模具达人:模具的排气设计我都是这样设计!手把手来教你 |
您所在的位置:网站首页 › greedy排气 › 模具达人:模具的排气设计我都是这样设计!手把手来教你 |
模具达人:模具的排气设计我都是这样设计!手把手来教你
|
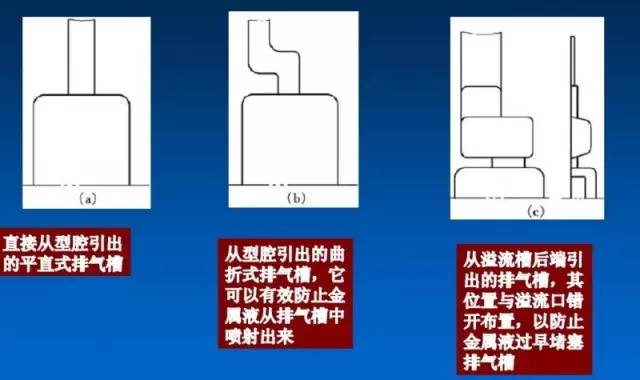
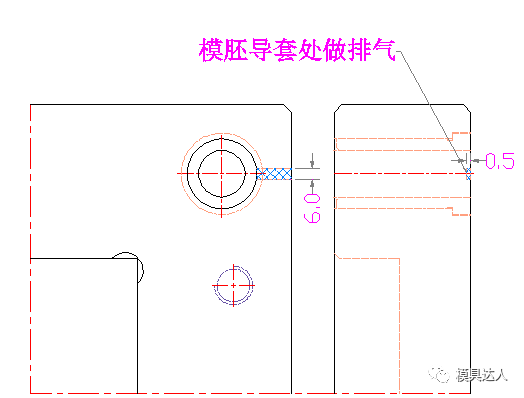
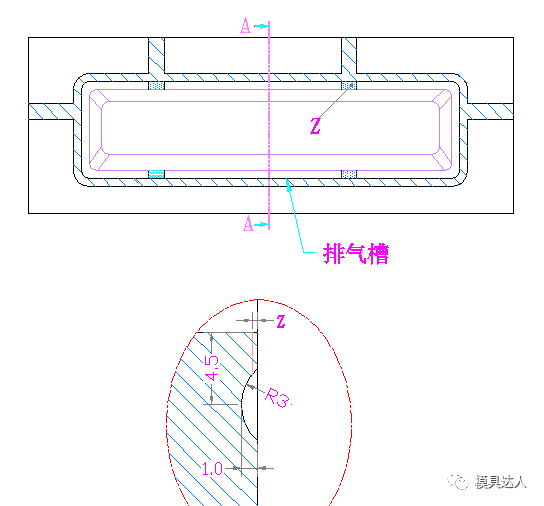
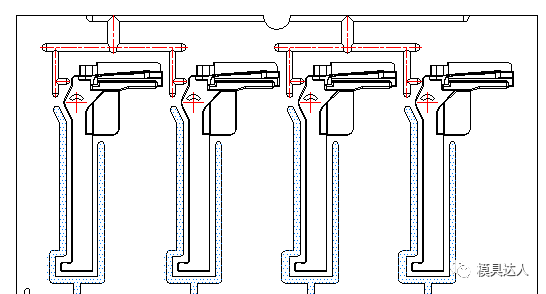
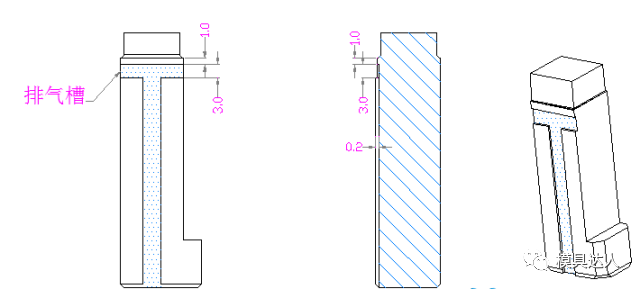
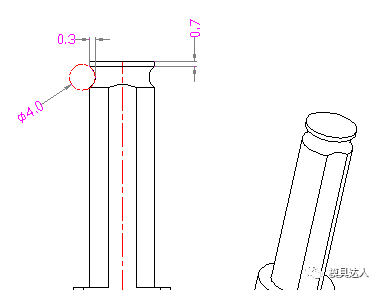
1、模胚 导套与尼龙扣的排气,很多资料都有,不再叙述。 2、分型面排气 平面和斜面的分型面大都采用条状的方法排气,弧面的分型面采用沿外形留出足够的封胶位后避空开排气,网状是对排气要求比较高、而溢边值比较严的情况下使用,一般用1MM左右的砂轮切0.003-0.005MM的深度,不做避空,如下图: 3、行位排气 一般在镶拼式的行位上把行位镶件拆下来单独开排气,暂时没能找到合适的图。 4、镶件镶针排气 产品上深骨位、柱位处,经常采用镶件或镶针的方式,既方便排气又方便加工。 还有一种单纯用来排气的镶件,一般凭经验做,或者试模后再增加的排气镶件。 5、大碰穿面排气 为了方便飞模,大碰穿面留下足够的封胶位后需要做避空,避空处再加工一个孔,又增加了排气的作用。 6、顶针排气 利用顶针司筒的配合间隙可以实现排气,深骨位或柱位如果不做镶件,可以做顶针或司筒排气。 7、流道排气 流道或分流道末端也需要做排气。
8、拼镶结构排气 大模分成多块镶拼,既方便加工又方便排气。精密模具做全镶拼式结构,排气效果也非常好。 9、又叫排气钢、疏气钢,有可以直接做镶件的透气钢,也有圆形各种规格的透气钢。 10、垃圾位排气 在塑料熔体汇合处的外侧,做一个垃圾位,既方便顶出、消除熔接痕,也方便排气。 细节决定成败,我们无论做模具还是在生活中做事,一定要细心。 今天和大家分享一下排气的设计细节和原则 首先是为什么需要排气?在胶料填充的过程中,模腔中原有空气,加上塑胶在高温的情况下分解产生的气体,如果不能一瞬间排净,将会影响产品的成型与脱模,导致出现困气等各种缺陷,甚至于气体在高温高压下会燃烧,出会出局部的炭化和烧焦。 所以说排气是必须的。先来说说第一种需要设计的排气一模胚的排气:比如三板模的尼龙胶塞,A板开一排气孔,为了合模的顺利。同时,导套上为了合模的顺利,往往也会开设一6X0.5的排气位。
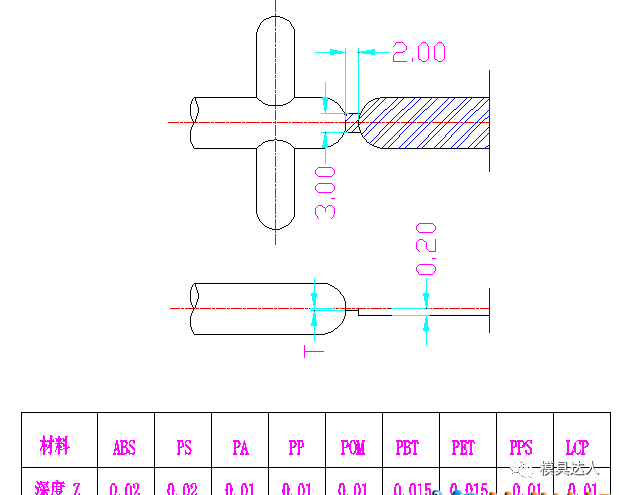
二流道末端的排气,下表是一个不同塑胶原料的溢边值
三分型面上的排气:为了加工与清理的方便,一般的情况下是做在前模仁。或者说是有胶位的那侧
四,利用镶件排气:填充困难或最后填充的位置,在镶件上注意做排气,排气须引至模个。尺寸如下所示:
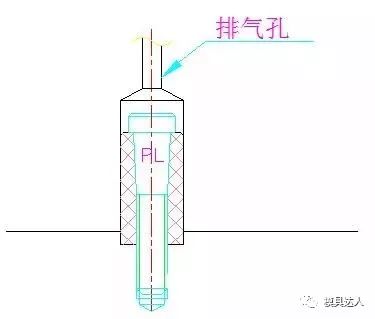
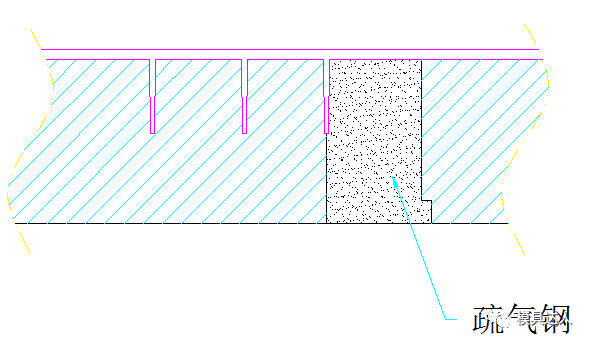
五,利用顶针镶针进行排气:这一部分的排气,实际上多是利用配针的时候,配得比较的松来实现的。并没有故意人为的的磨一个台阶出来,毕竟,针的有效长度外的尺寸都是避空的。经常在深的实心柱位或骨位底加一针,兼排气与EDM时排液作用。
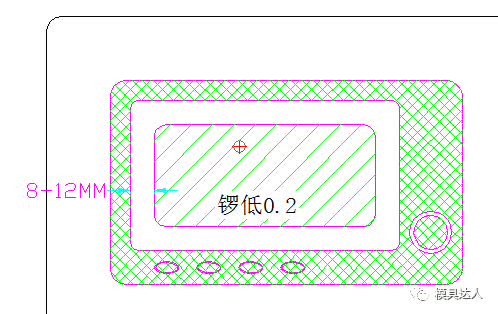
六,大碰穿位的排气,除了封胶的8-12MM外,其它的地方可以锣低0.2,一是方便于FIT模,二是方便于作排气,注意,另开一个排气孔引至模外。
七,疏气钢:他的排气效果是与厚度从反比的,所以,他的一般厚度为30-50MM,精加工时不可以选择机加工,只能放电。这点特别注意,由于成本等原因,实际上很少用的。
|
 返回搜狐,查看更多
返回搜狐,查看更多【本文地址】