使用坚固的 15D 打印树脂的 3 个提示和技巧 |
您所在的位置:网站首页 › 3d打印笔使用技巧 › 使用坚固的 15D 打印树脂的 3 个提示和技巧 |
使用坚固的 15D 打印树脂的 3 个提示和技巧
|
1) 使用前摇匀。
对于大多数树脂,建议摇晃几分钟,尤其是在 longer 在打印前储存以获得均匀的混合物。 同样适用 Liqcreate Strong-X. 摇晃几分钟,让树脂在使用前静置几分钟。 在摇动过程中,树脂被均匀化,但会出现一些气泡。 如果您在摇动后立即开始打印作业,则部件的第一层可能会出现气泡。 2) 3D 打印参数。 Liqcreate Strong-X 3D 打印树脂专为 405 纳米和 385 纳米 DLP、MSLA、LCD 和基于激光的树脂 3D 打印机的开放兼容性而设计。 重要的是 3D 打印机可以打开 3rd 派对树脂和参数可以更改。 许多参数已经准备好并列在这里。 单击您的实际打印机以查看是否 Liqcreate Strong-X 参数可用. 如果不是这种情况,请发送电子邮件至我们的技术团队: info@liqcreate 他们会尽力提供帮助。 3) 支持设置。 支撑设置取决于树脂类型与打印机类型、释放机制、树脂槽底部材料以及打印速度等辅助设置。 随着过去几年可用树脂 3D 打印机的极速增长,不可能为每台打印机提供经过验证的支持设置。 在本节中,您可以找到一些通用打印机的设置、设计和打印速度。 我们测试了具有不同设置的标准设计。 如果您的零件每层体积更大/横截面更大,则可能需要增加支撑尖端厚度或交叉点。
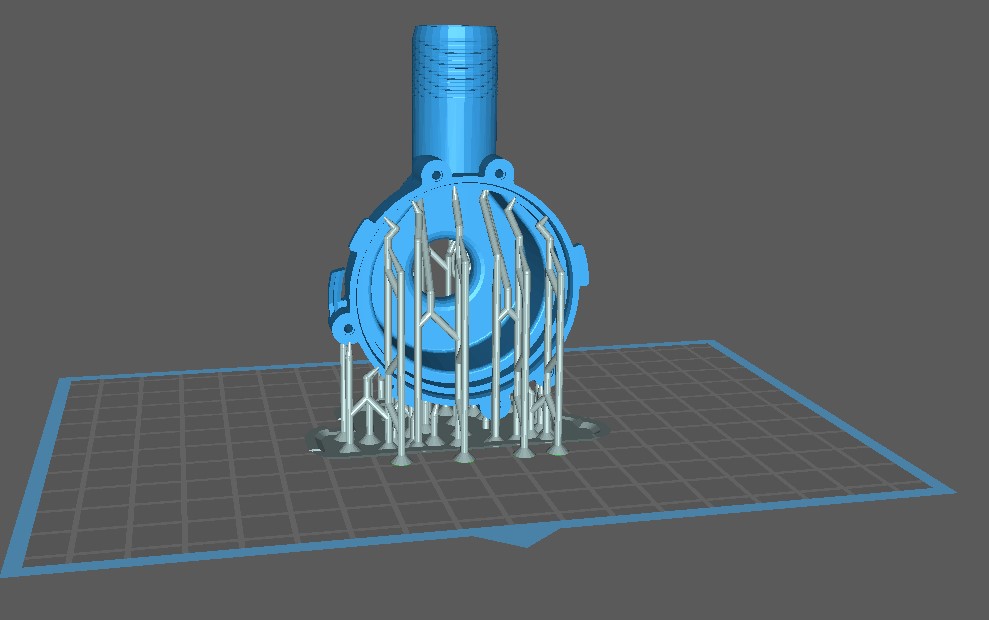
图片:测试零件以优化支撑设置。 支持设置上 Anycubic Photon M3 已成功验证此部分,可在下方找到。 在第 7 章中,我们解释了如何定位和最小化大底面。 我们测试了具有不同设置的标准设计。 如果您的零件每层体积更大/横截面更大,则可能需要增加支撑尖端厚度或交叉点。
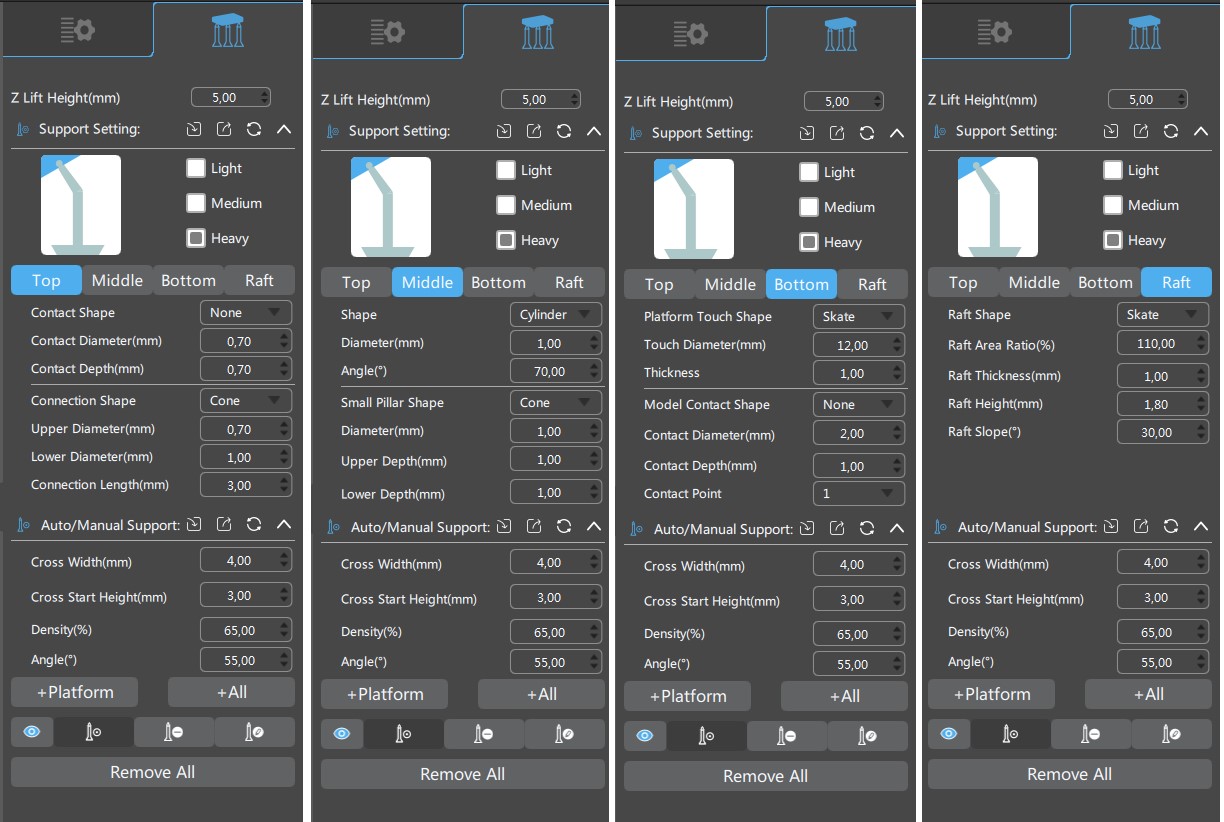
图片:支持设置 Strong-X 使用我们的通用测试部件,在 Anycubic Photon M3树脂3D打印机。 4) 清洁、清洗和后固化您的零件。 洗涤与其他类似 Liqcreate 树脂。 用 IPA、乙醇或 Liqcreate resin cleaner。 对于 resin cleaner 可以使用该网页上的清洁说明。 对于 IPA 和乙醇,它们可用于超声波清洁器或搅拌清洁器(如新的低成本 Anycubic / Elegoo 洗涤装置)。 优选洗涤 2 次 2 分钟,第二次在新鲜 IPA/乙醇中洗涤。 如果有小空洞无法用这种方法清洗干净,则用软毛刷将其清洗干净,再用新鲜溶剂清洗1分钟。 然后让零件干燥。 在后固化之前,检查部件是否干燥且完全没有溶剂(表面没有闪亮的树脂斑点)。 否则在新鲜溶剂中再次清洗 1 分钟。 不洗 longer 超过必要的,因为部件在未完全固化的情况下暴露于 IPA / 乙醇超过 60 分钟会变形。 如果您的零件很薄 (30°C),那么也要小心,零件可能会变形。 如果您注意到这一点,请将部件加厚或等到 IPA 的温度低于 30°C。 当小孔和狭窄的角落难以清洁时,建议使用软刷刷洗这些特定区域。 刷牙后,用新鲜的 IPA / 乙醇冲洗以清除所有树脂残留物。 针对 Strong-X,建议使用两种不同的固化方法。 在加热固化装置中,在 30°C 下固化 60 分钟,以获得非高温应用的最佳性能。 对于需要更高耐温性的应用,在 120°C 下将固化周期增加到 60 分钟(部件可能会稍微变黄)。 有关不同固化装置的扩展后固化信息和设置,请参见 此链接. 5) 固化或延长紫外线老化后零件变色 当零件印有 Strong-X 暴露在紫外线和温度下,它们会轻微变色。 下图显示了可以预期的颜色。
图片:打印 Strong-X 新鲜部件(左)、30°C 紫外线固化 60 分钟后(中)和 120°C 紫外线固化 60 分钟后(右)。 6) 如何清洗/过滤树脂? 当打印过程中出现零件故障时,始终建议您清洁树脂槽。 这通常是通过过滤树脂来完成的,以确保所有硬塑料片都消失了。 如果开始新打印时出现固化树脂部件,它们可能会损坏 FEP 薄膜甚至 LCD 屏幕。 标准树脂过滤器足以过滤 Strong-X 树脂。 7) 打印期间/之后树脂中的图案。 Liqcreate Strong-X 树脂稳定。 然而,经过长时间的打印作业或在非常温暖的区域中,树脂中的颜料可能会发生一些分离。 这种效果比 longer 一段时间或温度较高时。 在某些基于 LCD 的打印机中,打印机本身在打印过程中会产生大量温度,从而加速这种效果。 下图是它的外观。
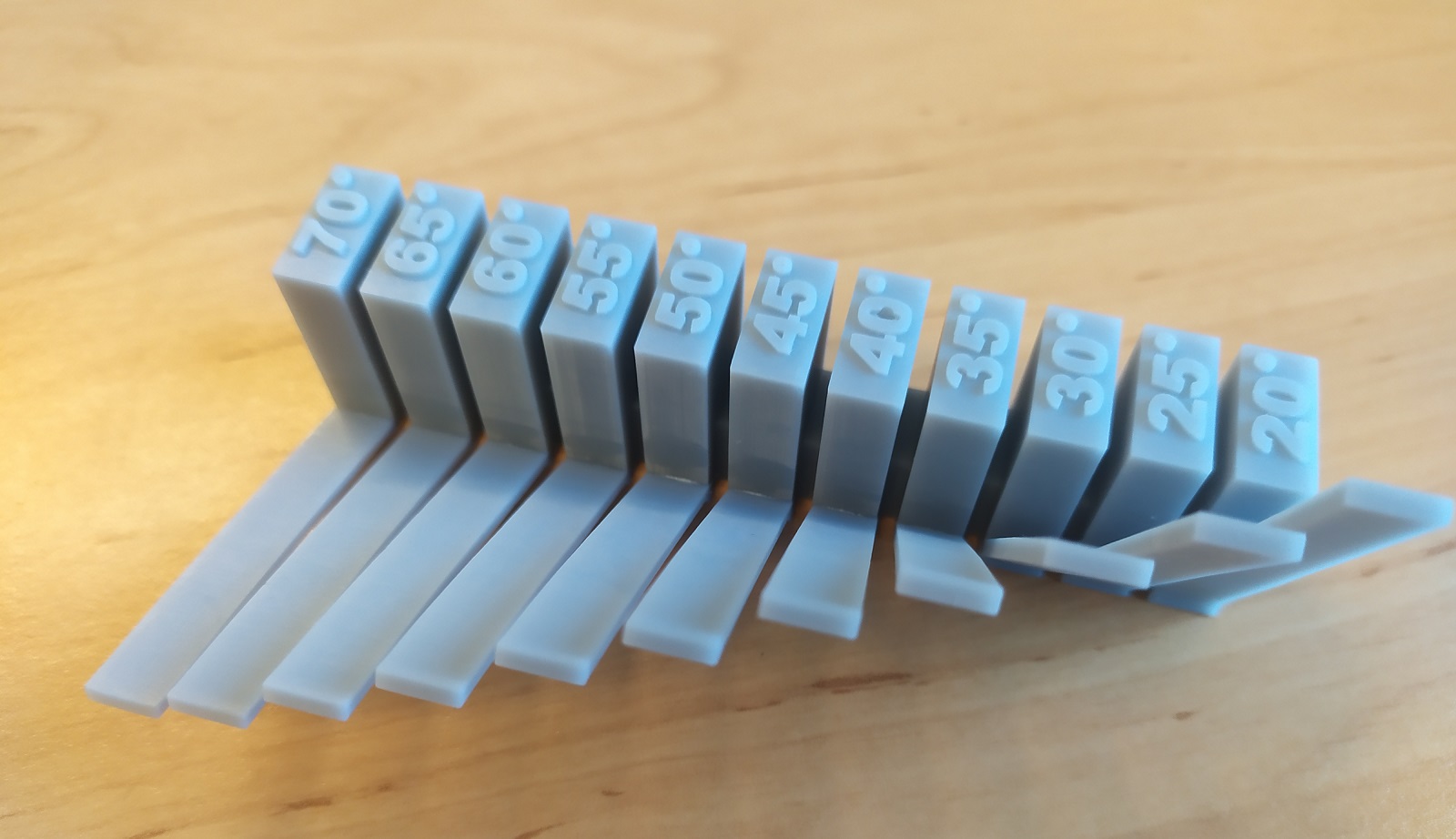
由于树脂稳定,这不会对您的打印部件产生影响。 建议在运行新打印之前用塑料刮刀混合树脂。 或者,如果可能,尽量将树脂保持在 25°C 或以下。 不需要外部加热,并且会导致不必要的加速去混合。 8) 最小壁厚。 建议的平均最小壁厚为 Liqcreate Strong-X 是2毫米。 可以在局部区域打印更精细的细节。 也可以打印更大的薄壁,但需要额外的支撑结构才能成功打印。 9) 零件定位和悬垂。 不建议在支架上打印较大且相对平坦的部件。 如果可能,请始终以一定角度打印,以防止底面过大,因为以一定角度打印时质量会好得多。 在这个测试中,我们打印了一部分 Thingiverse 并对其进行了修改,以查看可以打印零件的角度。 thingiverse 文件相当坚固,而我们自己的修改文件的壁厚为 2.0 mm。
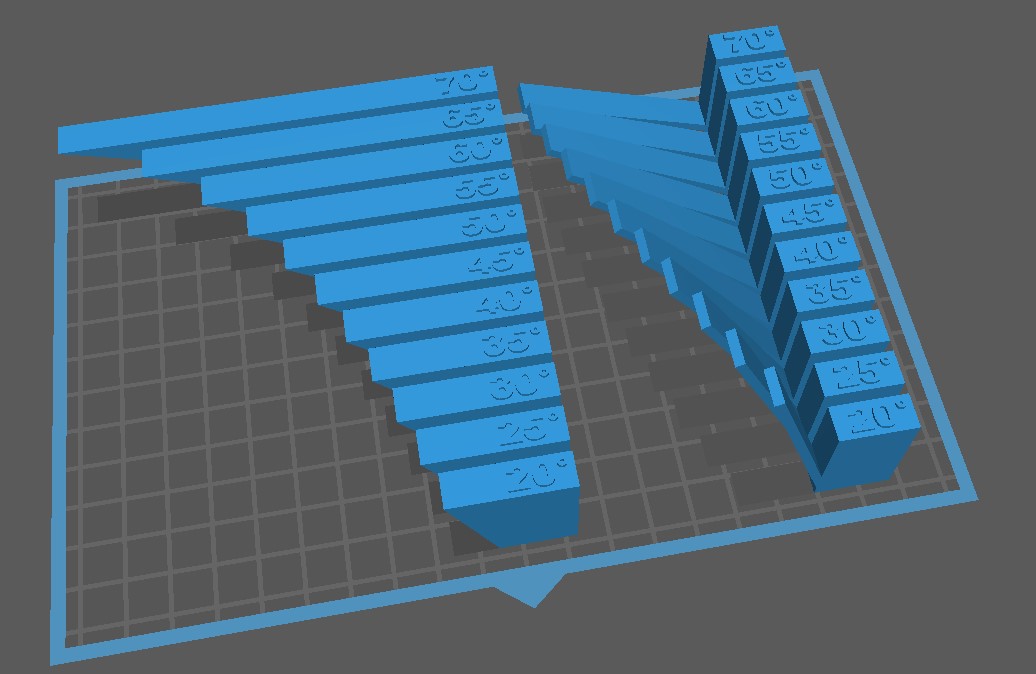
图片:测试打印角度 Thingiverse(事物 40382) 文件和一个小的修改,更薄的壁(2.0 毫米)。
可以打印 2mm 厚的壁 Strong-X 以70度的角度。 但底面支撑45度以上的零件会更好。 10) 零件表面光洁度或粘性表面。 印刷件来自 Liqcreate Strong-X 在打印过程中不透明且有光泽。 如下图所示,洗涤和干燥后会出现哑光/暗淡的表面。 零件可以抛光或涂层以获得光滑的表面光洁度。
11) 收缩补偿。 测试于 Elegoo Mars 3,Chitubox中的收缩补偿以获得更好的精度可以在下图中找到。 如果您需要超精密零件,值得一读 本文. 正如那篇文章所解释的那样,厚零件和薄零件的精度可能会有所不同。
图片:收缩/公差补偿 Strong-X 在Chitubox上测试过 Anycubic Photon M3。 通过这些设置,打印并优化了 40,00 – 30,00 和 20,00 毫米的三个测试块。 我们发现最好的结果是没有任何补偿,因为树脂在此范围内显示出低收缩率。 这些块的测量值分别为 39,97 毫米、30,07 毫米和 20,09 毫米。 由于 Chitubox 提供的补偿选项有限,这些选项在 30-40mm 厚度范围内效果很好。 正如您所看到的,较薄的部分太厚,并且在 Chitubox 中很难同时补偿厚和薄的部分。 12) 树脂温度。 建议打印 Liqcreate Strong-X 树脂在 20°C / 68°F 和 max最低温度为 25°C / 77°F。 在较低温度下打印会导致材料随机失效。 过度加热会导致树脂更快分解,因此不建议这样做。 13) 解决打印失败 Liqcreate Strong-X 树脂。 有很多常见的树脂 3D 打印问题。 在这篇文章中你可以找到 10种常见的树脂3D打印失败以及如何解决. 如果您需要支持,请发送电子邮件至 info@liqcreate 我们的技术团队将尽力提供帮助。 14) 储存条件。 在最低 5°C / 41°F 和 max最低 30°C / 86°F。 避免热源、辐射、静电、阳光和接触食物。 15) 附加信息。 机械性能 Strong-X / Tough-X 混合物 热老化 Strong-X 树脂 紫外线老化 Strong-X 树脂 化学相容性 Strong-X 树脂 如果您在使用过程中有任何疑问 Liqcreate Strong-X 树脂,给我们发电子邮件至 info@liqcreate . |

 图片:测试在没有支撑的情况下以不同角度打印 Liqcreate Strong-X 树脂。
图片:测试在没有支撑的情况下以不同角度打印 Liqcreate Strong-X 树脂。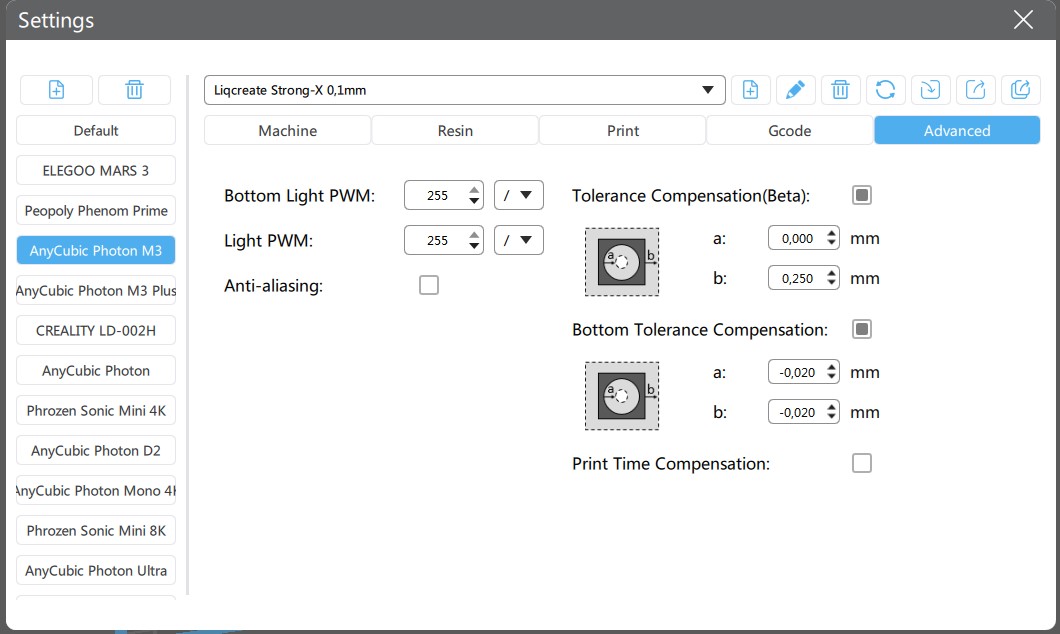
【本文地址】
今日新闻 |
推荐新闻 |