螺纹量塞规的检测方法与判断依据 |
您所在的位置:网站首页 › m10x1螺纹参数图片 › 螺纹量塞规的检测方法与判断依据 |
螺纹量塞规的检测方法与判断依据
|
轴切法测量刀放置位置 2) 换两把右刃刀,靠在螺纹的第0、第1号牙槽的右牙廓上,测量并读取x0"~xn",按(7)式计算平均值。
3)按(8)式计算螺距累积误差。
式中P为螺距标称值。 4)按表(9)式计算单个螺距误差。
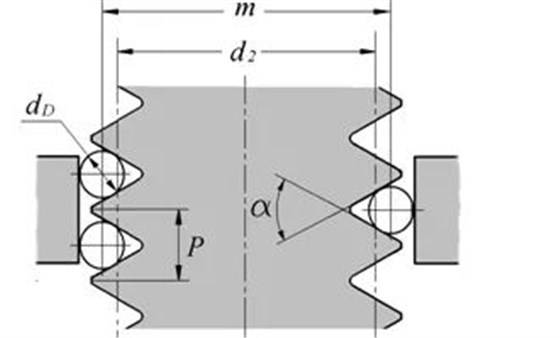
螺距测量,要求在塞规两个相互垂直的轴向截面上进行。 单一中径 利用三针放在被测螺纹的牙槽内,用万能测长仪(以下简称仪器)测量m值,通过(1)式计算中径d2。 式中:
dD ——三针直径; P ——螺距标称值; α ——牙形角标称值; A1 ——螺旋升角修正值。 A2 ——测量力修正值。
测量步骤: 选择三针: 根据被测螺纹的螺距P和牙型角α选择所用的三针直径;按(2)式计算出的三针直径dD,称为“最佳三针直径”:
采用非最佳直径的三针进行测量,螺纹牙形角的实际偏差将造成中径的测量误差,可以忽略不计。 准备仪器 在万能测长仪检测圆柱螺纹塞规的单一中径需要的附件有:一对平面测帽、三针悬挂架、顶针架或单V形架(见封面图);对于大型被测件,如果半径大于顶针架的中心高,只能使其轴线处于垂直状态安装在工作台上。如果螺距大于5毫米,双针一侧的测帽应采用φ14平面测帽。 建立起测点 根据被测塞规,将仪器头、尾座调整至适合测量的位置,根据需要选定的安装方式将被测件和所需附件安装在工作台上。 挂上测量力重锤,松开测量轴,推动测量头座,直至两测帽相接触,且仪器示值在零点附近,锁紧除测量轴以外的所有运动环节;使两测帽在测量力的作用下,轻轻撞击数次,直到仪器示值不再单方向变化为止。当前示值就是测量的起测点,可以选择示值清零操作,或采集、记录当前示值。 测量m值 在将三针插入螺纹时应注意,三根针一定要呈等腰三角形分布,特别是细牙螺纹,要注意观察。测量安装在顶针架或单V形架上的塞规,要调节工作台绕垂直轴转动,找到最小值拐点;测量轴线处于垂直状态的螺纹,要调节工作台绕水平轴摆动,找到最小值拐点。 对于螺纹塞规通端,应在螺纹工作段两端和中部三个直径截面且成90°的两个直径方向共6个位置上测量m值。对于止端,应在螺纹工作段两端内侧两个直径截面且成90°的两个直径方向共4个位置上测量m值。 检查起测点 回到建立起测点的状态,检查起测点示值,若起测点没有走动,则所测量m值有效。 计算螺旋升角修正值A1 对于小螺旋升角和公制圆柱螺纹塞规,螺旋升角修正量可按(3)式计算.
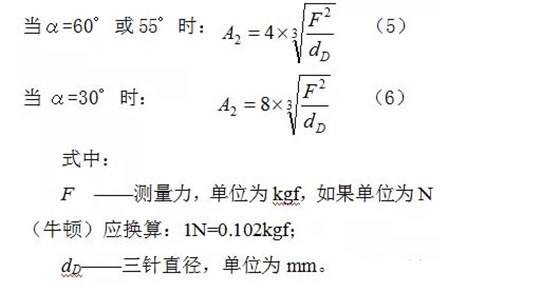
计算测量力修正值 由于三针十分细小,与螺纹螺旋面又是点接触,以及牙形角的“楔”作用,使得三针法测量中径时会产生较大的压陷变形。必须按以下二式计算这种压陷变形所造成的误差,作为对中径的修正值A2 ;
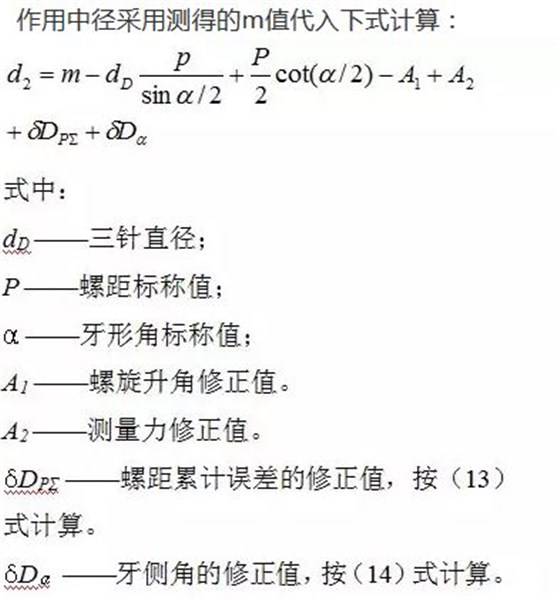
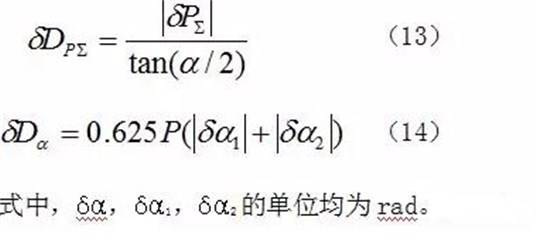
计算单一中径 将以上结果代入公式(1),计算单一中径。以所有单一种径的平均值作为测量结果。 中径 中径仍采用测得的m值按公式(1)计算,与计算单一中径不同的是:公式中的螺距P和牙侧角α1,α2代入实际测量值,或螺距P代入测量值和牙型角α代入标称值。 作用中径 作用中径采用测得的m值代入下式计算:
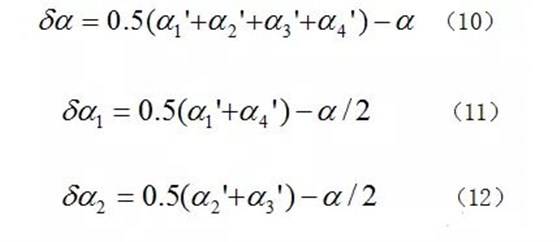
大径 螺纹塞规大径,放在万能测长仪上,用一对平面测帽直接测量。 牙型角α和牙侧角α1,α2 螺纹塞规牙型角和牙侧角,可以在万能工具显微镜上用轴切法进行测量。 如图4所使,用4把测量刀的刀刃靠在塞规螺纹的牙廓上,用测角目镜瞄准测量刀刻线,读取角度α1′,α2′,α3′,α4′。按(10)、(11)、(12)式计算牙型角误差δα和牙侧角误差δα1,δα2。
|

 返回搜狐,查看更多
返回搜狐,查看更多【本文地址】