实例解析 |
您所在的位置:网站首页 › hazop分析举例 › 实例解析 |
实例解析
|
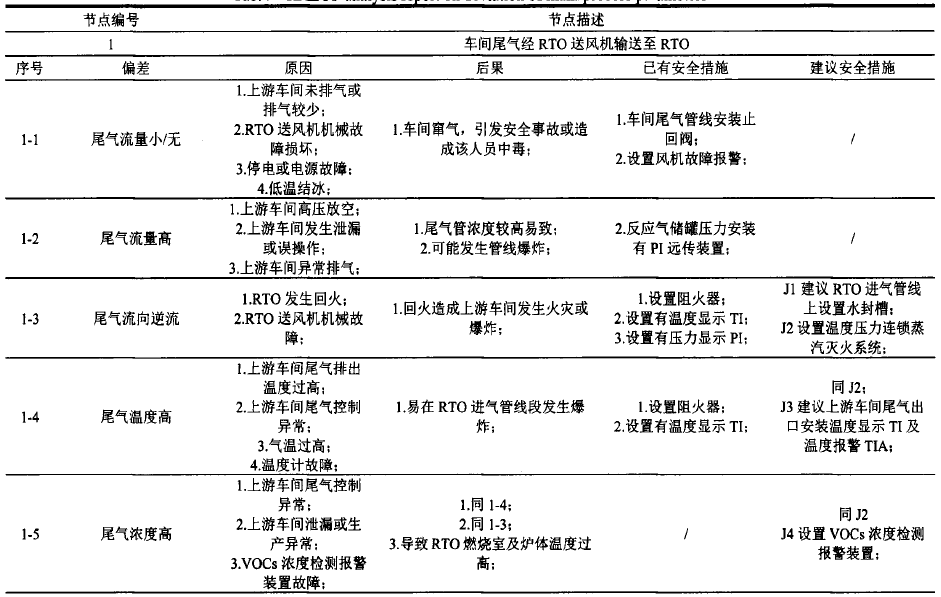
主要工艺参数偏差发生的原因、事故剧情后果、已有安全措施及建议安全措施的HAZOP分析报告见下表: 1、车间尾气经RTO送风机至RTO系统
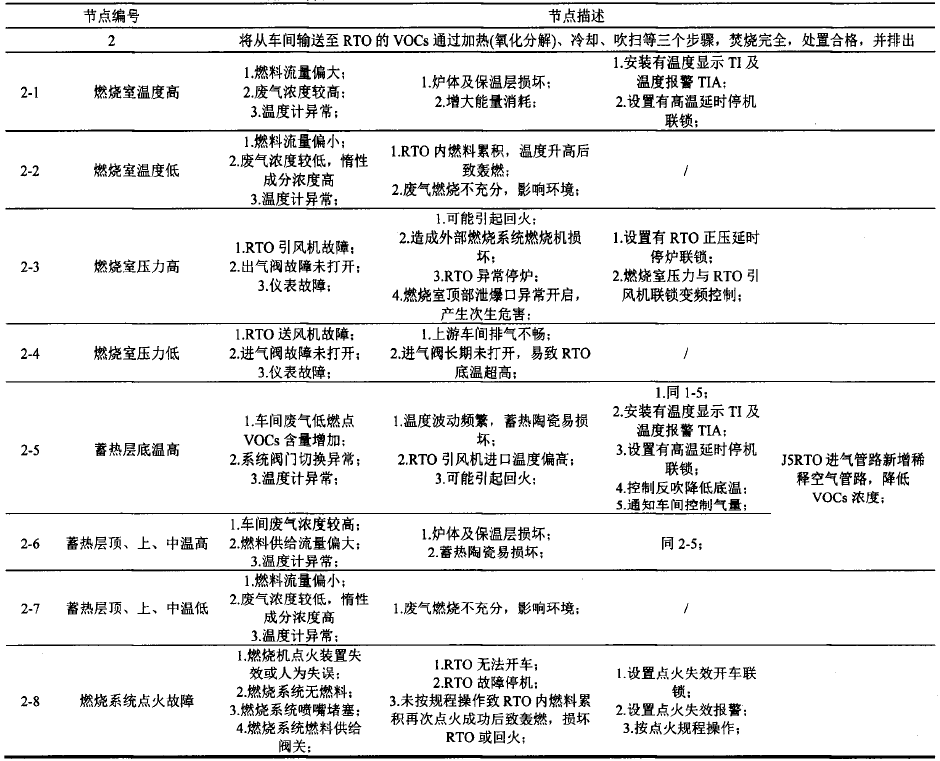
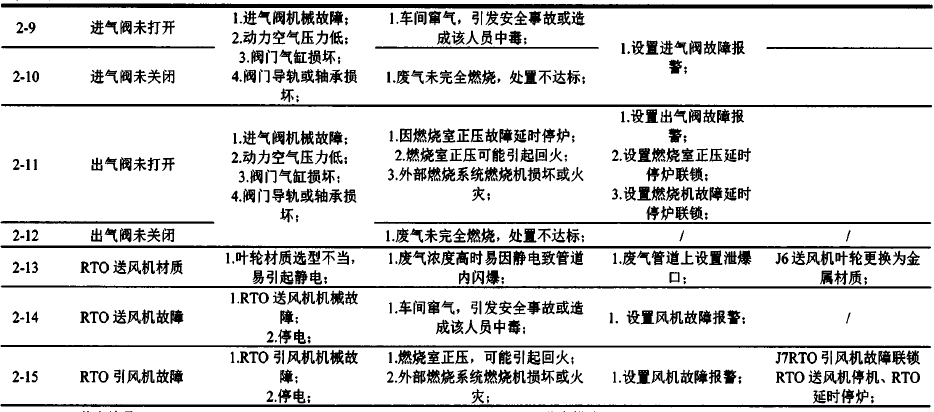
2、VOCs氧化分解、冷却、吹扫三步
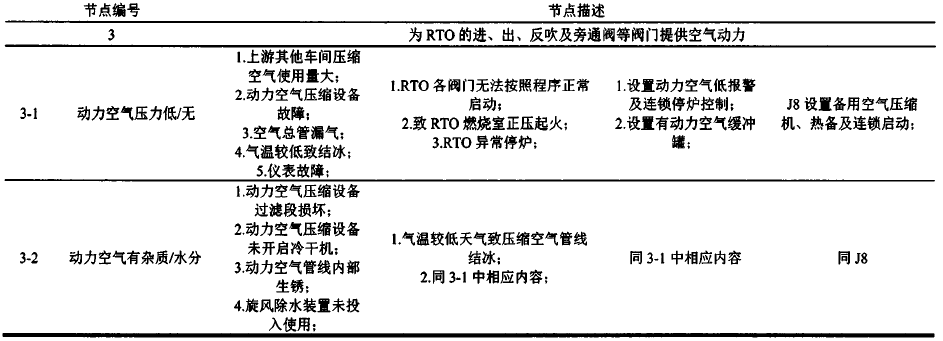
3、RTO进、出、反吹及旁通阀等阀门提供空气动力
通过上述几张表中对RTO的HAZOP分析可以看出,共发现主要 工艺偏差22个,产生偏差的原因67个,所导致事故后果主要有回火、火灾和爆炸、闪爆、炉体和保温层损坏等事故类型。 根据上述分析,共提出建议安全措施8项。其中: (I)RTO进气管线上设置水封槽,当RTO因故障或废气浓度较高产生回火时,与上游车间形成物理隔离,保证车间生产安全。
(2)RTO进气管线上设置温度压力联锁蒸汽灭火系统,回火时,RTO进气管线压力、温度等升高,及时打开蒸汽阀,形成灭火蒸汽氛。 (3)上游车间尾气出口安装温度显示TI及温度报警TIA,及时监控车间尾气预处理是否正常,从源头确保进入RTO的废气浓度较低。 (4)RTO进气管线上设置VOCs浓度检测报警装置,对RTO进气管线废气浓度实时检测分析,并根据GB50493的要求,设置废气浓度报警高限低于25%LEL。 (5)RTO进气管线新增稀释空气管路及控制阀,当VOCs浓度超过一定值时,打开稀释空气阀门,降低VOCs浓度。 (6)送风机叶轮更换为金属材质,预防因静电产生的管道内闪爆事件。 (7)将RTO引风机故障停机联锁停运RTO送风机、联锁RTO延时停炉,预防因引风机故障,送风机仍然处于启动状态而造成的RTO燃烧室正压回火、燃烧系统燃烧机损坏等; (8)备用空气压缩机并使备用机处于热备状态,当动力空气压力低时能连锁启动,及时补充并保证动力空气压力满足工况要求,确保RTO各阀门处于正确状态。 来源:化工江湖 中国化学品安全协会 编辑:安信 声明 1.本平台接收会员单位、行业企业、高等院校、安全评价机构等社会单位投稿,稿件内容经审核符合要求的,将免费在本平台及中国化学品安全协会官网(http://www.chemicalsafety.org.cn/)上进行宣传。投稿邮箱[email protected],来稿请标注“微信投稿”字样。返回搜狐,查看更多 |
【本文地址】
今日新闻 |
推荐新闻 |