综述:选择性激光熔化增材制造(SLM)中的扫描策略 |
您所在的位置:网站首页 › 3d打印扫描过程 › 综述:选择性激光熔化增材制造(SLM)中的扫描策略 |
综述:选择性激光熔化增材制造(SLM)中的扫描策略
|
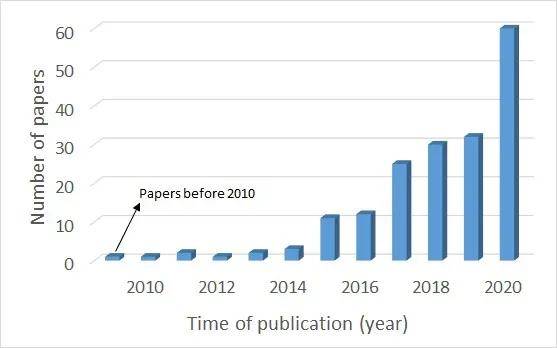
▲图1. SLM工艺过程中的控制参数 SLM工艺中的扫描策略是本文的主要内容。在SLM工艺中,在能量束快速移动的过程中温度分布会迅速的改变,从而实现巨大的温度梯度的改变,这是因为高能束是在局部区域中产生的,从而导致最终产品中存在较高的残余应力和不均匀的变形。 工艺参数,诸如激光功率、光斑尺寸、扫描策略等,见图1所示,都会对3D打印的产品产生至关重要的影响。优化和调节这些工艺参数是一种行之有效的办法来实现理想的致密度、显微组织和机械性能。在这些参数中,扫描策略,是能量束的形状特征,对热温度梯度具有非常明显的影响,最终会影响到部件的质量。许多缺陷,诸如巨大的残余应力或者球化效应等均可以通过调节AM工艺过程中的扫描策略来进行控制。 非常有趣的是,研究人员注意到增材制造中的扫描策略方面的研究在近年来开始增加,见图2所示。此外,期刊Acta Materialia, Additive Manufacturing, Materials Science and Engineering A, Materials和 Materials and Design是最为相关的且发表文章最多的期刊,依据是相关论文的引用时间来确定。此外,文献中,引用最多的文献,涉及到AM制造的扫描策略。我们通过Scopus数据库,通过搜索组合的关键词:“scanning strategy”和 “additive manufacturing,”,出现在文章的标题中、摘要和关键词为准。通过这个办法,直到2020年发表的文献收集到2021年1月3日,我们并没有考虑2021年发表的数据。
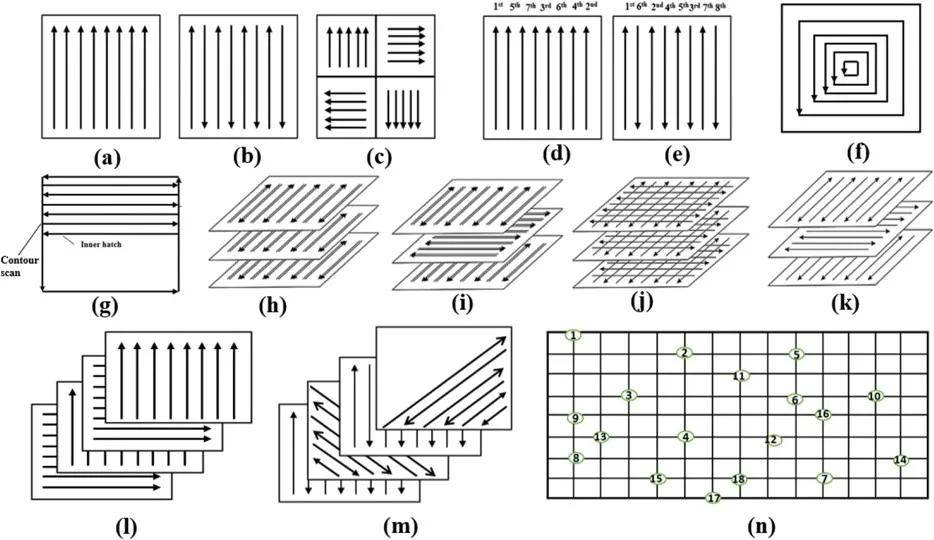
▲图2. 在近年来发表的关于扫描策略方面的论文情况,在Scopus中的论文数量随着年份的变化而变化,当扫描的关键词为组合scanning strategy”和 “additive manufacturing”,该组合的关键词出现在标题、摘要和关键词中 随着岁月的流逝,每年发表的关于扫描策略方面的数据也表明越来越多的研究人员都在极力的通过调节扫描策略来提高打印部件的产品质量。例如,Segura-Cardenas等人成功的通过调节扫描策略改变了SLM打印的奥氏体不锈钢的渗透特性。通过研究扫描策略对工艺过程中的温度、残余应力和的影响,Zhang等人发现经过 90°的层旋转是非常有必要的来减少残余应力,偏离。然而,并没有综述是关于扫描策略对增材制造影响方面的综述。因此,我们综述了当前的关于扫描策略方面的综述,聚焦在扫描策略对显微组织、机械性能和残余应力方面的影响。此外,扫描策略在增材制造中的知识鸿沟也在本文中给予了介绍。 扫描策略是能量束(激光束、电子束、电弧)等在空间的移动轨迹。对于单层的扫描,扫描策略通过不同的扫描方向、扫描序列、扫描矢量角度的变化、扫描矢量的长度、扫描时间、扫描间距等实现考虑到内容、引用时间和发表日期,我们选择了几个代表性的不同的扫描策略进行综述研究。 我们将常见的来自文献中的扫描策略示意的绘制在图3中。对于这些扫描策略的具体描述和区别,激光红就不在一一描述了。
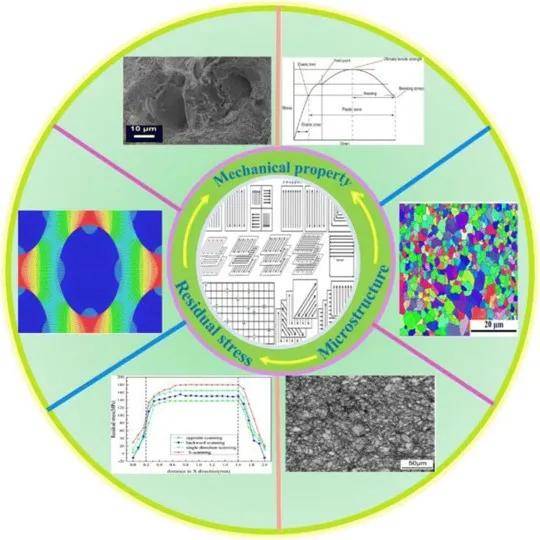
▲图3. 各种不同的扫描策略 我们同时综述了扫描策略中的扫描间距的影响。扫描间距的尺寸对相邻熔道的再熔具有非常直接的影响,从而进一步的影响到晶粒尺寸和形貌。在AM工艺过程中,在实践中扫描策略可以将不同的扫描策略组合起来。例如,Zrodowski等人提出了一个新颖的扫描策略,包括一个岛状的扫描策略,紧随其后的是一个点-随机的扫描策略,这一策略的好处是限制了在热影响区(heat-affected zone (HAZ))的晶化和减少了过热。Lee等人发展了一个随机的光栅扫描,可以是一个光栅和一个随机的点熔化扫描的组合。 不同的扫描策略之间最为明显的差别在于重新熔化的严重程度,这会使得冷却速率和局部的热处理变得存在差别。在每一层形成之后进行激光重熔会提高部件的致密度,减少处理表面的粗糙度和缺陷。例如,报道的多光束扫描直接导致了重熔过程,这对降低气孔、光滑表面和提高AM制造部件的可靠性非常有帮助。此外,当适应旋转扫描策略的时候,气孔也会存在更加分散均匀的特点以及他们的尺寸会相对的被减小。 在本文中,当前的关于SLM扫描策略的研究主要是从三个不同的方面进行的。此外,在EBM和DMLS中的一些扫描策略和其他的成形工艺也在本综述中给予了介绍。图4为本文所讨论的几个主要的方面,分别是扫描策略对显微组织、残余应力和机械性能的影响。
▲图4. 本文所讨论的扫描策略对制造产品的影响造成的效果的三个主要方面的示意图 扫描策略对显微组织的影响 热温度梯度、热流的方向和冷却速率对制造部件的位错密度、晶粒尺寸、凝固胞尺寸、晶粒长宽比和织构指数等均具有十分重要的影响。通常来说,温度梯度对凝固速率的比值比较低的时候和较高的冷却速率时对细化晶粒有帮助的,并有利于减少织构的强度,这是因为此时的凝固模式从柱状晶向等轴晶进行改变。 不同的研究已经实施,表明扫描策略对打印结构的热行为、致密化和显微组织存在影响。
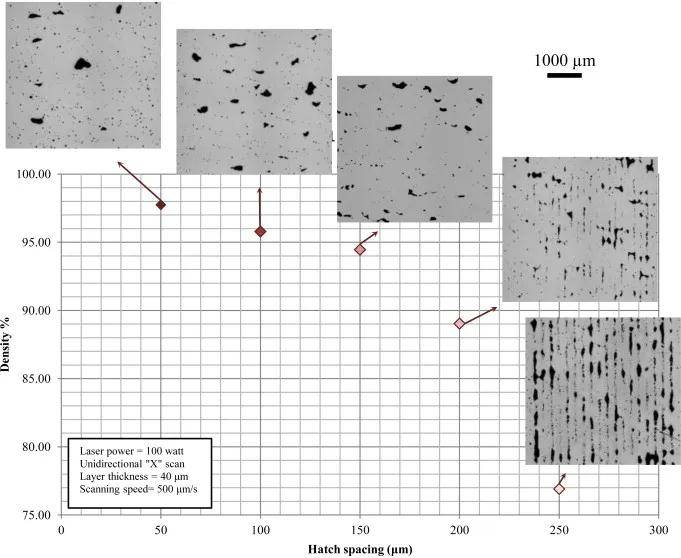
▲图5. 改变扫描间距对打印部件的相对密度/气孔率的影响
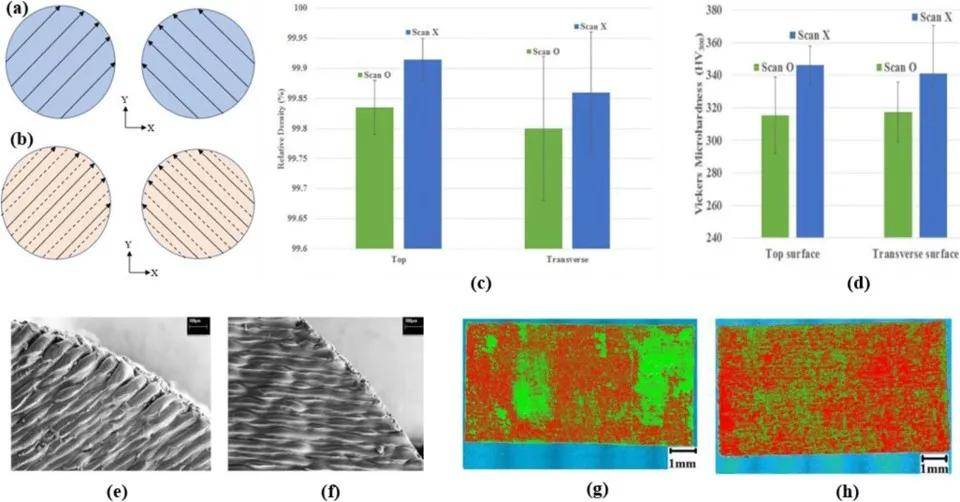
▲图6. a 扫描 “O”; b 扫描 “X”; c 在顶部和横截面的相对致密度(通过金相分析的手段进行的); d 采用两种策略制造的样品的显微硬度;沉积态样品的在使用扫描策略时得到的SEM照片;e “O” 和 f “X”. 马氏体的分布(红色d) 和残余奥氏体(绿色) ,观察的微打印样品的横截面,使用的扫描策略为 g “O” 和 h 扫描 “X”. 扫描策略对残余应力的影响 在SLM制造工艺过程中,由于熔池的快速加热和快速冷却造成的高温温度梯度会诱导残余应力的形成。打印部件的残余应力也同时同材料的显微组织和结构的形状相关。高温温度梯度会造成较高的残余应力,从而造成机械性能,如强度、韧性和疲劳强度等。数值模拟,作为一个有力的工具可以用来预测最终产品部件的残余应力和变形,已经被许多研究人员用来研究AM制造过程中的残余应力。由此,扫描策略对残余应力的影响研究的相对比较多。
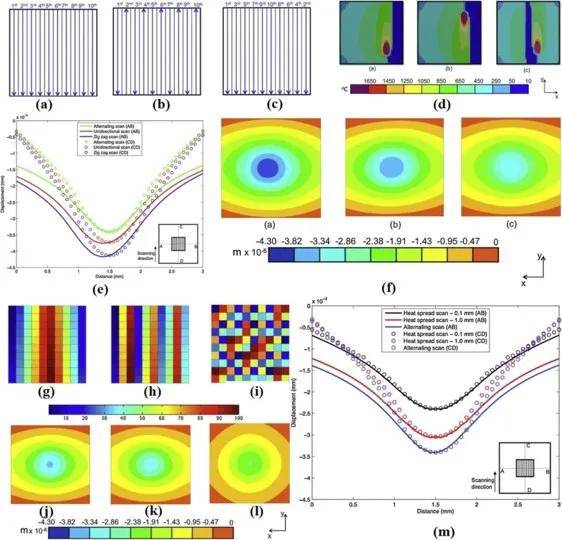
图7.(a)单向扫描策略; (b) 双向扫描策略; (c)改变扫描路径; (d) 温度梯度和熔池在 0.0106 s 的时候自总时间为f 0.0136 s; (e) 沿着线AB和CD自三个不同的路径沿着基板的变形, 在冷却到室温和位移受限得到释放; (f) 三个不同的扫描路劲在底部表面的垂直变形;表示垂直扫描的序列: (g) 来回改变; (h) 在间歇策略的矢量长度为1.0mm的时候; (i)在间隙扫描策略的矢量长度为0.1mm的时候. 在基材底部表面的垂直变形: (j)交替; (k) 间隙扫描策略的矢量长度为1.0m; (l) 间隙扫描策略的矢量长度为0.1mm的结果; (m) 沿着AB和CD线时,三个不同的扫描路劲得到的基板的变形,冷却到室温和位移限制得到释放 未完待续,江苏激光联盟激光红欢迎您的持续关注! Jia, H., Sun, H., Wang, H. et al. Scanning strategy in selective laser melting (SLM): a review. Int J Adv Manuf Technol 113, 2413–2435 (2021). https://doi.org/10.1007/s00170-021-06810-3返回搜狐,查看更多 |
【本文地址】