。 套丝 套丝是用板牙在棒料(或管料)工件上切出外螺纹。攻丝或套丝的加工精度取决于丝锥或板牙的精度。 加工内、外螺纹的方法虽然很多,但小直径的内螺纹只能依靠丝锥加工。 攻丝和套丝可用手工操作,也可用车床、钻床、攻丝机和套丝机。 第二大类:螺纹滚压
成形滚压模具使工件产生塑性变形以获得螺纹的加工方法,螺纹滚压一般在滚丝机搓丝机或在附装自动开合螺纹滚压头的自动车床上进行。适用于大批量生产标准紧固件和其他螺纹联接件的外螺纹。滚压螺纹的外径一般不超过 25毫米,长度不大于100毫米,螺纹精度可达2级(GB197-63),所用坯件的直径大致与被加工螺纹的中径相等。滚压一般不能加工内螺纹,但对材质较软的工件可用无槽挤压丝锥冷挤内螺纹(最大直径可达30毫米左右),工作原理与攻丝类似。冷挤内螺纹时所需扭距约比攻丝大1倍,加工精度和表面质量比攻丝略高。 螺纹滚压的优点:①表面粗糙度小于车削、铣削和磨削;②滚压后的螺纹表面因冷作硬化而能提高强度和硬度;③材料利用率高;④生产率比切削加工成倍增长,且易于实现自动化;⑤滚压模具寿命很长。但滚压螺纹要求工件材料的硬度不超过HRC40;对毛坯尺寸精度要求较高;对滚压模具的精度和硬度要求也高,制造模具比较困难;不适于滚压牙形不对称的螺纹。 按滚压模具的不同,螺纹滚压可分搓丝和滚丝两类。 06搓丝 两块带螺纹牙形的搓丝板错开 1/2螺距相对布置,静板固定不动,动板作平行于静板的往复直线运动。当工件送入两板之间时,动板前进搓压工件,使其表面塑性变形而成螺纹(图6[搓丝])。
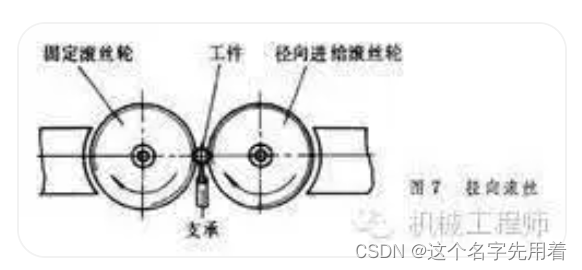
07滚丝 有径向滚丝、切向滚丝和滚压头滚丝 3种。 ①径向滚丝:2个(或3个)带螺纹牙形的滚丝轮安装在互相平行的轴上,工件放在两轮之间的支承上,两轮同向等速旋转(图7 [径向滚丝]),其中一轮还作径向进给运动。工件在滚丝轮带动下旋转,表面受径向挤压形成螺纹。对某些精度要求不高的丝杠,也可采用类似的方法滚压成形。
②切向滚丝:又称行星式滚丝,滚压工具由1个旋转的中央滚丝轮和3块固定的弧形丝板组成(图8[切向滚丝])。滚丝时,工件可以连续送进,故生产率比搓丝和径向滚丝高。 ③滚丝头滚丝:在自动车床上进行,一般用于加工工件上的短螺纹。滚压头中有3~4个均布于工件外周的滚丝轮(图 9[滚丝头滚丝])。滚丝时,工件旋转,滚压头轴向进给,将工件滚压出螺纹。
08电火花螺纹加工
普通螺纹的加工一般使用加工中心或者攻丝设备和工具,有时也可以手工攻丝。但是某些特殊情况下,上述方法不易获取好的加工效果,比如因疏忽而导致在零件热处理之后需要加工螺纹,或者因为材料因素限制,比如需要在硬质合金工件上直接攻丝。这时候就需要考虑电火花的加工方式。电火花将于机加工方式相比,顺序相同,都需要先打底孔,且底孔直径要根据工况来确定。电极需要加工成螺纹状,加工过程中电极需要能够旋转。 三、螺丝钻孔和选型:
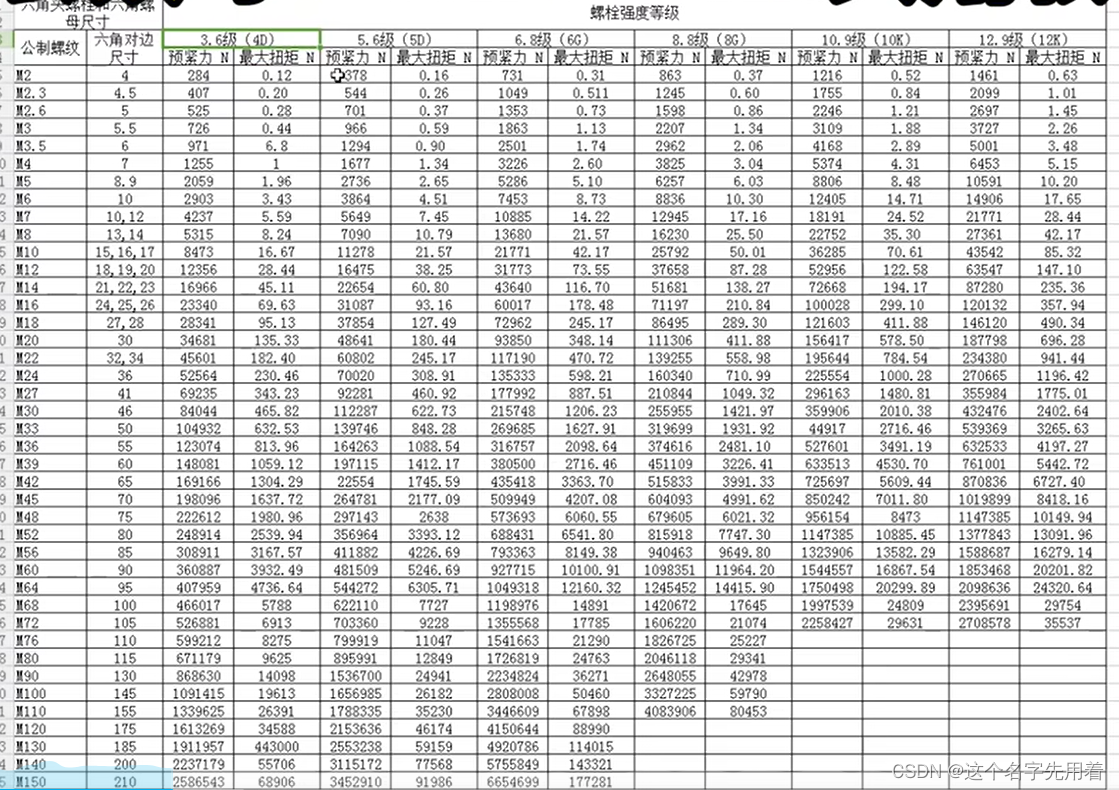
一、测力矩扳手应用场合 测力矩扳手通常用于需要对螺栓进行精确的拧紧力度控制的场合。其主要应用于工业生产线、机修领域、航空航天、电子电器等领域。由于这些场合对扭矩要求十分严格,因此测力矩扳手一般需要具备较高的精度和敏感度。在使用时,需要根据被拧紧的螺栓来选定相应的测力矩扳手,以确保拧紧效果的准确性。
二、定力矩扳手应用场合 定力矩扳手主要用于需要达到固定扭力的拧紧场合。例如汽车维修、建筑安装等领域,这些场合对扭矩要求相对较低,一般的定力矩扳手即可满足要求。其特点是可以根据拧紧螺栓的规格和要求,在使用前事先设定好所需的扭力值,一旦达到设定值即会自动抱死,不会对被拧紧的螺栓产生过大的力量,在一定程度上避免了使用者对拧紧力度的猜测和误判,从而提高了拧紧效果的准确性和安全性。
三、使用建议 在实际的使用过程中,需要根据不同的应用场合来选择合适的扳手。使用时,应根据被拧紧的螺栓大小和规格,选择相应的扳手和插头。另外,在使用前要清洁螺栓和插头,以确保拧紧的准确性。使用后要归位存放,注意保养和维修,延长使用寿命。 |
 1) 特征代号
1) 特征代号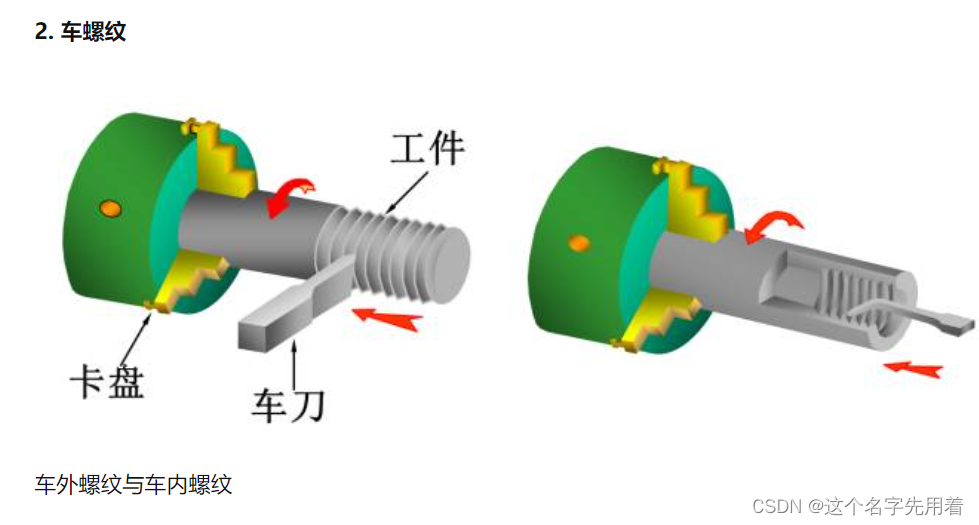









【本文地址】