CPK工序过程能力分析应用案例 |
您所在的位置:网站首页 › cpk计算公式举例说明 › CPK工序过程能力分析应用案例 |
CPK工序过程能力分析应用案例
|
CPK工序过程能力分析应用案例
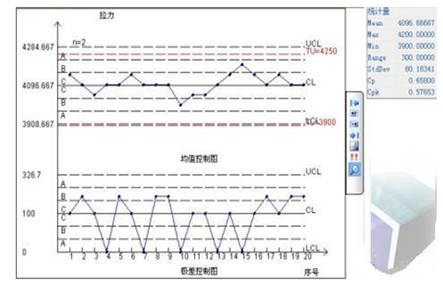
摘要 过程变异是单个测量或产品生产流程中不可避免的差异。进行过程能力分析,实质上就是通过系统地分析和研究来评定过程能力与指定需求的一致性。下面我们主要将举例几个过程能力分析CPK的应用,来让大家对过程能力分析有进一步的了解。 为什么要进行能力分析?之所以要进行过程能力分析,有两个主要原因:•我们需要知道过程度量所能够提供的基线在数量上的受控性;•由于我们的度量计划还相当“不成熟”,因此需要对过程度量基线进行评估,来决定是否对其进行改动以反映过程能力的改进情况。根据过程能力的数量指标,我们可以相应地放宽或缩小基线的控制条件。 工序过程能力分析工序过程能力指该工序过程在5M1E正常的状态下,能稳定地生产合格品的实际加工能力。过程能力取决于机器设备、材料、工艺、工艺装备的精度、工人的工作质量以及其他技术条件。过程能力指数用Cp 、Cpk表示。案例一:某公司某工序的关键指标?――拉力参数的控制图如下,我们进行如下过程能力的分析:Cpk= Min[ (USL- Mu)/3s, (Mu - LSL)/3s]
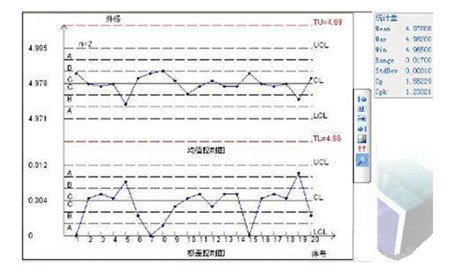
从上面的控制图可以看出:•其中:Cp值为0.658,Cpk值为0.57653,工序能力不足。•判断:20个样本中我们可以看出点的随机波动幅度较大,根据其关键特性程度为重要质量特性,可以判断该工序过程风险较高。•分析:根据过程能力与不合格率之间的对应关系,我们可以得出该工序过程的不合格率为4.56%。•结论:应该停止生产,查明工序过程中的系统因素,采取纠正措施,进行技术改造和工艺改进,以提高过程能力。 案例二:某公司某工序的关键指标――外径参数控制图如下,我们进行如下过程能力的分析
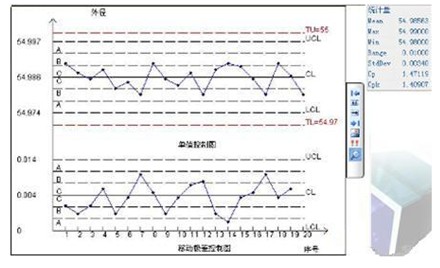
从上面的控制图可以看出:•其中:CP值为1.55229 ,CPK值为1.23321,工序能力尚可。•判断:我们可以看出,在20个样本中点的随机波动均衡,根据其关键特性程度为关键质量特性,过程风险为中等。•分析:根据过程能力与不合格率之间的对应关系,我们可以得出该工序过程的不合格率为0.025%。•结论:强化质量检验,增加检验频次及反馈质量信息,分析离散程度和原因,采取纠正和预防措施,提高工序过程能力。 案例三:某公司某工序的关键指标――外径参数控制图如下,我们进行如下过程能力的分析:
从上面的控制图可以看出:•其中:CP值为1.47119,CPK值为1.40907,工序能力充足。•判断:我们可以看出,在20个样本中点的随机波动均衡,根据其关键特性程度为重要质量特性,过程能力处于理想状态。•分析:根据过程能力与不合格率之间的对应关系我们可以得出该工序过程的不合格率为0.001%。•结论:对过程现状实施标准化作业,应用控制图或其它手段对过程继续进行监控。 以上举例说明了CPK过程能力分析是如何应用于工序过程控制的,在这也介绍一款CPK计算工具给大家(免费的),方便大家平时在做CPK计算分析时用:
CPK免费下载地址:http://www.gztaiyou.com/QC/CPK.html |
【本文地址】
今日新闻 |
推荐新闻 |