9.2 刀具寿命统计的两种方式 |
您所在的位置:网站首页 › cnc刀具寿命报警怎样修复 › 9.2 刀具寿命统计的两种方式 |
9.2 刀具寿命统计的两种方式
|
刀具寿命统计的方式包括两种:按加工时间统计和按加工件数统计。用户可在系统的“参数设置”中对两种方式进行切换,如图9.1。
(加工时间)
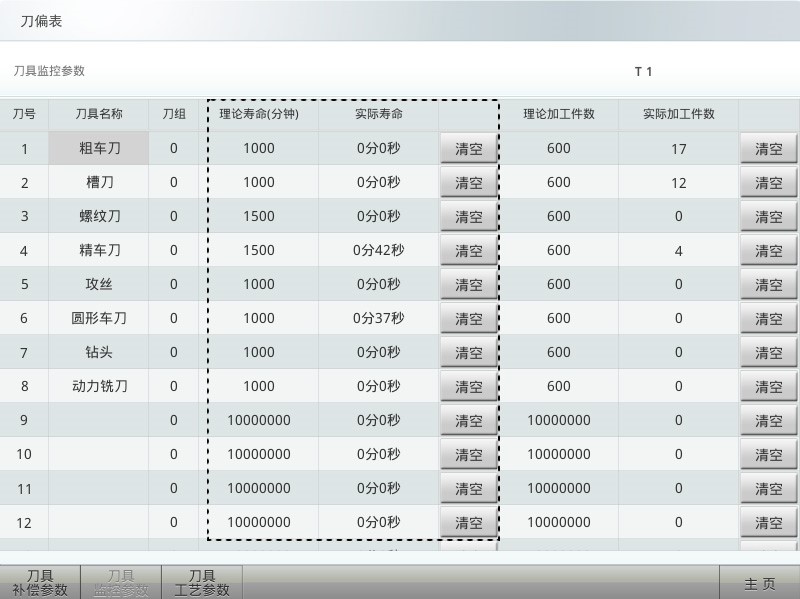
(加工件数) 图9.1 刀具寿命计算方式 1. 按加工时间统计在“刀具监控参数”界面的列表中显示了所有刀具按加工时间统计的参数(如图9.2),用户可在“理论寿命(分钟)”一栏中设置每把刀具可以进行切削的最大总时间,而“实际寿命”一栏将把刀具在实际加工中已经进行切削的总时间显示出来。
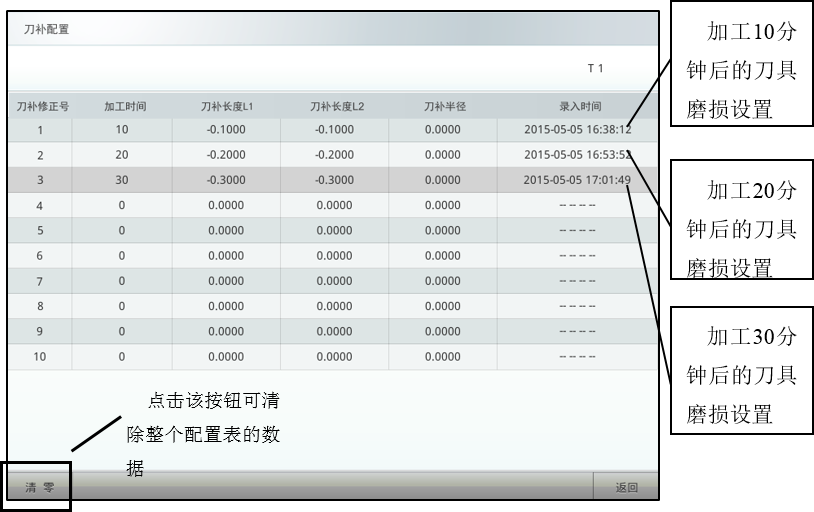
图9.2 按加工时间统计的参数 用户在使用TGROUP(x)指令调用某个刀组的刀具后:1)系统将按刀具号从小到大的顺序选择刀组中的刀具进行加工,每当该刀组中用于加工的刀具的“实际寿命”达到了“理论寿命”,系统就会在下一次执行TGROUP(x)指令时将加工刀具自动切换为刀组中的下一把刀具。 2)若该刀组中所有的刀具都达到了“理论寿命”,系统将报警,并且无法用该刀组再执行下一次程序。 3)若刀具已经完成更换,可以点击相应的“清空”按钮来清除“实际寿命”数值,更换后的刀具可以继续进行加工。 说明: 当刀组中的一把刀具的“实际寿命”达到了“理论寿命”后,系统默认该刀具已无法使用,即使增大了“理论寿命”数值系统仍然不会再次调用该刀具。若需在刀组中继续使用该刀具,必须点击相应的“清空”按钮清除“实际寿命”数值。 刀具磨损值自动修正 若需使用刀具磨损值自动修正功能,请通过点击屏幕或键盘上下方向键,使列表中的某一行高亮,再点击横向按钮“加工时间刀补配置”,则可对该行所对应刀具的刀补自动修正参数进行设置。各参数的设置方式如表9.1所示。 表9.1 刀补配置参数表 名称 说明 1 刀补修正号 刀补修正的序号,系统提供了10组不同的刀补修正参数供用户使用。 2 加工时间 用户可设置一个固定的时间,当刀具经过所设时间的实际切削后,系统将自动修改该刀具的磨损信息。(时间的设置请按从小到大的顺序排列) 3 刀补长度L1 达到所设时间后,将该刀具的X向刀长磨损修改为此值。 4 刀补长度L2 达到所设时间后,将该刀具的Z向刀长磨损修改为此值。 5 刀补半径 达到所设时间后,将该刀具的磨损半径修改为此值。 6 录入时间 系统自动记录刀补自动修正参数的修改时间。 示例:
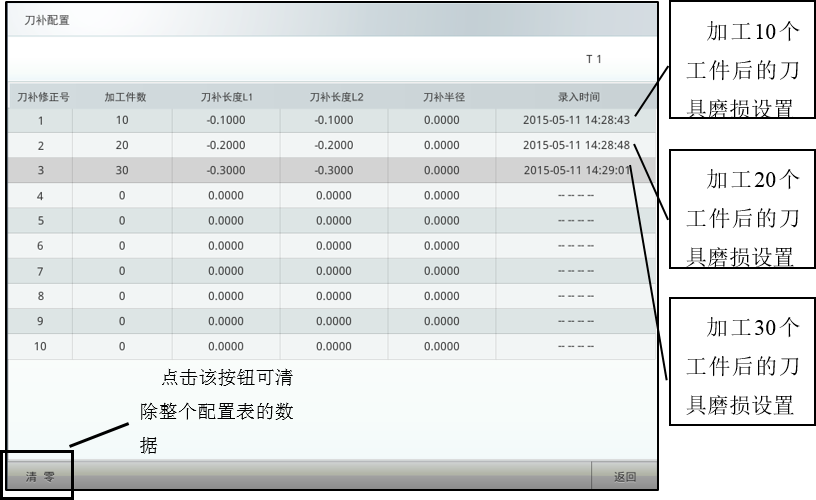
在“刀具监控参数”界面的列表中显示了所有刀具按加工件数统计的参数(如图9.3),用户可在“理论加工件数”一栏中设置每把刀具可以加工工件的最大数量,而“实际加工件数”一栏将把刀具实际已加工工件的总数显示出来。
图9.3 按加工件数统计的参数 用户在使用TGROUP(x)指令调用某个刀组的刀具后: 1)系统将按刀具号从小到大的顺序选择刀组中的刀具进行加工,每当该刀组中用于加工的刀具的“实际加工件数”达到了“理论加工件数”,系统就会在下一次执行TGROUP(x)指令时将加工刀具自动切换为刀组中的下一把刀具。 2)若该刀组中所有的刀具都达到了“理论加工件数”,系统将报警,并且无法用该刀组再执行下一次程序。 3)若刀具已经完成更换,可以点击相应的“清空”按钮来清除“实际加工件数”数值,更换后的刀具可以继续进行加工。 说明: 当刀组中的一把刀具的“实际加工件数”达到了“理论加工件数”后,系统默认该刀具已无法使用,即使增大了“理论加工件数”数值系统仍然不会再次调用该刀具。若需在刀组中继续使用该刀具,必须点击相应的“清空”按钮清除“实际加工件数”数值。 刀具磨损值自动修正 若需使用刀具磨损值自动修正功能,请通过点击屏幕或键盘上下方向键,使列表中的某一行高亮,再点击横向按钮“加工件数刀补配置”,则可对该行所对应刀具的刀补自动修正参数进行设置。各参数的设置方式如表9.2所示。 表9.2 刀补配置参数表 参数名称 说明 1 刀补修正号 刀补修正的序号,系统提供了10组不同的刀补修正参数供用户使用。 2 加工件数 用户可设置一个固定的数量,当刀具加工了所设数量的工件后,系统将自动修改该刀具的磨损信息。(件数的设置请按从小到大的顺序排列) 3 刀补长度L1 达到所设数量后,将该刀具的X向刀长磨损修改为此值。 4 刀补长度L2 达到所设数量后,将该刀具的Z向刀长磨损修改为此值。 5 刀补半径 达到所设数量后,将该刀具的磨损半径修改为此值。 6 录入时间 系统自动记录刀补自动修正参数的修改时间。 示例:
|



【本文地址】
今日新闻 |
推荐新闻 |