用受潮严重的焊条施焊,会有什么后果。。 |
您所在的位置:网站首页 › E5516焊条使用说明书 › 用受潮严重的焊条施焊,会有什么后果。。 |
用受潮严重的焊条施焊,会有什么后果。。
|
3)从不同的位置取出几根焊条,用两手的拇指和食指将焊条支撑起来轻轻摇动或敲击,如果焊条是干燥的,就产生硬而脆的金属声音;如果焊条受潮,声音发钝。烘干过的焊条和受潮的焊条之间声音是不同的,这样做可防止误用受潮焊条。 4)用受潮焊条焊接时,如果焊条药皮水分含量非常高,甚至可能看到焊条药皮表面有水分蒸汽蒸发出来;或者当焊条烧焊一多半时,发现焊缝尾部有裂纹和气孔现象存在。施焊时受潮的焊条通常会出现电弧吹力大、熔深增加、飞溅增大等情况。钛型、钛钙型焊条会出现熔渣覆盖不良、成形变差的情况;低氢型焊条熔渣的表面通常会出现许多小孔,严重时焊缝中易出现气孔。
当受潮严重的焊条施焊时,将影响焊接工艺性能(如产生气孔、飞溅增加等)和焊缝金属的力学性能。碱性焊条对焊缝性能影响更大,其药皮受潮不但使焊缝产生气孔,而且使焊缝金属中的扩散氢含量增加,从而降低了焊缝的抗裂性能。 为确保焊接质量,焊条在使用前应进行烘干(焊条说明书已申明不需或不能进行烘干的焊条例外)。通过烘干,可去除焊条药皮的吸附水分,脱水量主要取决于烘干温度及时间。一般烘干不能超过三次,以免药皮变质及开裂而影响焊接质量。不同类型焊条的烘干温度也不同。
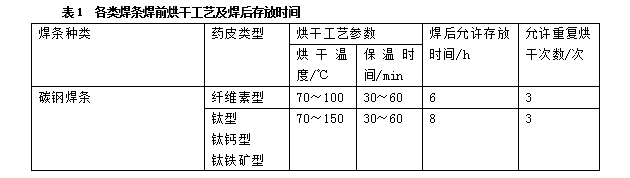
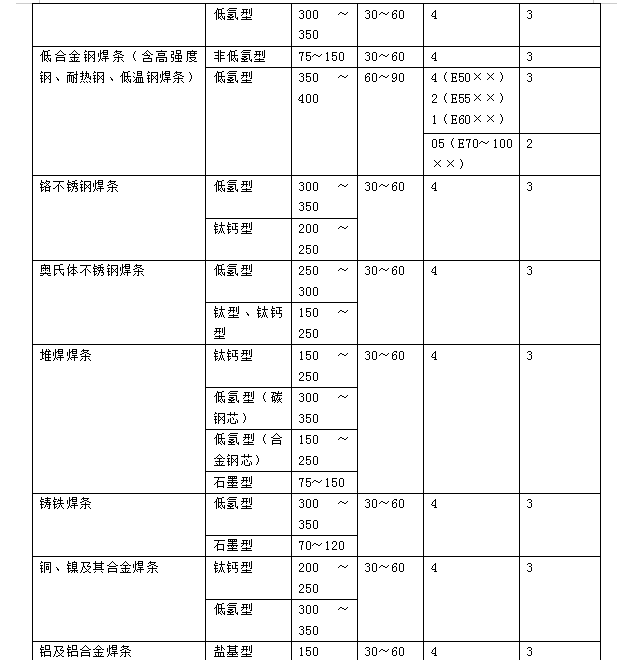
对于低氢型焊条,在允许范围内,适当提高烘干温度有好处,可以减少药皮中的吸附水分,降低熔敷金属中扩散氢含量,消除焊缝金属气孔。对于酸性焊条,最高烘干温度不应超过250℃,否则会因为药皮中的有机物变质,减弱气体保护作用,反而会使焊缝产生气孔。 对于在高湿度环境中施焊或焊件高强度钢用焊条要进行严格管理,焊前烘干后的使用时间要严格控制。各类焊条焊前烘干工艺及焊后存放时间见表1。
注:1.在焊条使用说明书中有特殊规定时,应按说明书中的规范执行。 2.一般情况下,大规格的焊条应选上限温度及保温时间。 烘干后的焊条最好立即放在焊条保温筒里,一般应随烘随用,以免再次受潮。在露天大气中存放的时间,对于普通低氢型焊条,一般不超过4~8h,对于抗拉强度590MPa以上的低氢型高强度钢焊条应在1.5h以内。
2.焊条的储存与保管 焊条在周转或储存(包括出厂前和出厂后)过程中,因保管不善或存放时间过长,都有可能发生焊条的吸潮、锈蚀、药皮脱落等现象。轻者影响焊条的使用性能,如飞溅增大,产生气孔、白点,焊接过程中药皮成块脱落等;重者使焊条报废,造成不应有的经济损失。 保管不善还可能造成错发、错用,造成质量事故。焊条保管对焊接质量有直接影响,每个焊工和技术人员都应遵循焊条的储存及保管原则。正确保管焊条,是保证焊条使用性能、确保焊接质量的一个重要方面。 1)焊条储存中常见的问题 ①损伤。虽然焊条在一般情况下具有抗外界损坏的能力,但不能忽视由于保管不好容易遭受损坏。焊条药皮是一种陶质产品,抗冲击性差,因此在装货和卸货时不能撞击。用纸盒包装的焊条不能用挂钩运输。某些型号焊条(如特殊烘干要求的碱性焊条)比普通焊条更要小心轻放。 ②吸潮。在焊条药皮中含有太多的水分对焊接质量影响很大,用吸潮焊条焊成是焊缝表面用肉眼不一定看得见气孔,但经过X射线检查就能显示出来。各种型号的焊条,出厂时都有一个含水量要求,低于该含水量,对形成气孔和焊缝质量没有影响。 所有的焊条在空气中都能吸收水分,在相对湿度为90%时,焊条药皮吸收水分很快。碱性焊条露在外面一天受潮就很严重,甚至相对湿度为70%时药皮水分增加也很快,只有在相对湿度为40%或更低时,焊条长期储存才不至于受到影响。
2)焊条的保管 ①焊条应在干燥通风良好的室内仓库存放。焊条储存库内,不允许放置有害气体和磁性介质,并应保持整洁。库内的焊条应存放在架子上,架子力地面高度不小于300mm,离墙壁距离不小于300mm,架子应放置干燥剂,严防焊条受潮。特种焊条储存于保管应高于一般焊条,特种焊条应堆放在专用仓库或指定区域,受潮或包装损坏的焊条未经处理不许入库。 ②焊条入库前,应首先检查入库通知单(生产厂库房)或生产厂质量证明书(用户库房),按种类、牌号、批次、规格、入库时间等分类堆放。每种焊条应有明确标注,避免混放。对于受潮、药皮变色、焊芯有锈迹的焊条,必须烘干后进行质量评定,在各项指标满足要求后,方可入库,否则不准入库。 ③一般情况下,储存时间1年以上的焊条,应是请质检部门进行复验。复验合格后,方可发放。否则不准按合格品发放使用,应请报主管部门及时处理。一般焊条一次出库量不得超过2天的用量,已经出库的焊条,焊工必须保管好。 ④焊条储存库内,应设置温度计和湿度计。对低氢型焊条,室内温度不得低于5℃,相对湿度不得低于60%。焊条在共给使用单位后,至少六个月内可保证使用,入库的焊条应做到先入库的先使用。 ⑤出库管理人员应懂业务、会管理、工作认真负责,账、物、卡相符,防止焊条错发、错用,造成质量事故。一般情况下做到先入库,先发放。库管人员还应熟知焊条的一般性能和要求,定期查看所管理的焊条有无受潮、污染等情况,在储存中发现焊条质量问题应及时报告有关部门,妥善处理解决。
3)过期焊条的处理 在焊条储存中还要注意过期焊条的处理问题,所谓过期焊条,并不是存放时间超过某一时间界限,而是指焊条质量发生了程度不同的变化(变质)。各种类型焊条存放时间较长时,在焊条药皮表面上产生白色的结晶(发毛),通常是由水玻璃引起的,这些结晶不是有害的,是焊条存放时间长的表现。 ①存放多年的焊条应进行工艺性能试验,焊条按规定温度烘干,焊接时没有发现焊条工艺性能有异常变化,如药皮成块脱落,以及气孔、裂纹等缺陷,则焊条的力学性能一般是可以保证的。焊条受潮锈迹严重,可酌情降级使用或用于一般结构件焊接。最好按国际标准作力学性能试验,然后决定其使用范围。 ②焊条由于受潮,焊芯有轻微锈迹,一般不会影响使用性能。但如焊接质量要求高,就不宜使用。各类焊条如果严重变质,药皮已有严重脱落现象,这批焊条应予以报废。 ③如果焊条药皮中含有大量的铁粉,如低氢型高效铁粉焊条。在相对湿度很高、存放时间较长、焊条严重受潮、药皮有锈蚀等条件下,这样的焊条经烘干后,如果焊接时仍产生气孔或扩散氢含量很高,不应再继续使用。对于各类铁粉焊条,除要求改进包装防止焊条吸潮外,在储存中必须妥善保管。返回搜狐,查看更多 |




【本文地址】