技术干货:6061 铝合金 CMT 焊接工艺及接头组织性能研究 |
您所在的位置:网站首页 › 5356焊条怎么用 › 技术干货:6061 铝合金 CMT 焊接工艺及接头组织性能研究 |
技术干货:6061 铝合金 CMT 焊接工艺及接头组织性能研究
|
主要出现的焊接性问题有:焊缝中的气孔、焊接热裂纹、接头变形及软化等。这些焊接性问题与铝合金的物理性质有关,很难得到根本的解决,在一定程度上也制约其应用前景。 奥地利 Fronius 公司 CMT 冷金属过渡技术是在短路过渡基础上开发的。普通的短路过渡过程是:焊丝熔化形成熔滴、熔滴同熔池短路、短路桥爆断,短路时伴有大的电流(大的热输入量)和飞溅。 而 CMT 过渡方式正好相反,在熔滴短路时,数字化电源输出电流几乎为零,同时焊丝的回抽运动帮助熔滴脱落,从根本上消除了产生飞溅的因素。 使 CMT 焊相比普通 MIG/MAG 焊有一定的优势: (1) CMT 几乎无电流状态下的熔滴过渡,焊接热输入量极低,焊接变形小; (2)CMT 焊弧长控制精确,电弧更稳定; (3)焊缝成形均匀一致[10]。 本文主要探讨镁合金的 CMT 焊方法,对铝合金在工业中的应用具有重要意义。
试验材料及试验方法 1.1 试验材料 试验采用6061 铝合金板材,焊丝采用ER5183 铝合金,焊丝直径φ1.2mm。焊接过程中选用99.99%的高纯氩气做保护气,并且在焊前去除试样表面的油脂及氧化膜。 1.2 试验方法 对6061 铝合金板材进行对接 CMT 焊试验。焊接后,经切割、研磨、抛光和腐蚀,制备成试件。采用金相显微镜进行分析,得到接头的金相显微组织照片。拉伸试样按国家标准 GB2651‐2008《焊接接头拉伸试验方法》中规定取样,采用 CMT5205 型电子万能试验机进行焊接接头的拉伸试验,拉伸速度为 2mm/min。测量试件硬度负载为 25g。
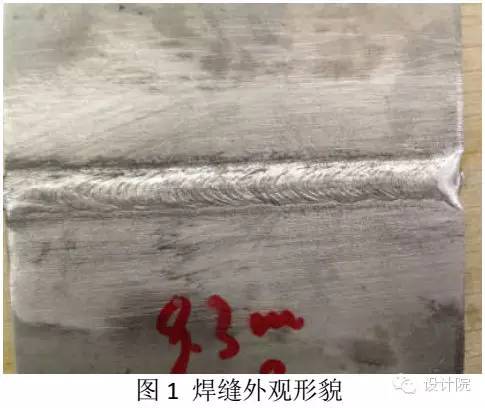
试验结果及分析 2.1 焊接工艺参数 试验采用平板对接焊,采用高纯氩气作为保护气体。由于焊接参数多而复杂,工艺参数对焊接质量起至关重要的作用,CMT 焊机本身自带经过优化的焊接参数专家系统数据库,其焊接电流、电压与送丝速度是协调线性调节的,只需要调节送丝速度,电流和电压会对应随之变化。 同时可以通过弧长修正和电感修正来微调电流和电压,以达到最佳的焊接效果。本套 CMT 设备可以选择不同的焊接模式,每种模式下对应的可调节参数略有不同。试验中选用 CMT 模式,经过前期的工艺试验,总结出影响焊接质量的工艺参数包括焊接电流、电压、送丝速度、焊接速度、弧长修正、焊枪位置及姿态、保护气流量等。 试验选择焊接电流和焊接速度作为可调参数,焊接电流、焊接电压、送丝速度是从焊机控制面板上设定的,系统根据自带的专家库对焊接过程的参数进行即时调节,所以焊接时的实际参数与设定值略有偏差。 采用不同的焊接电流和焊接速度对镁合金搭接焊接,研究焊接电流和焊接速度对焊接成形质量的影响。 实验结果表明:随着焊接电流的增大,焊缝的熔深和熔宽随之增大;当焊接速度增大时,焊缝的熔深和熔宽呈现降低的趋势。 通过试验的观察以及对电弧的稳定性进行调整,得到较佳的焊接工艺为焊接电流 160A,焊接电压19V,送丝速度9.3m/min,焊接速度900mm/min,保护气流量17L/min。 得到的焊缝成形良好,上表面连续平整,为鱼鳞状波纹,并且没有咬边、裂纹、表面气孔等缺陷,如图1所示。
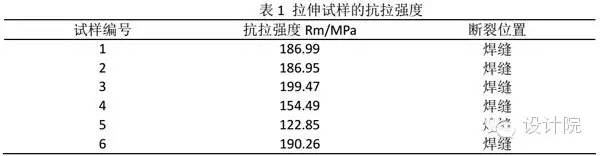
2.2 接头力学性能分析 在优化的焊接工艺下,得到铝合金 CMT 焊接对接试样,按照相应标准将试样上下表面磨平,去除余高,进行拉伸试验。试样如图 2 所示,拉伸试验结果见表1。
拉伸结果显示,接头的断裂位置均在铝合金焊缝处,最大抗拉强度为199.47Mpa,达到母材的80%左右,基本满足强度要求。 4号试样由于焊接速度过快而导致热输入过低,产生未熔合缺陷,从而抗拉强度较低。5号试样焊接电流最小同时焊接速度相对较快,热输入过低使得焊缝未焊透,故抗拉强度最低。
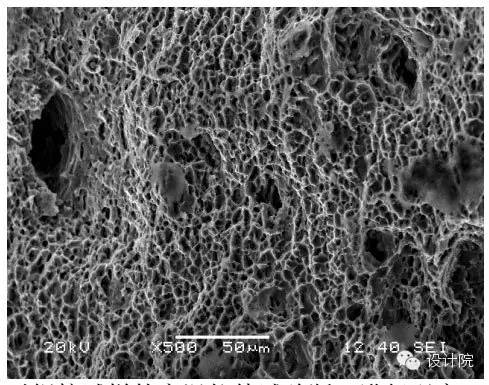
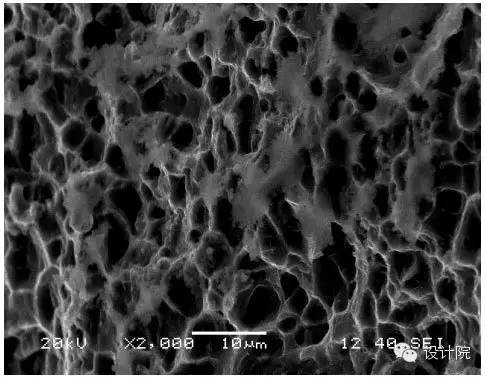
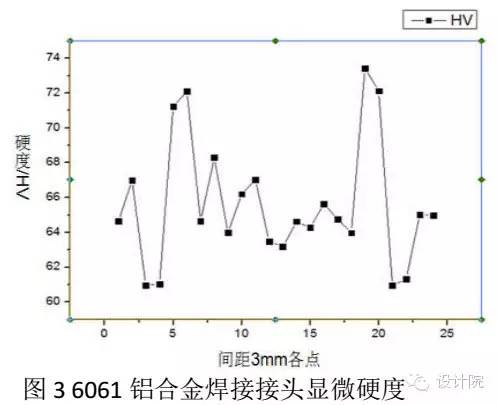
对焊接试样的室温拉伸试验断口进行观察,扫描电镜图如上,可以发现数量较多韧窝存在于断裂起始位置,韧窝类型为穿晶型断裂。 图中,韧窝分部较为均匀,大小相对不一致。断裂时,位错堆积首先产生在焊缝区域内部的晶界、夹杂、析出物以及一些塑性变形不连续的部位,在铝合金中主要发生在气孔区域,应力集中在这些区域发生, 之后在局部塑性变形区域出现微孔形核。随着塑性变形的发展,微孔长大,并发生聚集,最后相互连接导致断裂的发生,同时在断裂面上出现形态、大小及深浅不一的韧窝。 为了研究焊接接头的硬度分布,对焊接接头截面的焊缝区、熔合区、热影响区和母材区进行显微硬度测定。采用MH‐5D自动转塔式显微维氏硬度计,打硬度后,不同区域的显微硬度分布如图3。 由此可见试件的硬度大约分布在60——74HV之间,其中焊缝的硬度大约分布在63——74HV之间,熔合线附近硬度值最高约为74HV。在热影响区内距熔合线约3mm的地方存在一个硬度最低的区,即软化区,其硬度值约60HV。母材硬度曲线较为平均,在65HV左右。
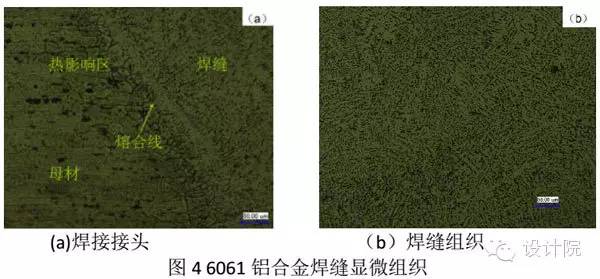
由于试样在焊接热源的作用下,热影响区的固溶区温度比较高,由于镁原子、硅原子大量聚集,使得母相发生了晶格畸变,由质变引起的右边场阻碍了位错的运动,最终导致焊接接头得到加强。 而在距离焊缝较远的地方,即热影响区内出现了一个软化区,这是由于焊接时,该区域的加热温度大于原来时效处理的温度,但是低于固溶温度,使得强化粒子Mg2Si渐渐从母相分离,使得该区域的接头硬度降低,即产生了所谓的“过时效”现象,在热影响区内得到了软化区。该区域是焊接接头的薄弱区,当软化现象严重在、是,接头的机械性能也会产生恶化。 2.3 微观组织特征分析 沿垂直于焊缝方向取样,将制备好的金相试样,用凯勒试剂腐蚀,在光学显微镜下观察焊接接头的组织特征。图4为6061铝合金的显微组织照片。
图中从左到右分别为母材、热影响区、熔合区和焊缝。图中的母材区域,晶粒沿着轧制方向延长,呈纤维状。且在上面的图中能够看到发亮的熔合线, 这是因为在焊接过程中,由于被加热,离焊缝较近的熔合区温度较高,母材时效出的 Mg2Si 粒子大部分固溶到 α(Al)固溶体之中,形成了过饱和的固溶体,从而让颜色变浅。 图 4 为典型的焊接接头组织照片,从图中可以看出焊缝区与热影响区的分界十分明显。热影响区是典型的过热组织,晶粒较粗大,热影响区很窄,虽然其晶粒与母材相比有所长大,但是并不是特别明显。 图中存在一些黑点,产生这些黑点的原因是由于焊接过程中,焊缝中弥散分布着破碎的氧化物,液态的焊缝处于流动的状态之下,表面层状态不均匀,引起了氧化物颗粒在部分地区分布稠密,造成了富氧区,之后在腐蚀剂的作用下就成了黑点。而焊缝区的晶粒则明显比热影响区和母材细小,是典型的铸造急冷组织。 接头处出现上述组织,主要是与焊接热循环过程和铝合金的物理特性有关。在焊接过程中,焊缝区的母材吸收大量的热而熔化,凝固时由于铝合金的导热系数大,散热快,促进了焊缝区金属的快速凝固结晶,从而导致了焊缝区的晶粒细化,因此在焊缝区处得到细小的等轴晶。 热影响区晶粒粗大且较宽,则是由于铝合金的熔点低,导热快,焊接加热时需要大功率,热影响区宽且易于过热,吸收的热量使热影响区的组织发生晶粒长大,从而导致了热影响区的组织晶粒粗大,从而使得热影响区力学性能有所下降。
结 论 (1)采用 CMT 焊工艺可以在获得 6061 铝合金板材高质量的焊接接头. 其表面成形良好,无明显缺陷; (2)焊接接头抗拉强度可达母材 80%左右,力学性能良好。热影响区出现了软化区,硬度较其他区域低; (3)焊接接头的热影响区较窄,晶粒稍有长大。焊缝区组织均匀,晶粒细小,主要由细小的等轴晶组成。 本文编辑:糖糖
❤ 第二步: ❤ ❤返回搜狐,查看更多 |





【本文地址】
今日新闻 |
推荐新闻 |